用常壓酸浸—溶劑萃取法從硫錳廢渣中回收錳鈷鎳試驗研究
2020-08-21 08:59:40葉有明謝雪珍農永萍
濕法冶金 2020年4期
葉有明,謝雪珍,農永萍
(廣西科技師范學院,廣西 來賓 546199)
目前,廣西電解錳企業的生產原料主要是低品位氧化錳礦石,雜質含量較高,電解廢渣(硫錳凈化廢渣)中含有錳、鎳、鈷等有價金屬,其中鈷、鎳含量高于自然鈷鎳礦石中鈷、鎳含量,且廢渣量大,所以,研究從此廢渣中回收鈷、鎳有重要意義。目前,從各種物料中浸出鈷、鎳的方法主要有硫酸法、氯氣法、混酸法、火濕聯合法等[1-6]。用硫酸浸出[7-15]成本低、能耗低、工藝簡單,是目前研究最多、也最易實現工業化的方法,但其存在浸出時間長、效率低、鈷鎳硫化物難以浸出、硫易變成硫化氫逸出等問題。針對這些問題,試驗提出廢渣中加入鐵粉和二氧化錳并以硫酸快速浸出工藝,控制硫化氫的產生并縮短浸出時間,提高錳、鈷、鎳金屬浸出率,最后采用溶劑萃取法從浸出液中分離錳、鈷鎳,實現鈷、鎳綜合回收。
1 試驗部分
1.1 原料及試劑
試驗原料:硫錳廢渣,取自柳州桂柳化工有限公司,化學組成見表1。

表1 硫錳廢渣的化學組成 %
試驗主要試劑:濃硫酸,二氧化錳,鐵粉,氨水,P204,P507,磺化煤油,均為分析純。
1.2 主要儀器
pH計,集熱式恒溫加熱攪拌器,X’pert High-Score型X射線衍射儀,Thermo Fisher ICAP-7200型電感耦合等離子體原子發射光譜儀,AA-6300C型原子吸收光譜儀。
