淺談激光切割質量控制
2020-08-14 03:33:14馬啟明馬金成馬門強郭純正李祥鵬張思凡
金屬加工(熱加工) 2020年8期
馬啟明,馬金成,馬門強,郭純正,李祥鵬,張思凡
1.黃山學院 安徽黃山 245000
2.安徽開樂專用車輛股份有限公司 安徽阜陽 236112
1 序言
激光切割機以其切割范圍廣、質量好、效率高及柔性大等優點,在現代工業加工中得到了廣泛應用。隨著激光切割技術的不斷提升,未來應用范圍將會逐漸擴大。激光切割質量受到各種因素的綜合影響,如何在不同的條件下,迅速選擇最優的切割參數,使切割過程保持穩定,提升切割質量,為此了解激光切割加工的特點、參數設置以及切割工藝等至關重要。
2 激光切割質量分析
在激光切割系統中,影響激光切割質量的主要因素有切割工件、切割系統、切割參數。激光切割系統性能在設備硬件裝配完成、輔助耗材選定后就隨之確定,這就需要在采購設備時重點考慮。本文主要從切割工件、切割參數設置及切割工藝等方面分析對切割質量的影響。
2.1 切割工件對切割質量的影響
(1)工件材料特性對切割質量的影響 工件材料的影響主要有以下兩個方面。
1)材料成分:對于不同材料和厚度的工件,其切割的參數也應適當改變。
2)材料表面反射率:一般來說,材料對激光光束的吸收率越高,切割效果越好,反之越差,且影響設備壽命。例如,切割鋁、銅等高反射材料,設備需要配置“防反射裝置”進行切割。
(2)材料表面狀態對切割質量的影響 材料表面狀態的影響主要表現在以下兩個方面。
1)材料表面氧化嚴重,出現銹斑等氧化層時,會影響切割質量,如切縫不規則、有斷續掛渣等現象(見圖1)。

圖1 氧化層板材切割掛渣
2)材料覆膜切割時,需先蒸發去膜。有時蒸發去膜效果差,板材上會留有一層淡淡的覆膜氧化物,這時切割質量會下降,出現起火、掛渣、切割不透等現象(見圖2)。建議切割前覆專用的激光膜,覆膜應平整、嚴密(見圖3)。

圖2 普通膜切割質量
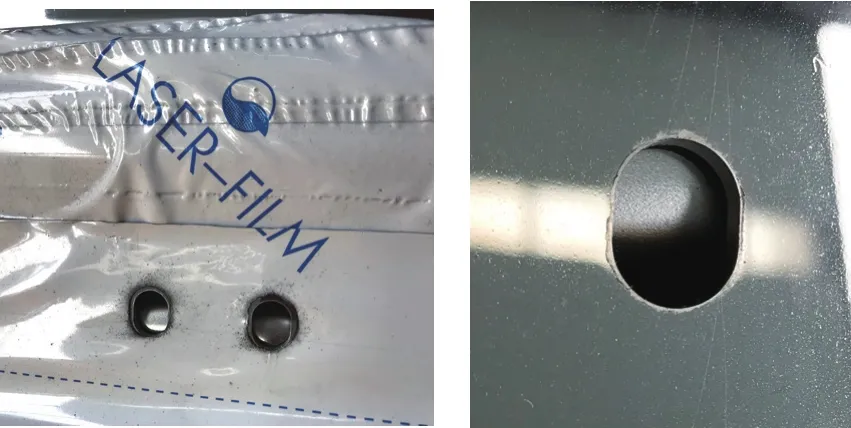
圖3 激光膜切割質量
2.2 參數設置對切割質量的影響
(1)焦點位置 焦點位置直接影響加工質量,不同的板材焦點位置也不同。如果焦點位置錯誤,容易造成切割端面表面質量差、割縫熔渣多,甚至割不透。例如,切割碳素鋼,焦點在板材的上表面;切割不銹鋼,焦點在板材厚度的1/2左右;切割鋁合金,焦點位置接近下表面。同時隨著使用過程中聚焦鏡片的污染,焦點位置會適當向上移動,因此調整焦點位置時需考慮聚焦鏡片污染的影響[1]。
