PVC封邊條的制備及其光澤度衰減趨勢(shì)研究
2020-08-24 12:54:26劉培義
當(dāng)代化工 2020年4期
關(guān)鍵詞:產(chǎn)品
摘 ? ? ?要:介紹了板式家具常用封邊條分類,闡述了啞光、平光和高亮光封邊條分類以及封邊條的主要功能,并對(duì)PVC封邊條從混料、擠出造粒、擠出成型和印刷整個(gè)生產(chǎn)加工過(guò)程做了說(shuō)明。對(duì)光澤度儀和光澤度測(cè)試原理做了論述,根據(jù)光澤度儀測(cè)試方法,跟蹤測(cè)試封邊條光澤度變化,分析探討啞光、平光和高亮光封邊條光澤度衰減變化趨勢(shì),分析了衰減原因。結(jié)果表明:?jiǎn)」狻⑵焦庾畲笏p度為3 Gs,高亮光光澤度衰減無(wú)明顯趨勢(shì)。
關(guān) ?鍵 ?詞:封邊條;啞光;高亮光;光澤度計(jì)
中圖分類號(hào):TQ050.4+25 ? ? ? 文獻(xiàn)標(biāo)識(shí)碼: A ? ? ? 文章編號(hào): 1671-0460(2020)04-0588-04
Abstract: The classification of common edge-sealing strips for panel furniture was introduced, the main functions of matt, flat and high-brightness edge-sealing strips were expounded, and the production process of PVC edge-sealing strips was explained, including mixing, extrusion granulation, extrusion moulding and printing. The glossiness tester and the principle of glossiness measurement were discussed in detail. According to the use method of glossimeter, the glossiness changes were tracked and tested. The glossiness decay trends of sub-gloss, flat gloss and high gloss seals were analyzed, and the reasons for the decay were discussed. The results showed that the greatest glossiness attenuation of sub-gloss and flat-gloss seals was 3 Gs, while that of high-gloss seals had no obvious trend of glossiness attenuation.
Key words: Edge; Matt; High gloss; Gloss meter