2 試驗原理與方法
2.1 浸出和固硫
硫錳廢渣中的部分錳和鈷、鎳主要以硫化物形式存在,在硫酸作用下發生如下反應:

在硫酸浸出液中加入鐵粉和MnO2,使溶液中產生Fe3+;反應中產生的H2S來不及逸出就被Fe3+氧化為單質硫,Fe3+被還原為Fe2+;Fe2+繼續與MnO2反應生成Fe3+,使溶液始終保持較高的氧化性和一定酸度,維持浸出反應。反應式如下:
2.2 萃取分離錳、鈷、鎳
除鐵:萃取前用碳酸鈣調節浸出液pH至4,使Fe3+形成氫氧化鐵沉淀去除,酸性變弱后碳酸鈣不再溶解,而引入的Ca2+易于形成沉淀除去。反應式如下:
除鈣:萃取前用MnF2除去引入的Ca2+。常溫時MnF2的溶解度為1.06 g/100 mL水,而氟化鈣溶度積KSP=2.7×10-11,可利用二者的溶解度差異除鈣。反應式如下:
。
萃取:P204和P507均為酸性萃取劑,其活性氫與金屬離子進行離子交換,形成較為穩定的金屬螯合物。P204在一定pH條件下優先萃取錳,萃余液繼續用P507萃取鈷。P204和P507對金屬離子的萃取順序[16]為Fe3+>Mn2+>Co2+>Ni2+,且受pH影響很大,所以通過控制溶液酸度可實現錳、鈷、鎳的有效分離。反應式為:
萃取,
反萃取,
式中:HA—P204或P507;M2+—金屬離子。
2.3 試驗方法
浸出:準確稱取10 g硫錳廢渣于200 mL燒杯中,加入適量二氧化錳和鐵粉,混勻后加入硫酸,安裝吸收裝置吸收H2S氣體,水浴控溫,攪拌浸出。浸出后過濾,洗滌,干燥,測定濾渣和浸出液中錳、鈷、鎳質量,計算金屬離子浸出率。
(1)
式中:m1—浸出前廢渣質量,g;m2—浸出后廢渣質量,g;w1—浸出前廢渣中金屬質量分數,%;w2—浸出后廢渣中金屬質量分數,%;η—金屬離子浸出率,%。其中,錳浸出率為扣除MnO2加入量后的浸出率。
除雜、萃取:加入碳酸鈣調節浸出液pH至4,過濾;濾液中加入MnF2除鈣,用硫酸和氨水調pH;加入萃取劑,攪拌混勻10 min,分離;檢測水相中金屬離子質量濃度,計算萃取率。
(2)
式中:E—金屬離子萃取率,%;ρ0—初始金屬離子質量濃度,g/L;V0—初始溶液體積,L;ρ1—萃余水相中金屬離子質量濃度,g/L;V1—萃余水相體積,L。
3 試驗結果與討論
3.1 MnO2用量對固硫效果的影響
硫錳廢渣質量10 g,加入1.5 g鐵粉和過量MnO2。根據反應式,處理10 g錳渣約需MnO21.1 g,為保證固硫效果,加大MnO2用量,按理論量1.1~1.4倍加入。按液料體積質量比4 mL/g加入1 mol/L硫酸溶液,水浴溫度70 ℃,攪拌時間1 h。浸出完成后,取出氣體吸收瓶,用碘量法測定H2S質量。MnO2對固硫效果的影響試驗結果見表2。