(2)切割速度 在一定的板厚和激光功率下,有一個最佳的切割速度,此時的切割面粗糙度值最小。偏離最佳切割速度時表面粗糙度值就會增加,如切割速度太小,會造成熱輸入過大而產生過燒;如切割速度太大,熱輸入不足,溫度低引起熔融產物黏度大,切割前沿向后傾斜(后拖量增大),不利于氣流對熔融產物的吹除,則產生掛渣,甚至切割不透。一般切割速度與板材厚度成反比,板材越厚切割速度越低。當遇到切割不掉時,可適當調整切割速度,提高切割效率與質量。在低碳鋼板厚2mm、激光功率1000W的情況下,切割速度與切割質量的關系如圖4所示。
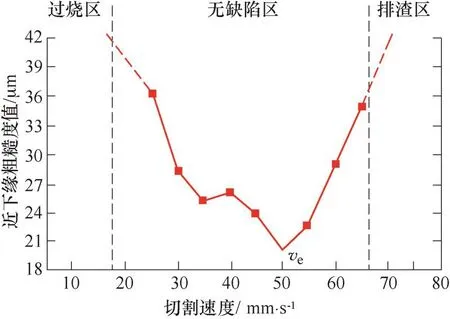
圖4 切割速度與切割質量的關系
(3)切割功率 當焦點調整到位時,要有一定功率才能熔化、氣化并切割透板材,一般切割功率大小隨板材厚度的增大而增大。在一定的板厚和切割速度下,如果激光功率過大,造成熱輸入過大,會使工件的熔化范圍大于氣流所能吹除的范圍,熔融物未能被氣流完全吹除而產生過燒;如激光功率太小,熱量不足,越靠近下緣熔融產物的溫度越低,黏度越大,而未能被氣流徹底吹除而滯留在切割面的下緣產生掛渣,嚴重時甚至切割不透[2]。
(4)輔助氣體、氣體純度與氣壓的影響 在激光切割過程中必須添加與被切割材料相適宜的輔助氣體。同軸的氣體除了吹走割縫內的熔渣外,還能冷卻加工表面,減少熱影響區,冷卻聚焦透鏡,防止煙塵進入透鏡座內污染鏡片導致鏡片過熱。
通常采用氧氣、氮氣、氬氣作為切割輔助氣體,根據工件材料的不同與對切割表面質量的需求選擇不同的輔助氣體。其中氬氣與氮氣所切割的質量比氧氣好,但因其成本高,所以通常使用氧氣作為輔助氣體。氧氣純度要達到99.9%以上才能達到較好的加工質量,純度過低會造成切割不透或使零件切割面有熔渣等多種情況。
氣體壓力對切割質量也有較大影響,當氣壓過低時會出現加工板材面出現掛渣;氣壓過高,工件的切割面會出現鋸齒狀波紋,影響切割面質量。根據不同板材類型,需調節合適的氣體壓力。薄碳素鋼穿孔氣體壓力一般為0.1~0.2MPa;中厚板氣體壓力一般為0.03~0.06MPa,不銹鋼、鋁板、黃銅一般采用低壓(0.1~0.2MPa)氮氣穿孔。當采用氧氣切割時,鋼板越厚,采用的氣壓越低。因為氧氣作為切割氣體,與工件接觸起到燃燒和氧化作用,過低會出現粘連,過高會造成斷面紋路過大,加工零件粗糙。氣壓大小因板材而異,應該通過試驗確定合適的加工氣體參數[3]。
