提高切梗絲合格率改進
2020-08-19 09:52:27李紅波萬永華
電力與能源系統(tǒng)學報·中旬刊 2020年2期
李紅波 萬永華

摘要:切梗的好壞直接關系到梗絲的質(zhì)量,也是衡量成品煙絲的一項重要指標。為提高現(xiàn)階段切梗工序的梗絲合格率,對其進行了原因分析和改進關鍵詞:梗絲 切梗機 刀門間隙
1.立項背景
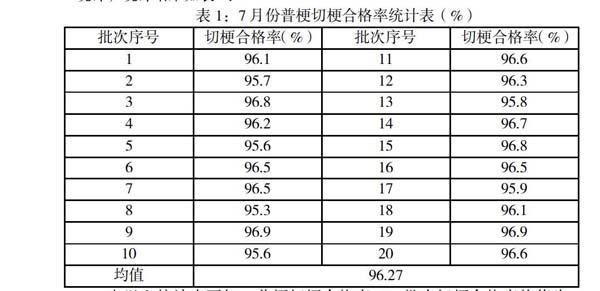
切梗工序是制絲加工梗絲的一道重要工序,切梗的好壞直接關系到梗絲的質(zhì)量,也是衡量成品煙絲的一項重要指標。為了解現(xiàn)階段切梗工序的梗絲合格率,對今年7月份生產(chǎn)的20批次普通梗絲的切梗合格率進行了統(tǒng)計,統(tǒng)計結(jié)果如表1:
由以上統(tǒng)計表可知,普梗切梗合格率20批次切梗合格率均值為96.27%,還有一定的提升空間。
2.原因分析
2.1梗絲厚薄不均勻
正常生產(chǎn)時,如果刀片不鋒利、煙梗水分過小或其它原因造成刀片切出的梗片厚薄不均勻,因為銅排鏈一直在勻速向刀門輸送煙梗,會造成下一把刀片切梗時切得過厚。過厚的梗絲會降低煙絲填充值,產(chǎn)生空煙頭;過薄的梗絲經(jīng)過烘干會增加煙塵和梗絲中的碎末,增加消耗。
2.2梗絲含梗頭偏多
刀片不鋒利、煙梗到達刀門時有空穴或壓不緊等都會產(chǎn)生梗頭。梗頭不但增加損耗,也會使流化床梗絲水分不容易掌握,出現(xiàn)水分不穩(wěn)定情況。
2.3針對以上問題進行原因分析,整理成如下樹狀圖,如圖1:
由以上樹狀圖可以看出,刀片鋒利程度直接影響這切梗厚度與梗頭含量,而影響刀片鋒利程度的因素又分為刀片硬度和砂輪磨削程度。
3.改進措施
3.1提高刀片硬度
專門購進一臺里氏硬度測量儀,對切梗切絲機使用的刀片的硬度進行測量,每新購進一批刀片后,抽檢其中10%的刀片,測量其硬度是否達到標。對其不合格的刀片進行更換處理。重新更換后,所檢測的刀片硬度都達到要求。很好的控制了刀片的硬度質(zhì)量,保證了梗絲的生產(chǎn)質(zhì)量。
3.2控制刀片與下刀門間隙
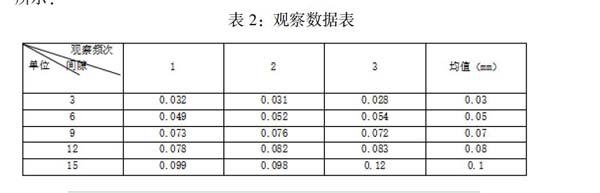
為了控制刀門間隙的調(diào)整時間,通過現(xiàn)場觀察測量,以每3批次為一個測量單位,每個測量單位分別觀察3次,得出以下數(shù)據(jù),如表2和圖2所示:
可看出,當每生產(chǎn)15批次時,會出現(xiàn)刀門間隙大于0.1mm標準的現(xiàn)象;低于15批次時,刀門間隙在正常范圍內(nèi)。考慮到穩(wěn)定產(chǎn)品質(zhì)量,提高生產(chǎn)效率以及降低維修工的勞動強度,決定生產(chǎn)9到12批煙梗調(diào)整一次刀門間隙,并且每次調(diào)整后作好記錄。
4.實施效果
在對策實施完成后,為了驗證改進后梗絲合格率,對生產(chǎn)的20批次普通梗絲的切梗合格率進行了統(tǒng)計,統(tǒng)計結(jié)果如表3:
由以上統(tǒng)計表可知,切梗合格率20批次切梗合格率均值為98.23%,過程穩(wěn)定,改進后效果顯著,有效的解決了切梗厚度不均與梗頭較多的現(xiàn)象,提高了切梗絲合格率,杜絕了質(zhì)量隱患。
作者簡介:
李紅波,男,1980年12月生,本科學歷,助理工程師。主要在漯河卷煙廠從事設備管理工作。
萬永華,男,1975年12月生。碩士學位,副高級工程師。主要在漯河卷煙廠從事設備技術及安全管理工作。