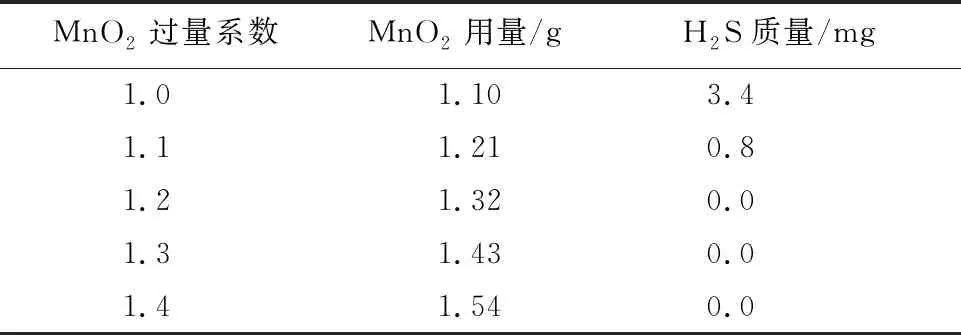
表2 MnO2對固硫效果的影響
由表2看出:隨MnO2用量增加,H2S逸出量減少;MnO2用量大于理論量的1.2倍時,無H2S逸出。綜合考慮,確定MnO2過量系數為理論量的1.2倍,即10 g電解錳凈化渣添加MnO21.32 g。
3.2 從廢渣中浸出錳、鈷、鎳
硫錳廢渣質量10 g,加入1.5 g鐵粉和1.32 g MnO2,按液料體積質量比4 mL/g加入硫酸溶液,水浴控溫70 ℃,攪拌浸出1 h,硫酸質量濃度對Mn2+、Co2+、Ni2+浸出率的影響試驗結果如圖1所示。
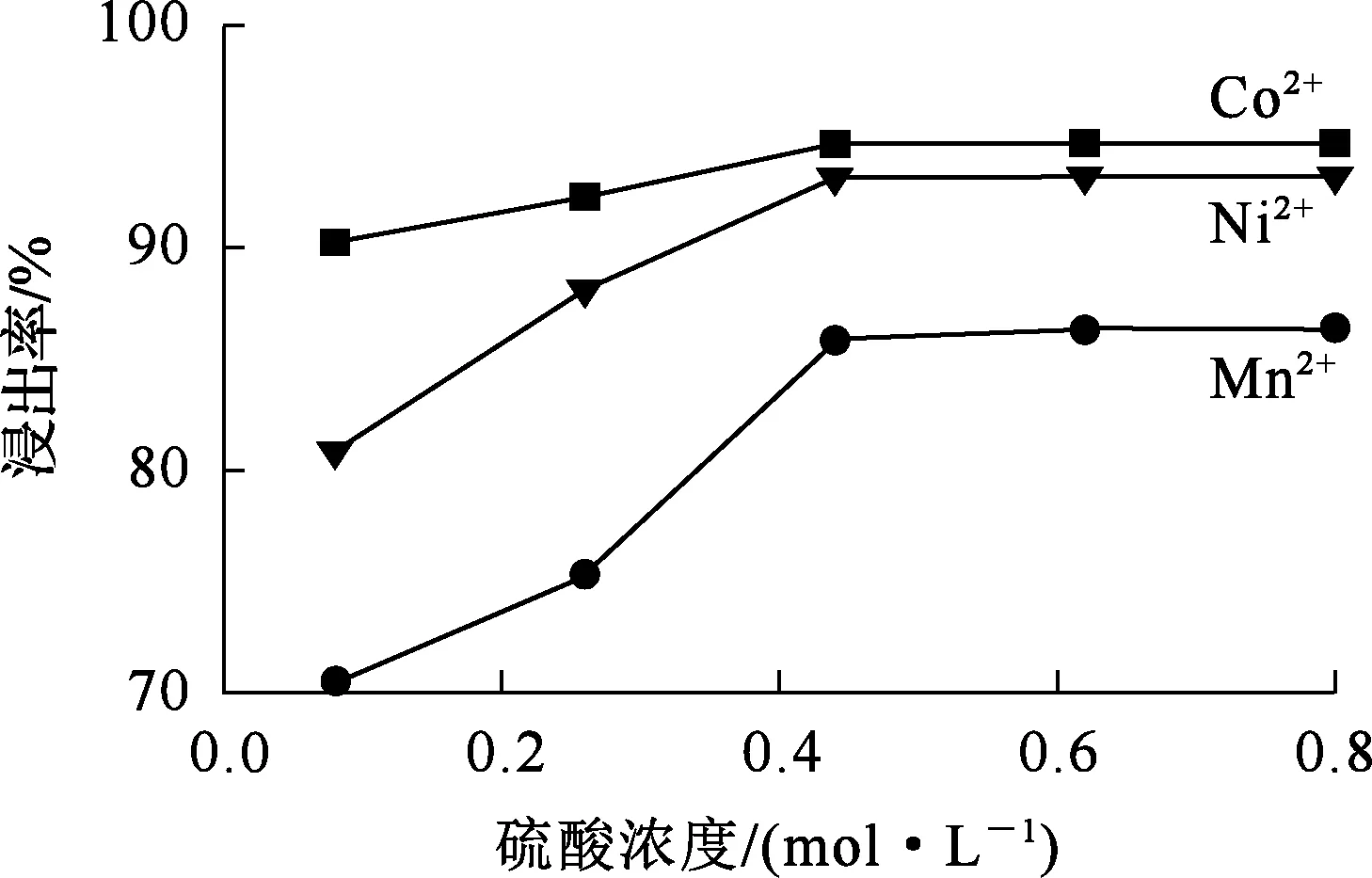
圖1 硫酸濃度對Mn2+、Co2+、Ni2+浸出率的影響
由圖1看出,隨溶液酸度升高,Mn2+、Co2+、Ni2+浸出率先提高后趨于平穩。硫酸主要溶解硫化錳、硫化鈷和硫化鎳,隨酸度升高,硫化鈷和硫化鎳溶解率提高;硫酸濃度提高到一定時,硫化鈷和硫化鎳基本溶解完全。考慮成本及設備要求,確定適宜的硫酸濃度為0.54 mol/L。
3.2.2 液料體積質量比對浸出的影響
硫錳廢渣質量10 g,加入1.5 g鐵粉和1.32 g MnO2,水浴控溫70 ℃,攪拌浸出1 h,硫酸濃度為0.54 mol/L,液料體積質量比對Mn2+、Co2+、Ni2+浸出率的影響試驗結果如圖2所示。
