正壓檢漏法在密封艙整體漏率設(shè)計(jì)及檢測(cè)中的應(yīng)用
2015-10-17 12:41:07萬越等
科技創(chuàng)新導(dǎo)報(bào) 2015年22期
萬越 等
摘 要:該文應(yīng)用罩盒累積提高正壓檢漏法的檢漏靈敏度,應(yīng)用該檢漏方法識(shí)別出影響密封艙整體漏率的薄弱環(huán)節(jié),針對(duì)薄弱環(huán)節(jié)采取結(jié)構(gòu)形式改進(jìn)和密封圈材料更換等方法提高對(duì)接面處密封性能,從而達(dá)到降低密封艙整體漏率的目的。
關(guān)鍵詞:密封艙 氦質(zhì)譜檢漏 正壓檢漏 整體漏率 局部漏率
中圖分類號(hào):V41 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2015)08(a)-0159-03
Application of Positive Pressure Leak Detection in Design and Testing of Integral Leak Rate of Capsule
Wan Yue1 Tang Linka1 Fan Yu2 Xie Hou Bing xin3 Zhan Shaokun1
(1.Beijing Institute of Space Long March Vehicle,Beijing,100076,China;2.China Academy of Launch Vehicle Technology,Beijing,100076,China;3.PLA Unit 94326,Jinan shangdong,250023,China)
Abstract:An encloser is used to improve accumulatively the detection sensitivity of positive pressure leak detection and identify the weak points which may affect the integral leak rate of the capsule in this paper. Some methods, such as structural improvement and change of sealing ring material are taken to improve the sealing ability at the mating surface against the weak points, thus to reduce the integral rate of capsule.
Keywords:Capsule;Helium mass-spectrometer leak detection;Positive pressure leak detection;Integral leak rate;Local leak rate
隨著用戶對(duì)產(chǎn)品技術(shù)性能指標(biāo)要求越來越高,對(duì)整體密封性能提出了更高的要求,部分分系統(tǒng)對(duì)密封艙提出了較高程度的漏率要求,以往的壓降法無法滿足高靈敏度的漏率指標(biāo)測(cè)量需求。該文運(yùn)用正壓檢漏法檢測(cè)密封艙整體漏率,并結(jié)合檢測(cè)結(jié)果進(jìn)行結(jié)構(gòu)形式優(yōu)化和密封圈材料優(yōu)化,進(jìn)而提升密封艙密封性能。
氦質(zhì)譜檢漏法是世界公認(rèn)的靈敏度最高、對(duì)漏孔既能定位又能定量的一種無損檢測(cè)方法,因此在各行各業(yè)中都得到了廣泛應(yīng)用。對(duì)于每一件被檢產(chǎn)品,都有一個(gè)設(shè)計(jì)要求的漏率值,即真空裝置或系統(tǒng)正常工作所允許的最大漏率值,稱為最大允許漏率,或簡稱允許漏率,此值不僅是產(chǎn)品設(shè)計(jì)的一項(xiàng)重要指標(biāo),也是檢漏的主要依據(jù)[1]。
1 正壓檢漏法的工程應(yīng)用
對(duì)于容積不規(guī)則、結(jié)構(gòu)尺寸較大、對(duì)接密封面較多的密封艙段,采用正壓檢漏是比較合適的。所謂的正壓檢漏,就是在密封艙內(nèi)充入一定壓力的空氣和氦氣的混合氣體,在密封艙外用吸槍對(duì)密封面進(jìn)行檢漏的方法[1]。為模擬真實(shí)工況檢漏,密封艙內(nèi)所充混合氣體的壓力應(yīng)與產(chǎn)品技術(shù)條件上規(guī)定的檢漏壓力一致,因?yàn)楫a(chǎn)品的允許漏率值就是在這個(gè)壓力下計(jì)算出來的。同時(shí),充入密封艙內(nèi)的氦氣的百分比濃度要大小合適,過大將造成氦氣的大量浪費(fèi),過小將不能滿足檢漏靈敏度的需要。一般來講,氦氣濃度取10%~20%左右比較合適[2]。在檢漏過程中,應(yīng)定期(一般1~2個(gè)小時(shí))對(duì)檢漏靈敏度進(jìn)行校準(zhǔn),并保證密封艙密封良好,檢漏現(xiàn)場(chǎng)通風(fēng)較好。
正壓檢漏法的檢漏靈敏度如式(1)[3]。
(1)
式中:
;為檢漏儀輸出噪聲值;為標(biāo)準(zhǔn)漏孔在檢漏儀上的反應(yīng)值;為檢漏儀輸出的本底值;為標(biāo)準(zhǔn)正壓漏孔的標(biāo)稱值;為密封艙內(nèi)的氦氣濃度。
計(jì)算漏孔漏率值時(shí),采用式(2)。
(2)
式中:為漏孔在檢漏儀上的最大反應(yīng)值,其余同上。
采用上述正壓方法,其靈敏度一般在10-8~10-9量級(jí),這個(gè)靈敏度對(duì)于絕大多數(shù)產(chǎn)品已經(jīng)足夠了[3]。由于該文所述的密封艙整體漏率要求較高,在前期設(shè)計(jì)的基礎(chǔ)上,期望通過檢漏找到影響密封艙整體漏率的薄弱環(huán)節(jié),對(duì)于局部漏率希望有更高的檢漏靈敏度。目前,提高正壓檢漏靈敏度且已應(yīng)用于產(chǎn)品檢漏的方法有兩種,一是罩盒抽空法,二是罩盒累積法。
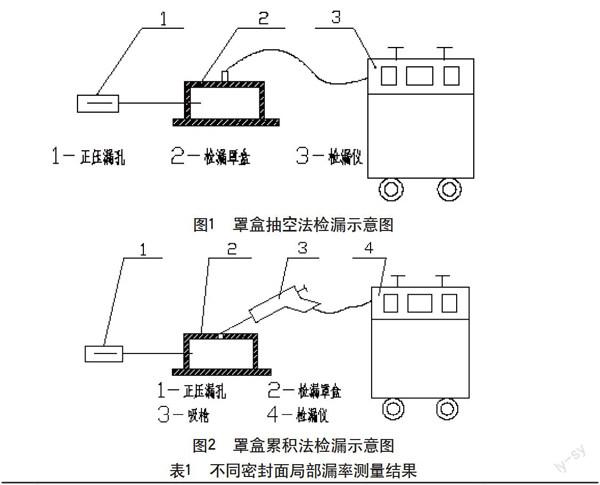
(1)罩盒抽空法[4]
如圖1所示,將正壓標(biāo)準(zhