高碳鉻軸承鋼制軸承套圈熱處理工藝試驗
2020-08-14 03:33:22孫小東王云廣王紅偉周鵬龍郝奧玄
金屬加工(熱加工) 2020年8期
關鍵詞:工藝
孫小東,王云廣,王紅偉,周鵬龍,郝奧玄
洛陽LYC軸承有限公司 河南洛陽 471003
高碳鉻軸承鋼制特大型軸承套圈有效壁厚大于15mm時,原材料普遍采用GCr15SiMn鋼制造。但對于有效壁厚大于50mm的軸承套圈,采用GCr15SiMn鋼制造時,熱處理后硬度常常無法達到技術要求。為了滿足生產需要,提高產品質量,解決特大型軸承套圈硬度不足問題,本文對GCr15SiMo鋼和GCr15SiMn鋼特大型軸承套圈采用相同的淬火方式進行熱處理工藝試驗。
1 試驗材料
選用GCr15SiMo鋼和GCr15SiMn鋼加工同一個型號試驗套圈各2件,采用相同的淬火方式進行熱處理工藝試驗。
試驗套圈尺寸:外徑1100mm,高度390mm,有效壁厚65mm。
采用ARL4460直讀光譜儀對軸承套圈進行化學成分分析,結果見表1。

表1 試驗套圈化學成分(質量分數) (%)
2 工藝試驗
2.1 工藝參數設計
(1)加熱溫度 GCr15SiMo鋼試驗套圈淬火加熱溫度選用865℃,回火溫度選用210℃。GCr15SiMn鋼試驗套圈淬火加熱溫度選用825℃,回火溫度選用170℃。
(2)保溫時間 試驗套圈的淬火加熱及回火均在周期井式電阻爐中進行。將試驗套圈放入電阻爐內加熱時,爐溫會立即降低,以后爐溫會逐漸回升,當回升至試驗設計溫度時,開始計算保溫時間,保證試驗套圈的表面及心部能夠完全達到試驗設計的溫度。
試樣到達試驗設計溫度后,保溫一段時間進行奧氏體組織轉變,若保溫時間不足會造成奧氏體組織轉變不完全,保溫時間過長,會使奧氏體晶粒粗大。
保溫時間根據下列經驗公式進行計算:
式中t——保溫時間(min);
α——加熱系數(min/mm);
D——試驗套圈的有效壁厚(mm);
K——裝爐系數。
常用裝爐系數K值為1.0~1.5。常用材料的加熱系數α見表2。

表2 常用材料的加熱系數
GCr15SiMn鋼制試驗套圈保溫時間計算:t=1.4×1.0×65=91(min),實際保溫時間取95min。
GCr15SiMo鋼制試驗套圈,由于其化學成分中含有碳化物形成元素Mo,它形成的合金碳化物對奧氏體晶粒長大起到阻礙作用[2]。因此,為保證試驗套圈加熱充分且奧氏體化均勻,需要延長試驗套圈的保溫時間。
GCr15SiMo鋼制試驗套圈保溫時間計算:t=1.5×1.0×65=97.5(min),實際保溫時間取100mim。
2.2 淬火冷卻
將加熱后的試驗套圈平穩吊進冷卻槽,在油槽中進行馬氏體淬火,所用淬火冷卻介質為快速淬火油。采用淬火機床冷卻,冷卻過程中打開底部和四周的壓縮空氣及定向冷卻泵。用紅外測溫儀將試驗套圈出油溫度控制在100℃。
工藝1為GCr15SiMo鋼制特大型試驗套圈馬氏體淬火、回火工藝,工藝曲線如圖1所示。