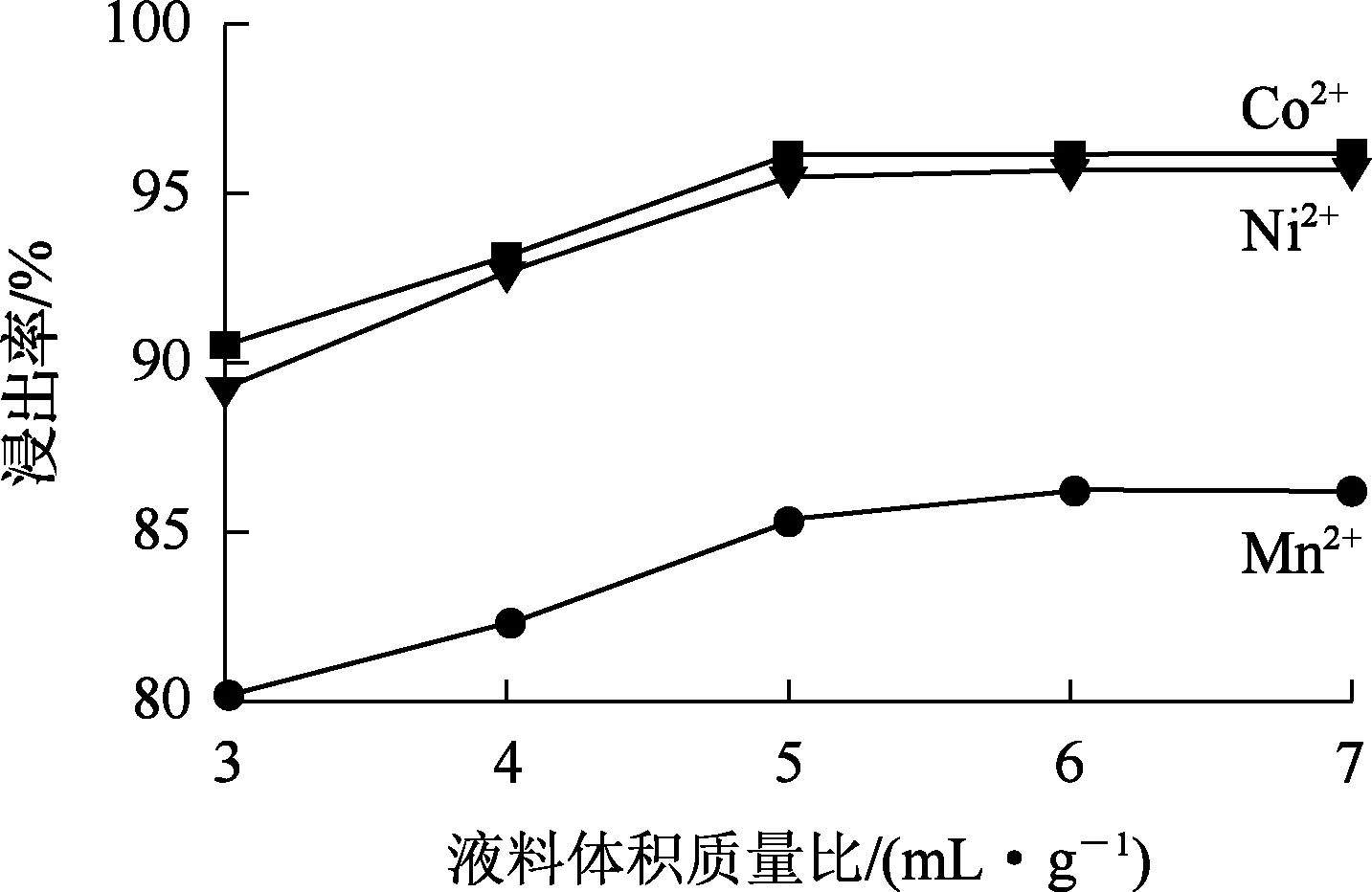
圖2 液料體積質量比對Mn2+、Co2+、Ni2+浸出率的影響
由圖2看出,隨液料體積質量比升高,Co2+、Ni2+浸出率先快速提高后趨于穩定。在酸濃度不變條件下,隨硫酸用量增加,液料體積質量比增大,有利于金屬浸出;當硫酸用量達到一定后,Mn2+、Co2+、Ni2+浸出已達最佳;繼續增大硫酸用量,Mn2+、Co2+、Ni2+浸出率變化不大。考慮成本等問題,確定適宜液料體積質量比為5 mL/g。
3.2.3 浸出溫度對浸出的影響
硫錳廢渣質量10 g,加入1.5 g鐵粉和1.32 g MnO2,液料體積質量比5 mL/g,硫酸濃度0.54 mol/L, 水浴控溫,攪拌浸出1 h,浸出溫度對Mn2+、Co2+、Ni2+浸出率的影響試驗結果如圖3所示。

圖3 浸出溫度對Mn2+、Co2+、Ni2+浸出率的影響
由圖3看出,隨溫度升高,Mn2+、Co2+、Ni2+浸出率先大幅度提高,80 ℃后提高幅度變緩,90 ℃后趨于平穩。綜合考慮,確定適宜浸出溫度為90 ℃。
恒古骨傷愈合劑對絕經后骨質疏松和骨質疏松性骨折模型樹鼩體成分的影響 …………………………… 袁 鑫等(18):2471
3.2.4 浸出時間對浸出的影響
硫錳廢渣質量10 g,加入1.5 g鐵粉和1.32 g MnO2,液料體積質量比5 mL/g,硫酸濃度0.54 mol/L,水浴控溫90 ℃,攪拌浸出,浸出時間對Mn2+、Co2+、Ni2+浸出率的影響試驗結果如圖4所示。