2.3 切割工藝對切割質量的影響
(1)微連接切割 當切割細長工件時,隨著切割頭的移動,工件漸漸脫離板材,沒有受力牽扯,逐漸熱脹冷縮卷曲、變形,從而影響切割精度,存在碰撞切割頭的可能。一般可以通過微連接的切割方法,使工件受板材的牽扯而達到反變形的效果。根據板材厚度、邊長等因素,一般微連接長度設置為加工工件厚度的20%左右。切割變形如圖5所示,變形后的工件不僅尺寸精度無法保證,而且翹起的工件可能與切割頭發生碰撞,損壞設備。圖6所示為微連接切割,微連接3mm切割效果較好。
(2)共邊與補償 為提高切割效率、節省板材,有時會采用共邊切割工藝。共邊是指兩個零件共用一條切割邊,可減少切割路徑,提高板材利用率,減少輔材的使用成本。但同時應考慮在共邊情況下工件的尺寸變化,實際切割操作中應把切割縫所占尺寸考慮進來,設置共邊切割的補償量,以保證工件的加工精度。根據設備性能不同,補償量不盡相同。在設備性能、切割參數一定的條件下,針對不同板材進行實際切割時,測量割縫寬度,確定切割補償量是十分重要的。并且根據加工部件輪廓,設置補償量時,應注意補償方向。
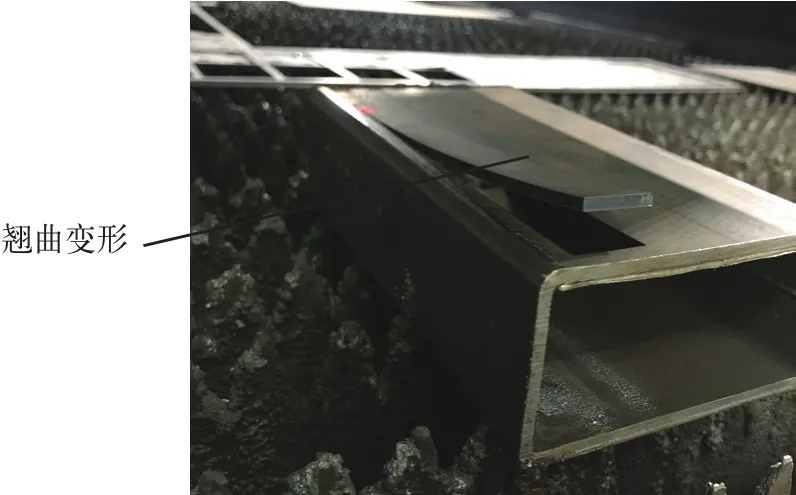
圖5 切割變形
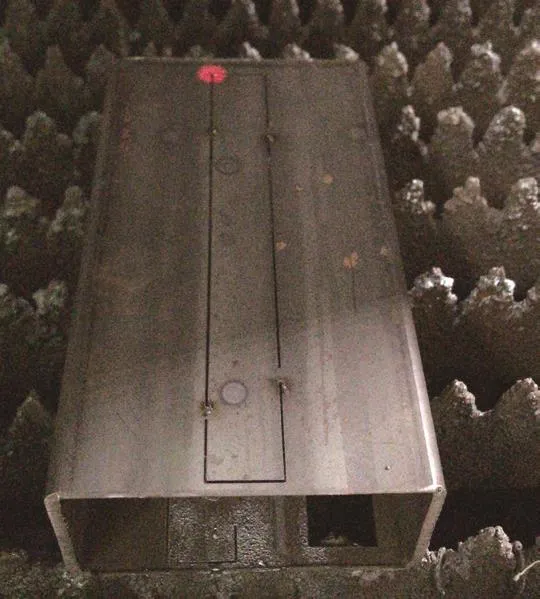
圖6 微連切割
(3)工件的放置 切割工件的放置對切割質量也有一定的影響。一般需要平整且垂直切割頭放置,下方也要盡量留出較大吹渣空間。如放置不平整可能會出現切口斷面傾斜或切割不透的現象,從而影響切割質量;切割時,板材下方應盡量留空曠的空間保證順利吹渣。如果板材下方有其他物體墊在下面,或下方吹渣距離較短會影響到吹渣效果,板材下方可能會出現掛渣等現象。應及時清理工件放置平臺,保證切割時的平整及板材下方的空間。
3 結束語
在實際切割加工過程中,應按照激光切割機設備性能、工件材料、厚度等特性,有效匹配切割參數,配合適宜的切割工藝,會大大提升切割效率和切割質量。首先,根據設備性能及切割耗材等確定設備的加工能力,在加工能力范圍內根據加工材料的特性選擇焦點位置、切割速度以及氣體使用等參數,從而提升切割加工質量。其次,在實際切割作業中,為保證切割質量和生產效率還應考慮微連接、共邊切割等加工工藝。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26
