U形坡口焊條電弧焊ANSYS三維數值模擬研究
2020-08-14 03:33:18李敏胡玲玲
金屬加工(熱加工) 2020年8期
李敏,胡玲玲
1.通號軌道車輛有限公司 湖南長沙 410217
2.湖南信息職業技術學院 湖南長沙 410200
1 序言
焊條電弧焊在機械工業、設備維修、建筑鋼構等行業中的應用非常廣泛,是不可或缺的加工工藝,但焊接過程熱輸入量大,在焊中、焊后會出現較大的變形,主要體現在焊接殘余應力變形,進而影響裝配尺寸和公差的穩定性。此外,焊接殘余應力和變形還影響焊接工件制造精度和使用功能[1],因此對焊接溫度場和殘余應力的研究十分必要。Alfredsson等人采用Abaqus的有限元法,估算定位焊引起的殘余變形和應力,并校準其殘余應力分布[2]。Dean Deng等人采用有限元法,對低碳鋼薄板對接焊接頭的溫度場、塑性應變和焊接殘余應力的分布展開了數值計算[3]。蔡志鵬等人利用Marc軟件,用串熱源模型對起重機主梁進行焊接殘余應力分析[4]。黎江采用ANSYS軟件,對厚板及圓筒進行焊接殘余應力分析計算,獲得了較好的焊接應力和變形分析結果[5]。盛選禹等利用Abaqus軟件,對大型儲罐的X形焊縫進行了計算模擬,給出焊接過程的溫度、應力分布圖[6]。本文利用ANSYS軟件,對母材為Q355、焊材為J606RH的U形坡口進行有限元數值計算,分析焊接的溫度場、殘余應力對焊接變形的影響,對后續的工程應用具有非常重要的意義。
2 模型的建立
2.1 數學模型
焊接是局部快速加熱和冷卻的生產過程,它是隨著熱源的位移不斷改變,焊接母材、焊材的溫度場、熱物理性能也隨之改變,同時焊接母材、焊材熔化時,存在相變潛熱問題,故焊接過程系非線性瞬態熱傳導問題,其控制方程為[7]:

式中 ρ ——密度(kg/cm3);
c ——比熱容[J/(kg·℃)];
T——溫度(℃);
t——時間(min);
λ——導熱率[W/ (m·℃)];
Q——內熱源;
qs——單位面積上的外部輸入熱源;
α——表面換熱系數;
Ts——物體表面溫度(℃);
Ta——周圍介質溫度(℃);
x、y、z——直角坐標系三個方向。
2.2 物理模型
(1)研究對象 采用150mm×300mm×30mm的Q355標準平板試件,U形對接焊,焊縫坡口如圖1所示。

圖1 U形焊縫坡口
(2)模型網格 U形焊縫是通過焊條焊接形成的。為達到真實模擬的效果,采用了單元“生死技術”,因此單元必須具備生死、耦合功能,可進行熱-應力耦合分析,由此根據上述條件,焊接試件母材選用Plan13單元,焊縫區選用Solid5單元,網格劃分模型如圖2所示。

圖2 U形焊縫網格劃分模型
(3)材料屬性 平板試件由兩種材料組成,母材采用Q355鋼,焊材采用J606RH。焊接數值分析屬非線性瞬態分析,由于母材Q355、焊材J606RH的熱物理參數并不齊全,尤其在接近熔化狀態時,熱物理參數都是空白的。故在20~1500℃內定義材料屬性時,Q355的熱物理、力學性能參數[8]部分是通過插值法計算得出。對于J606RH熱物理、力學性能[9]的部分參數是按常值處理的,其中傳熱系數按Q355來取值。兩種材料的基本熱性能參數分別見表1、表2。
(4)熱源模型 在U形坡口焊接數值模擬研究時,熱源處理是影響結果精度的關鍵,也是關系到分析正確與否的關鍵。為了精確地模擬焊材在高溫下不斷熔化和填入到焊縫的過程,故將整個坡口內的單元按Y方向、Z方向(見圖2)分層、分段,得到形狀規則的體塊焊料有限元焊縫模型,并遵循焊條的移動軌跡對塊體單元進行排序。通過ANSYS提供的單元生死功能,逐個地殺死焊縫內的塊單元,再逐個不斷地激活單元,在所激活單元的各個節點上施加焊料的初始溫度(初始溫度取20℃,焊料溫度設定為1500℃,參考溫度取20℃)[10],從而實現移動熱源的施加。同時J606RH是低氫焊條,U形坡口平板試件在焊接前進行了預熱處理(溫度取150℃)。模擬計算一道焊縫形成后,進入焊縫冷卻時間,待焊接區域冷卻到150℃時,再讀取焊接區域數據,進行下一道焊縫模擬計算。圖3為正在進行模擬焊接時焊縫內的情形。
3 計算結果分析
(1)溫度場分析 從圖4可以看出,在U形焊件的焊縫中心線上,隨著熱源移動,無溫度場集中現象。為了更全面地反映U形焊接過程,分別從焊縫長度、焊縫厚度、寬度三個方向不同的側面,提取U形焊縫節點上的溫度-時間歷程變化曲線,進而分析研究其變化規律。