高分子封邊條是以聚合物為主要原料,加入增塑劑、穩(wěn)定劑、潤(rùn)滑劑、染料等助劑,一起混煉壓制而成的熱塑性卷材[1]。封邊條主要作用是對(duì)板材斷面進(jìn)行固封,達(dá)到免受環(huán)境和使用過(guò)程中的不利因素(主要為水分)對(duì)板材的破壞,并阻止板材內(nèi)部的甲醛揮發(fā),同時(shí)也起到一定的美化作用。通常封邊條擠出后,需要進(jìn)行印刷后期處理工藝。印刷常用油墨有油性油墨、水性油墨,家具封邊條越來(lái)越多地采用水性油墨進(jìn)行印刷,既能凈化車間生產(chǎn)環(huán)境,又能滿足人們對(duì)于環(huán)保家居的需求[2-4]。高分子類封邊條常見(jiàn)的材質(zhì)主要有PVC、ABS、PE、PP、PMMA、PS等。PVC材料具有優(yōu)異的阻燃性、良好的耐磨性、優(yōu)良的抗化學(xué)腐蝕性、極佳的透明性與較強(qiáng)的電絕緣性[5],因此PVC封邊條是最常見(jiàn)的封邊條類型,而且產(chǎn)品越來(lái)越朝著節(jié)能、環(huán)保、無(wú)毒的方向發(fā)展,成為高檔的裝飾材料[6]。
封邊條產(chǎn)品光澤度除了受底材表面本身性能的影響,往往通過(guò)印刷時(shí)UV來(lái)控制,如高亮光UV、啞光UV等。通過(guò)兩種UV的不同比例復(fù)配,得到不同光澤度的產(chǎn)品。UV油墨即紫外光固化油墨,是指在波長(zhǎng)為200~450 nm的紫外光的照射下,從液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài)并干燥的油墨。UV油墨因其干燥速度快,可以實(shí)現(xiàn)瞬間干燥[7,8]。按照封邊條表面光澤度區(qū)分,一般可以分為高亮光(光澤度在90%以上)、亮光(光澤度在70%~90%之間)、普通光(光澤度在30%~70%之間)和啞光(光澤度在30%以下)[9]。本文主要就啞光、普通光和高亮光PVC封邊條印刷后光澤度的衰減做了一定的跟蹤測(cè)試以及相關(guān)分析,對(duì)產(chǎn)品的生產(chǎn)、使用和存放具有一定的參考意義。
1 ?實(shí)驗(yàn)部分
1.1 ?原材料
PVC,東曹(廣州)化工有限公司;碳酸鈣,市售;穩(wěn)定劑,德國(guó)熊牌;ACR,山東瑞豐;潤(rùn)滑劑,市售;增塑劑,市售;UV,德國(guó)。
1.2 ?儀器與設(shè)備
冷熱高速混合機(jī)組,張家港市貝爾機(jī)械有限公司;雙螺桿擠出造粒機(jī),貝爾機(jī)械;雙螺桿擠出成型,貝爾機(jī)械;印刷機(jī)組,佛山市順德區(qū)普瑞特機(jī)械制造有限公司;光澤度儀,臺(tái)州市艾測(cè)儀器有限公司。
1.3 ?產(chǎn)品制備
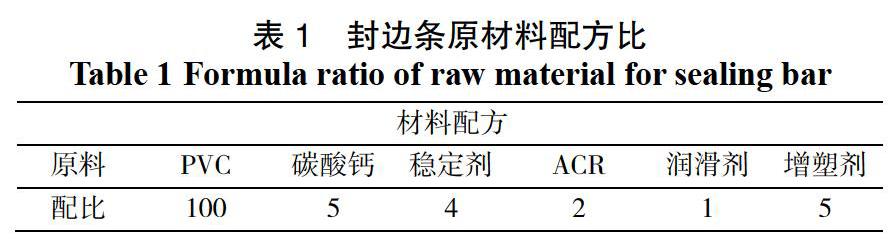
PVC封邊條屬于硬質(zhì)PVC產(chǎn)品,產(chǎn)品配方比例如表1所示。
按照配方比例稱取相應(yīng)質(zhì)量的原材料,根據(jù)不同產(chǎn)品顏色稱取相應(yīng)的色粉,然后按照一定操作規(guī)則,進(jìn)行后面的生產(chǎn)流程。
1.3.1 ?混料