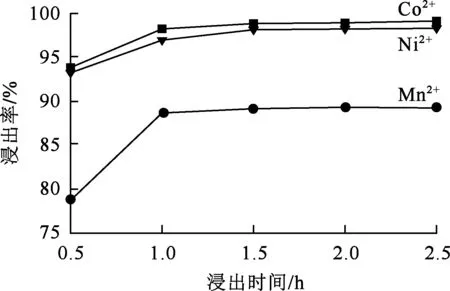
圖4 浸出時間對Mn2+、Co2+、Ni2+浸出率的影響
由圖4看出,隨浸出進行,Mn2+、Co2+、Ni2+浸出率先大幅度提高,1.5 h后趨于穩定,表明Co2+、Ni2+已基本浸出完全。綜合考慮,確定適宜浸出時間為1.5 h,此時,Mn2+、Co2+、Ni2+浸出率分別為89.20%、98.86%和98.16%。
3.3 浸出渣的組成
采用XRD對浸出前、后的渣樣進行分析,結果如圖5、6所示。可以看出,硫化鈷和硫化鎳的特征峰均消失,表明Co2+、Ni2+已全部浸出。
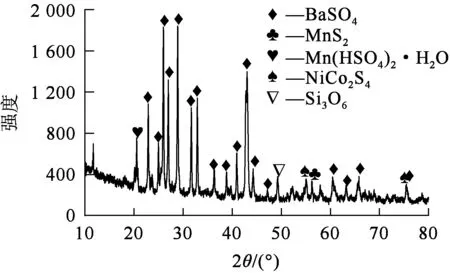
圖5 浸出前渣樣的XRD圖譜
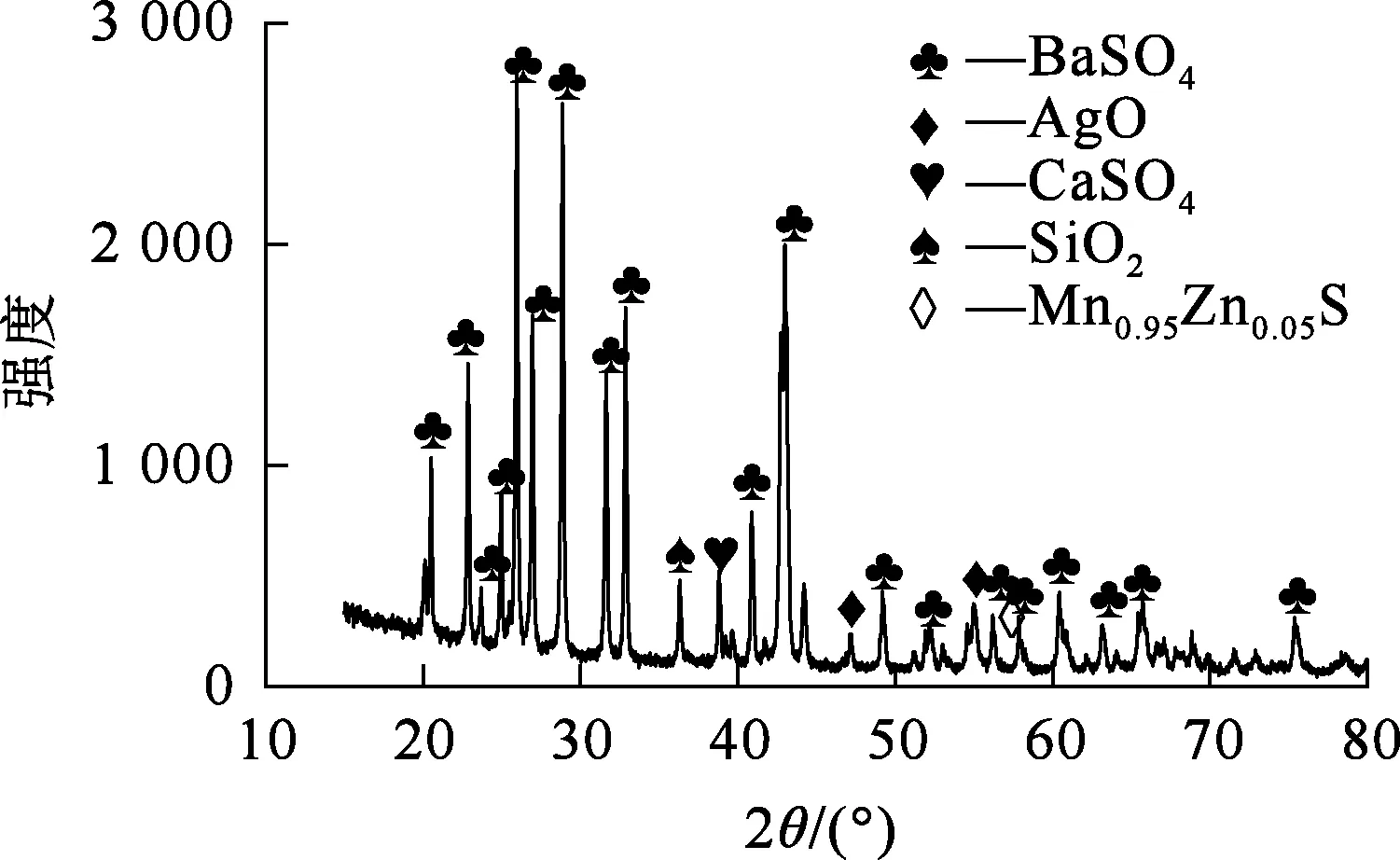
圖6 浸出后渣樣的XRD圖譜
3.4 從溶液中萃取分離錳、鈷、鎳
3.4.1 浸出液pH對除鐵的影響
浸出液用碳酸鈣調節pH去除鐵,試驗結果如圖7所示。
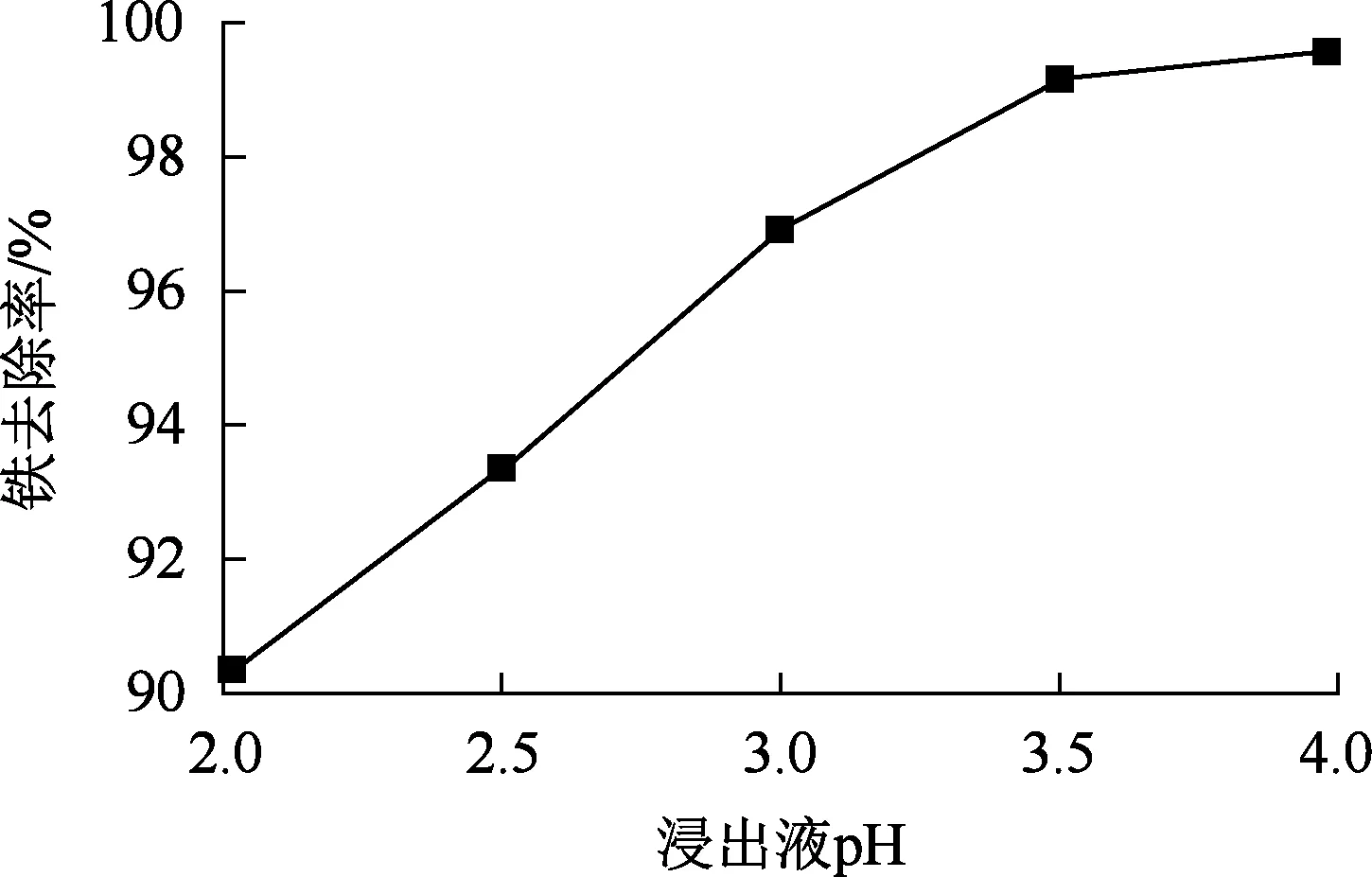
圖7 浸出液pH對除鐵的影響