表1 Q355熱物理及力學性能參數

表2 J606RH熱物理及力學性能參數

圖3 正在焊接的U形焊縫

圖4 U形焊縫溫度分布
1)通過圖5和圖6可以看出,隨著焊接熱源沿著焊縫中心線的移動,U形焊縫長度方向中心線上各點溫度變化都是從起始值急速上升至最大值,然后又迅速下降。并且可以看出,溫度上升速度很顯然大于溫度下降速度,但溫度下降速度平緩后,各節點的溫度變化趨勢基本相同。此外還可以看出,焊接中心線上各點溫度隨時間變化的趨勢基本相同,但前后節點的溫度變化,在時間上有一個間隔,而這個間隔時間近似等于一道焊縫焊接所需的時間。
2)通過圖7和圖8也可以看出,U形焊縫厚度方向,溫度-時間歷程變化曲線,基本與焊縫長度方向一致,只是前后節點溫度變化的時間間隔近似等于一道焊縫焊接所需的時間。

圖5 U形焊縫長度方向采樣點分布

圖6 U形焊縫長度方向溫度-時間歷程變化曲線

圖7 U形焊縫厚度方向采樣點分布

圖8 U形焊縫厚度方向溫度-時間歷程變化曲線
3)通過圖9和圖10還可以看出,在U形焊縫寬度方向,當焊接熱源到某個焊縫橫截面時,該截面溫度急速上升,但隨著焊接熱源連續地往后移動,截面溫度又迅速下降。同時,焊縫中心線上的溫度上升速度很顯然大于溫度下降速度,這是由于熱傳導的緣故,距焊縫中心越遠的節點其溫度值越小。
4)經分析,得出的溫度-時間歷程曲線變化規律,與文獻[9]的分析結果基本一致。

圖9 U形焊縫寬度方向采樣點分布

圖10 U形焊縫寬度方向溫度-時間歷程變化曲線
(2)焊接殘余應力分析 在U形焊件焊接過程中,殘余應力隨著時間而動態變化,因此從U形焊件的焊縫長度方向、焊縫寬度方向、焊縫厚度方向設定路徑1、路徑2、路徑3等3個路徑(見圖11),通過ANSYS后處理器得到U形焊縫殘余應力分布以及沿各個路徑的殘余應力曲線,如圖12~圖15所示。
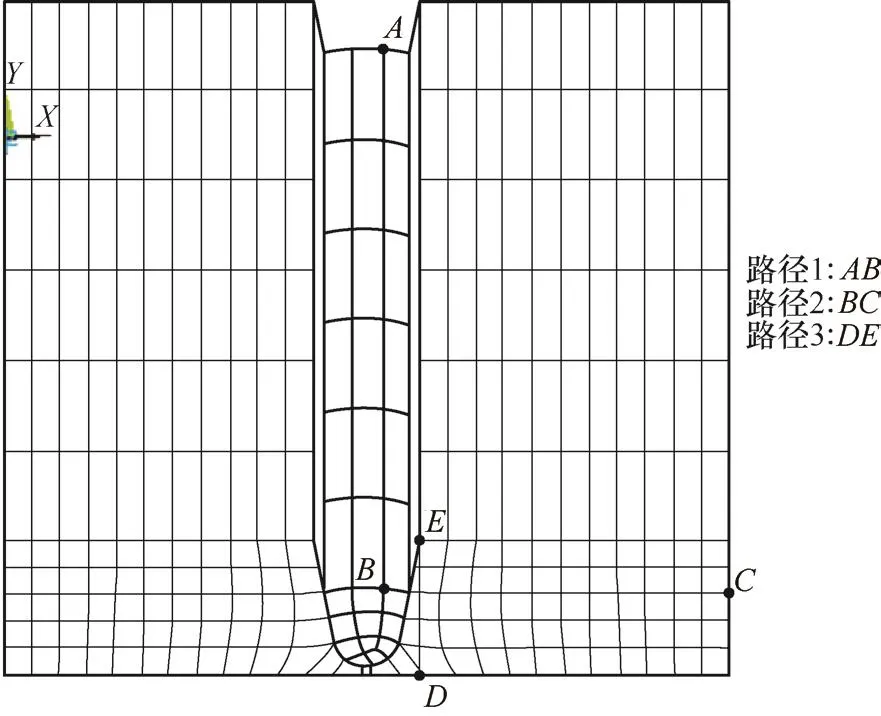
圖11 U形焊縫殘余應力路徑