將原材料在冷熱高速混合機(jī)組中進(jìn)行混料。混料前確認(rèn)冷熱高速混合機(jī)組熱混機(jī)和冷混機(jī)內(nèi)均已清潔完畢,無(wú)異物和異色在機(jī)內(nèi),然后將稱量好的粉料投入到機(jī)組熱混機(jī)內(nèi)。開(kāi)啟高速攪拌,直至溫度升到130 ℃。熱混的作用是使所有原材料充分混合均勻,同時(shí)高溫下排除原料中所含的水分,以免成型時(shí)造成產(chǎn)品表面異常。將混合好的物料放料至冷混機(jī)中,待物料充分冷卻,即可進(jìn)行造粒。
1.3.2 ?造粒
因?yàn)榫哂虚L(zhǎng)徑比小、壓縮比大等結(jié)構(gòu)特點(diǎn),硬質(zhì)PVC造粒通常采用錐形雙螺桿擠出機(jī)作為常用加工設(shè)備[10],所涉工藝參數(shù)如表2所示。
造粒完畢后,將顆粒進(jìn)行分裝備用,并做好標(biāo)識(shí)。
1.4 ?擠出成型
PVC封邊條擠出成型采用錐雙螺桿擠出機(jī),所涉擠出工藝如表3所示。
根據(jù)需求調(diào)整主機(jī)、喂料的速度,將產(chǎn)品寬度和厚度調(diào)整至合格范圍內(nèi)。片材擠出后小心將產(chǎn)品引至水槽冷卻,并用收卷機(jī)收卷。
1.5 ?印刷
封邊條擠出成型后,按照顏色和壓紋需求,找出相應(yīng)印刷版輥,并將顏色調(diào)試好。同時(shí)按照產(chǎn)品對(duì)光澤度的需求,調(diào)配好高亮光UV和啞光UV,然后在印刷機(jī)組上做產(chǎn)品表面印刷。在印刷完成后的成品封邊條中,分別選取啞光、平光和高亮光封邊條,跟蹤測(cè)試產(chǎn)品表面光澤度數(shù)值變化。
2 ?結(jié)果與分析
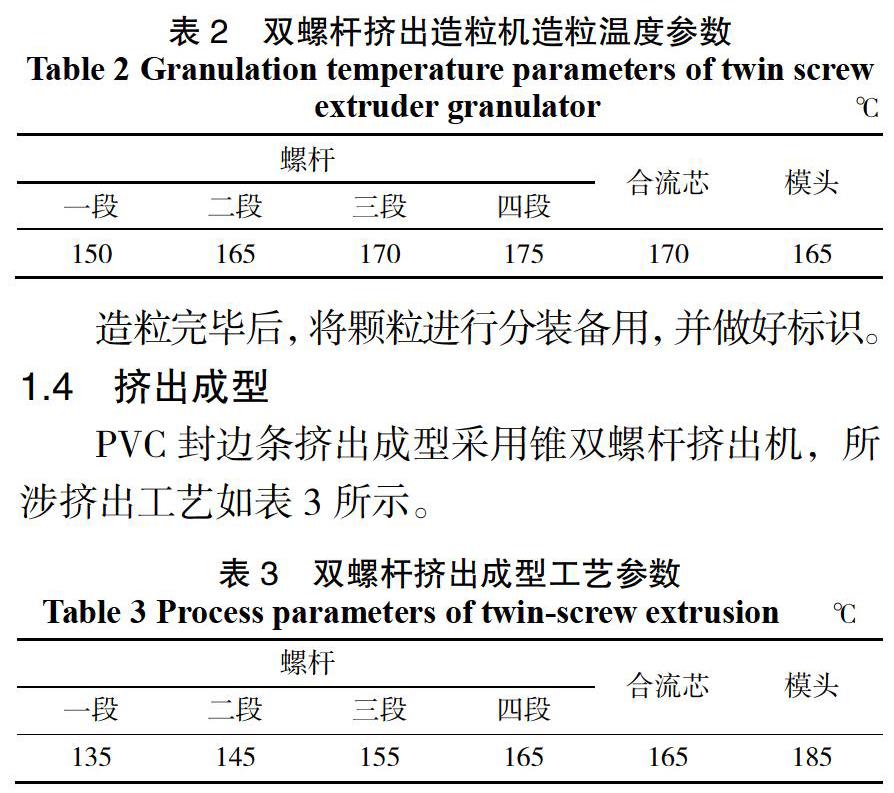
光澤度計(jì)是平面制品的光澤度計(jì)量器具,廣泛用在油漆、紙張、塑料、陶瓷和鋁制品上[11]。如圖1所示,光澤度計(jì)的測(cè)量原理是光源發(fā)射一束光經(jīng)過(guò)聚光透鏡到達(dá)樣品表面,樣品表面將光反射到準(zhǔn)直透鏡,準(zhǔn)直透鏡將光束會(huì)聚到檢測(cè)器,檢測(cè)器進(jìn)行光電轉(zhuǎn)換后將電信號(hào)送往處理電路進(jìn)行處理,然后儀器顯示測(cè)量結(jié)果。光澤度和顏色無(wú)關(guān),只和物體表面的光滑程度有關(guān),作為物體的表面特性,光澤度數(shù)值取決于表面對(duì)光的鏡面反射能力。
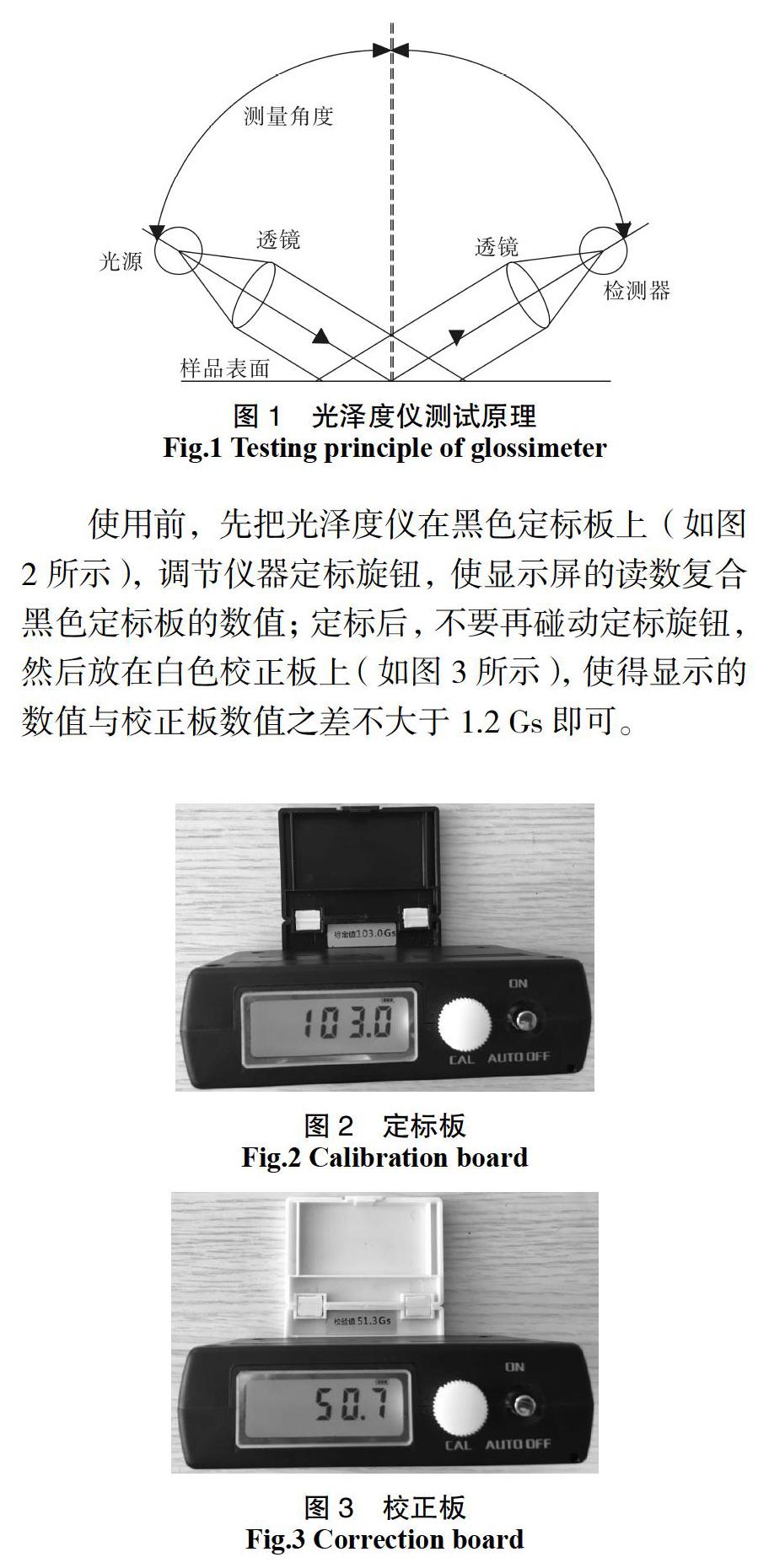
使用前,先把光澤度儀在黑色定標(biāo)板上(如圖2所示),調(diào)節(jié)儀器定標(biāo)旋鈕,使顯示屏的讀數(shù)復(fù)合黑色定標(biāo)板的數(shù)值;定標(biāo)后,不要再碰動(dòng)定標(biāo)旋鈕,然后放在白色校正板上(如圖3所示),使得顯示的數(shù)值與校正板數(shù)值之差不大于1.2 Gs即可。
2.1 ?啞光、普通光封邊條
在產(chǎn)品印刷完畢后,即刻采集試樣并測(cè)量當(dāng)時(shí)的光澤度值,并做記錄。隨后按照一定的時(shí)間跟蹤測(cè)試產(chǎn)品表面的光澤度值,對(duì)數(shù)據(jù)做分析處理(圖4-5)。