由圖7看出:隨浸出液pH升高,鐵去除率提高;pH大于3.5后,鐵去除率變化不大;繼續升高pH,Mn2+、Co2+、Ni2+會形成氫氧化物沉淀,造成不必要的損失。綜合考慮,確定適宜浸出液pH為3.5。
3.4.2 除鐵后料液pH對P204萃取錳的影響
浸出液除鐵后,用P204萃取Mn2+。試驗條件:有機相皂化率60%,有機相為30%P204+70%磺化煤油,Vo/Va=2/1,萃取10 min。除鐵后料液pH對P204萃取Mn2+的影響試驗結果如圖8所示。
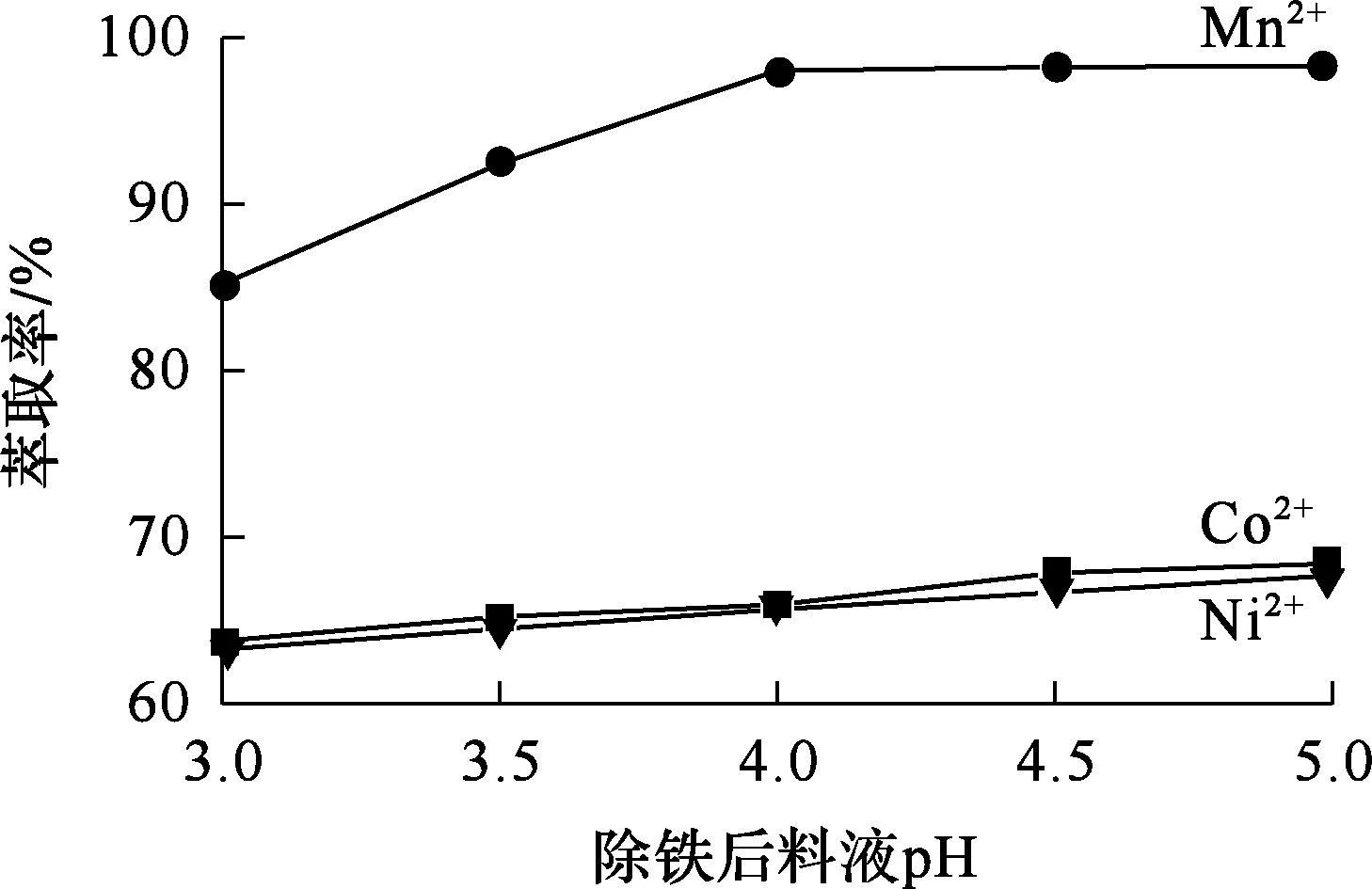
圖8 除鐵后料液pH對P204萃取Mn2+的影響
由圖8看出,隨除鐵后料液pH升高,Mn2+、Co2+、Ni2+萃取率均逐漸提高。在一定范圍內,pH越高,P204對金屬離子萃取率越高[16]。pH大于4.0后,Mn2+萃取率提高非常緩慢,而Co2+、Ni2+萃取率還在繼續升高。所以,適宜的除鐵后料液pH=4.0,此時Mn2+萃取率為98.03%。
3.4.3 萃余水相pH對P507萃取鈷的影響
浸出液除鐵、P204萃取錳后,萃余水相繼續用P507萃取鈷。試驗條件:P507有機相皂化率60%,有機相為30%P507+70%磺化煤油,Vo/Va=2/1,萃取10 min。萃余水相pH對P507萃取Co2+的影響試驗結果如圖9所示。
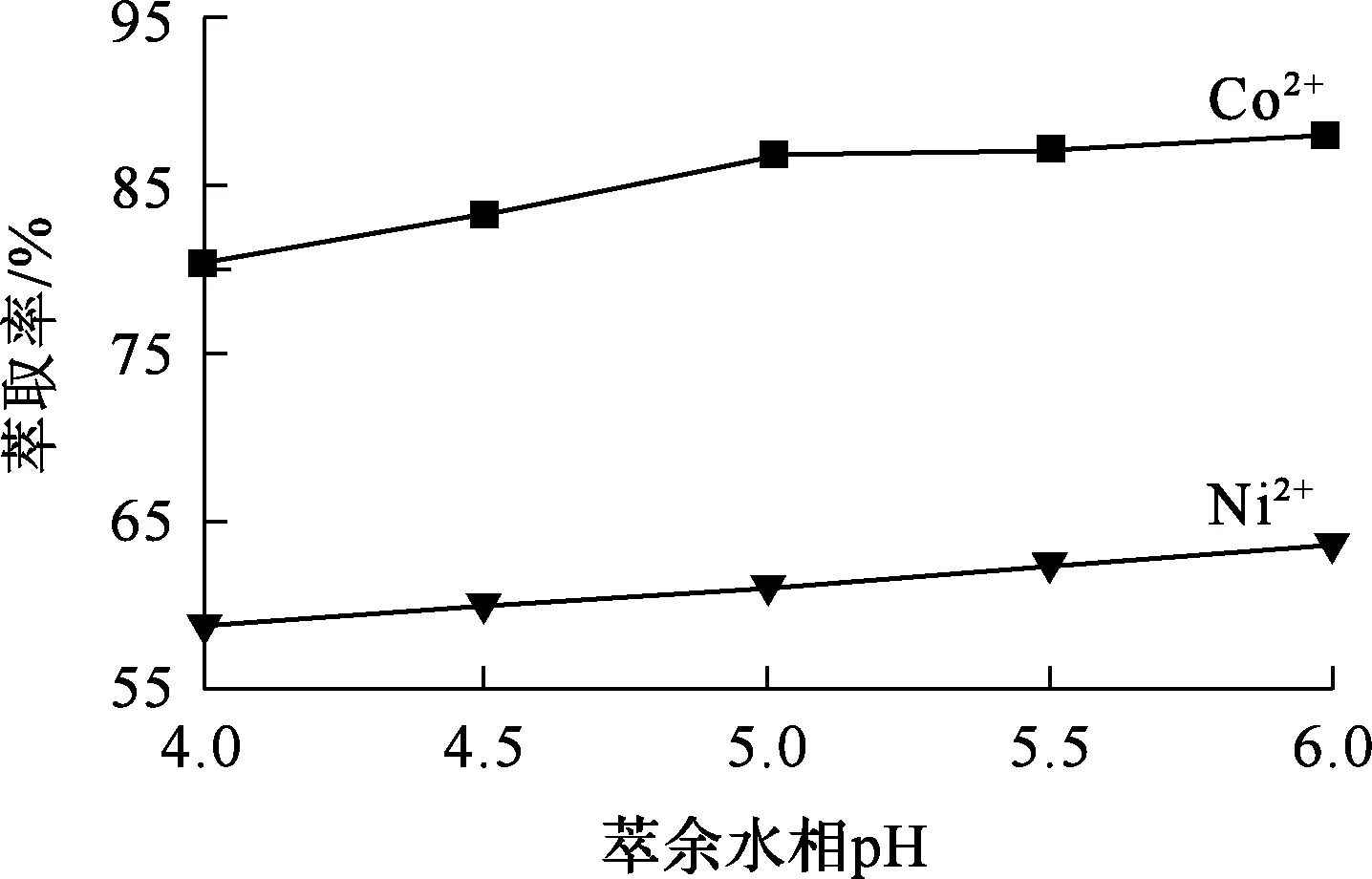
圖9 萃余水相pH對P507萃取Co2+的影響