圖12 U形焊縫殘余應力分布

圖13 U形焊縫沿路徑1的殘余應力變化曲線

圖14 U形焊縫沿路徑2的殘余應力變化曲線
1)從圖12可以看出,當焊接完成后,U形焊件焊縫區的最大殘余應力為499MPa,母材區的最大殘余應力為120MPa,其值都小于材料的屈服極限(見表1、表2)。
2)從圖13可以看出,橫向和縱向的殘余應力均是壓應力,其橫向最大壓應力達到287MPa,最小壓應力為156MPa,縱向最大壓應力為221MPa,最小壓應力為26.3MPa。焊縫的橫向與縱向殘余應力變化趨勢,先由最大壓應力逐漸減小,當焊接到中間部位時穩定一段時間,然后又逐漸增大,這主要是受U形焊件的焊縫兩端的影響。此外,從圖13可以看出,U形焊縫的Mises殘余應力也為拉應力,其在路徑1方向的最大殘余應力為365MPa。

圖15 U形焊縫沿路徑3的殘余應力變化曲線
3)從圖14可以看出,路徑2的橫向、縱向殘余應力,與Mises殘余應力的變化曲線基本一致,在焊縫區以及近焊縫區殘余應力逐漸增大,但隨著焊縫寬度方向的距離增大,其節點上的橫向、縱向殘余應力和Mises殘余應力又逐漸減小。
4)從圖15可以看出,路徑3上的橫向殘余應力為拉應力,其值逐步減小,然后變為壓應力,但隨著焊縫厚度的增大,又由壓應力轉變為拉應力。
(3)焊接參數對殘余應力的影響 焊條電弧焊的主要焊接參數涉及到焊條直徑、焊接電流、電弧長度、焊接速度等。根據U形坡口焊接試件實際情況,討論以v1=8mm/s、v2=15mm/s的焊接速度對殘余應力的影響,具體如圖16~圖23所示。
1)從圖16、圖17可以看出,當焊接速度v1=8mm/s時,焊接試件的最大變形為19mm,最大殘余應力為595MPa;當焊接速度v2=15mm/s時,焊接試件的最大變形為16mm,最大殘余應力為450MPa。由此得出,適當地提高焊接速度,可以有效地減小變形和殘余應力。

圖16 v1=8mm/s時殘余應力分布

圖17 v2=15mm/s時殘余應力分布

圖18 路徑1殘余應力變化曲線(v1=8mm/s)

圖19 路徑1殘余應力變化曲線(v2=15mm/s)

圖20 路徑2殘余應力變化曲線(v1=8mm/s)

圖21 路徑2殘余應力變化曲線(v2=15mm/s)

圖22 路徑3殘余應力變化曲線(v1=8mm/s)

圖23 路徑3殘余應力變化曲線(v2=15mm/s)
2)從圖18~圖23可以看出,在不同的焊接速度時,殘余應力的變化曲線大致相同;但不同之處是:當焊接速度增大時,殘余應力的變化在轉折點處會出現尖點,而當焊接速度較小時,殘余應力變化曲線相對平緩。
4 結束語
通過ANSYS的生死單元功能,對U形焊件焊縫進行了焊接過程的溫度場模擬,分別得到了焊縫的長度、寬度、厚度三個方向的溫度-時間歷程變化曲線和殘余應力變化曲線,根據以上計算結果及后處理得出以下結論。
1)在U形焊件的焊縫中心線上,隨著熱源移動,無溫度場集中現象。
2)在U形焊件的焊縫區長度、寬度、厚度方向,溫度-時間歷程變化曲線基本一致,溫度上升的速度很顯然大于溫度下降的速度。
3)U形焊件焊縫區最大殘余應力為499MPa,母材區的最大殘余應力為120MPa,焊接殘余應力都小于母材、焊材的屈服極限。
4)U形焊件焊縫沿路徑1、路徑2、路徑3方向,其縱向殘余應力隨著時間的變化,最終均為壓應力。
5)當U形坡口焊接時,適當地提高焊接速度,可以有效地減小變形和降低殘余應力。
6)通過對U形焊件焊接殘余應力的數值模擬和分析,能夠預測其焊接殘余應力分布,為U形焊縫結構設計和生產實際提供重要的工程指導。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