從圖4-5封邊條光澤度衰減趨勢(shì)可以看出,啞光和普通光封邊條產(chǎn)品印刷后在2 d(48 h)內(nèi)有明顯的衰減,衰減幅度大;在2~16 d中,仍有較小幅度的變化;16 d后基本處于穩(wěn)定的狀態(tài)。啞光和普通光封邊條最大衰減度均在3 Gs以內(nèi)。
啞光和普通光封邊條表面以漫反射為主,光澤度產(chǎn)生衰減的原因,可能是因?yàn)椴牧显谟∷⒑螅捎诘撞谋旧砗陀湍繉泳嬖谝欢ǖ氖湛s,造成表面存在一定的收縮應(yīng)力而使材料表面密度不一致,表面發(fā)生漫反射的能力增加,因此光澤度會(huì)產(chǎn)生一定的衰減。印刷48 h內(nèi)產(chǎn)品表層油墨收縮變形幅度最大,因此造成的光澤度變化較明顯;而在48小時(shí)后產(chǎn)品形狀基本穩(wěn)定,不再有較大的表面收縮,所以光澤度基本趨于穩(wěn)定。
2.2 ?高亮光封邊條
通過(guò)圖6中曲線可以看出,高亮光產(chǎn)品具有較高的光澤度,基本上在93 Gs以上。
高亮光產(chǎn)品表面光澤度并無(wú)明顯變化趨勢(shì),出現(xiàn)無(wú)規(guī)則的數(shù)據(jù)變化。可能是由于高亮光產(chǎn)品鏡面反射能力較強(qiáng),產(chǎn)品收縮或表面的一些雜質(zhì)對(duì)產(chǎn)品表面的鏡面反射效果未造成明顯影響,不會(huì)造成光澤度朝著逐步降低的方向衰減。因此,高亮光產(chǎn)品光澤度并無(wú)明顯變化趨勢(shì)。
從理論上分析來(lái)看,油墨涂層表面結(jié)構(gòu)的粗糙度可以通過(guò)發(fā)生在不同長(zhǎng)度范圍的粗糙特征來(lái)描述,這些特征用微觀粗糙度和宏觀粗糙度來(lái)表示。微觀粗糙度能夠用振幅來(lái)表征,其數(shù)值小于或等于光的波長(zhǎng)。顏料粒子聚集和薄層的收縮也能影響微觀粗糙度。光澤度和表面粗糙度之間存在較高的相關(guān)性,同時(shí)涂層表面的孔隙結(jié)構(gòu)在很大程度上影響印刷光澤度。顏料粒子的空隙體積越小,涂層收縮度越低,較低的收縮度可以促進(jìn)形成光滑的表
面[12]。高亮光產(chǎn)品表面有相對(duì)致密的油墨涂層,因此表面可以實(shí)現(xiàn)高度的鏡面反射。而在測(cè)量時(shí)每次測(cè)量的部位存在不確定性,不同部位的表面存在微小的空隙體積差別,便有可能產(chǎn)生不同的表面收縮,所以宏觀表現(xiàn)為不同的光澤度。因此,高亮光產(chǎn)品每次測(cè)量的光澤度值均存在一定的差異,但沒(méi)有明顯的變化規(guī)律。
3 ?結(jié) 論
(1)啞光和普通光封邊條在印刷后,因油墨和底材本身的收縮原因,導(dǎo)致產(chǎn)品表面光澤度存在一定的變化和明顯的衰減趨勢(shì),在印刷成型2 d內(nèi)衰減率最大,16 d后趨于平穩(wěn),最大衰減度小于3 Gs。