由圖9看出:隨萃余水相pH升高,Co2+、Ni2+萃取率提高;pH大于5.0后,Co2+萃取率提高緩慢。綜合考慮,確定P507萃取Co2+時水相pH以5.0為宜,Co2+萃取率為86.80%。
3.4.4 相比對P507萃取鈷的影響
試驗條件:507有機相皂化率60%,有機相為30%P507+70%磺化煤油,水相pH=5.0,萃取10 min。Vo/Va對P507萃取Co2+的影響試驗結果如圖10所示。
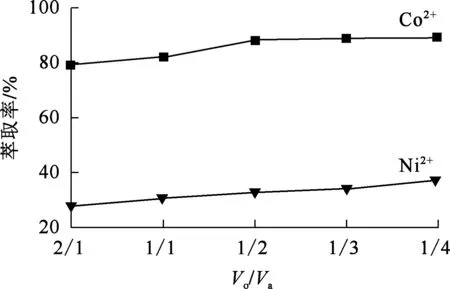
圖10 Vo/Va對P507萃取Co2+的影響
由圖10看出:隨Vo/Va增大,Co2+、Ni2+萃取率均提高;Vo/Va大于1/3后,Co2+萃取率基本不變。綜合考慮,確定P507萃取Co2+時,Vo/Va以1/3為宜,此時Co2+萃取率為88.35%。
4 結論
用硫酸從硫錳廢渣中浸出鈷、鎳、錳并以溶劑萃取法分離錳是可行的,適宜條件下,錳、鈷、鎳浸出率分別為89.20%、98.86%和98.16%,且浸出過程中無硫化氫逸出。浸出液用碳酸鈣調節pH去除鐵,然后用P204萃取錳、用P507萃取鈷,可將錳、鈷、鎳分離,適宜條件下,錳、鈷、鎳回收率分別為87.44%、81.05%和83.17%。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26