圖1 GCr15SiMo鋼工藝1曲線
工藝2為GCr15SiMn鋼制特大型試驗套圈馬氏體淬火、回火工藝,工藝曲線如圖2所示。

圖2 GCr15SiMn鋼工藝2曲線
3 試驗結果及分析
3.1 試驗結果
(1)硬度 用TIME-5330里氏硬度計分別對試驗套圈工作面熱處理后及成品表面硬度進行檢測,執行標準JB/T 1255—2014[3],硬度要求58~63HRC,檢測結果見表2。
由表2可以看出,依據JB/T 1255—2014標準進行評定,GCr15SiMo鋼制及GCr15SiMn鋼制試驗套圈熱處理后硬度均合格;GCr15SiMo鋼制試驗套圈成品硬度100%合格, GCr15SiMn鋼制成品硬度100%不合格。
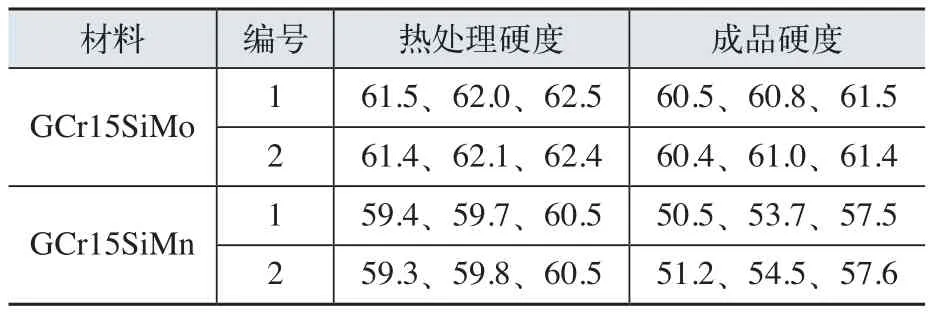
表2 試驗套圈表面硬度檢測 (HRC)
(2)顯微組織 對成品試驗套圈切取樣塊,磨制端面金相試樣,經4%硝酸酒精腐蝕后在GX-51奧林巴斯金相顯微鏡下檢驗顯微組織,馬氏體按照JB/T 1255—2014標準第二級別圖進行評定,屈氏體按照JB/T 1255—2014標準第三級別圖進行評定。
GCr15SiMo鋼制試驗套圈顯微組織(見圖3a)為細小隱晶馬氏體組織,細小碳化物均勻分布在馬氏體基體上,馬氏體3級、無屈氏體,組織合格。高碳鉻軸承鋼采用馬氏體淬火、回火工藝獲得細小結晶馬氏體組織,在馬氏體基體上有大量細小碳化物均勻分布,這種組織具有較高的使用壽命[4]。GCr15SiMn鋼制試驗套圈金相組織(見圖3b)中存在大量屈氏體,屈氏體組織大于2級,不合格。
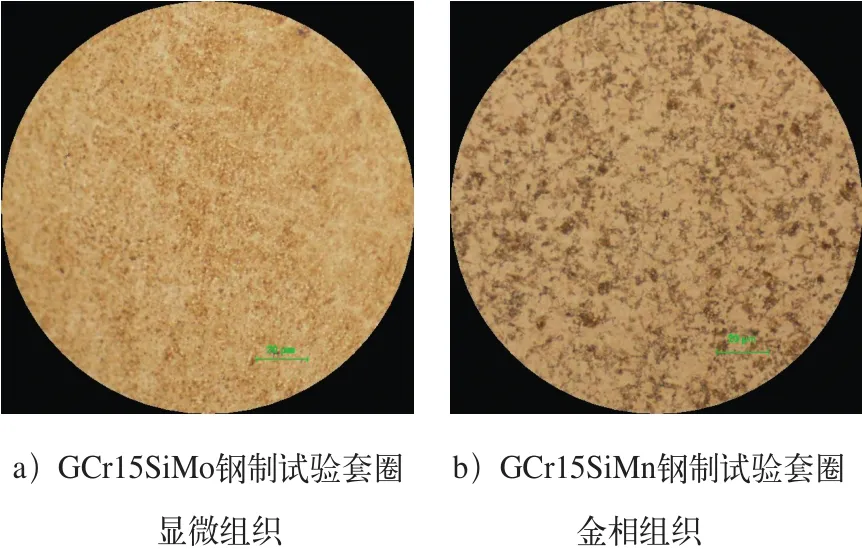
圖3 兩種材料的金相組織
(3)裂紋檢測 軸承套圈磨加工至成品尺寸后,采用CDW-9000型熒光磁粉檢測設備,利用復合磁化法對成品軸承套圈進行熒光磁粉檢測。執行標準:JB/T 5000.15—2007。對軸承套圈各表面進行熒光磁粉檢測,未發現檢測表面有缺陷磁痕顯示,檢測結果合格。
3.2 分析
1)GCr15SiMo鋼化學成分中在Mn含量減少后用增加Mo含量來提高淬透性,且可改善固溶體成分的不均勻性,并形成含Mo的碳化物,使鋼中碳化物顆粒細小、彌散。而在有Mo存在的條件下,由于Cr、Mo與Si相互激發作用,硅對提高軸承鋼淬透性強化因子可成倍地增加[5]。因此,GCr15SiMo鋼比GCr15SiMn鋼淬透性好,熱處理后保證了GCr15SiMo鋼制試驗套圈的成品硬度同時能得到更優顯微組織。
2)GCr15SiMn鋼制試驗套圈化學成分中Mo含量較少,淬透性差,淬火過程中冷卻不良產生大量屈氏體,組織不合格。
試驗工藝已成功應用于GCr15SiMo鋼制特大型軸承套圈50余件,經檢驗其各項性能指標均達到技術要求,按每件產品價值1.2萬元計算,創造價值60余萬元。
4 結束語
1)GCr15SiMo鋼特大型試驗套圈熱處理后各項性能均滿足產品技術要求。
2)GCr15SiMn鋼特大型試驗套圈熱處理后硬度不合格,不能滿足產品技術要求。
3)試驗工藝已成功應用于GCr15SiMo鋼制特大型軸承套圈,經檢驗其各項性能指標均達到產品技術要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