(2)因高亮光封邊條產(chǎn)品表面主要以鏡面反射為主,具有較高的光澤度,油墨涂層表面不同部位的空隙體積存在一定的差異,使得不同點(diǎn)存在不同的微小收縮,宏觀表現(xiàn)為每次測(cè)試均有不同的光澤度數(shù)值,但呈現(xiàn)不規(guī)則的變化。
參考文獻(xiàn):
[1]文超, 吳智慧, 張繼雷. 板式家具塑料封邊條剝離方法的對(duì)比研究[J]. 南京林業(yè)大學(xué)學(xué)報(bào), 2012, 36(6): 151-153.
[2]Christian Vollmers. Mill away your problems[J]. Woodworking, 2013 (6): 22-23.
[3]AN Tankut, N Tankut. Evaluation the effects of edge banding type and thickness on the strength of corner joints in case-type furniture[J]. Materials & Design, 2010, 31(6): 2956-2963.
[4]胡曉麗. PVC發(fā)泡板及PP塑料在室內(nèi)植物墻工程中的應(yīng)用研究[J].當(dāng)代化工,2017,(12):2603-2605.
[5]周玲玲, 汪蓓蓓, 肖陸飛, 等.環(huán)境友好型增塑劑增塑PVC體系的性能測(cè)試與分析[J]. 化學(xué)研究與應(yīng)用, 2018, 30(4): 597-601.
[6]申洪澤, 孫娜娜, 楊勇旺, 等. 淺談國(guó)內(nèi)PVC行業(yè)的發(fā)展趨勢(shì)[J]. 聚氯乙烯, 2017, (7): 1-3.
[7]趙桐. UV油墨固化性能及組成[J]. 今日印刷, 2015, (8): 57-60.
[8]劉培義, 曾慶景, 王金能. 水性油墨研究進(jìn)展及其在封邊條中的應(yīng)用[J]. 廣東化工, 2018, 45(21): 60-61.
[9]QB/T 4463-2013, 家具用封邊條技術(shù)要求[S]. 2013.
[10]邊靖. 錐形雙螺桿擠出機(jī)螺桿結(jié)構(gòu)對(duì)制品性能的影響[D]. 北京: 北京化工大學(xué), 2016: 1-2.
[11]夏陽(yáng). 鏡向光澤度計(jì)和光澤度板示值誤差測(cè)量不確定度評(píng)定[J]. 計(jì)量與測(cè)試技術(shù), 2015, 42(3): 88-89.
[12]徐嬋娟, 周輝. 增稠劑對(duì)涂層表面結(jié)構(gòu)的影響[J]. 國(guó)際造紙, 2008, 27(3): 53-57.
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術(shù)與應(yīng)用(2022年5期)2022-06-17 06:01:38
快樂(lè)語(yǔ)文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國(guó)化妝品(2018年6期)2018-07-09 03:12:40
中國(guó)化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14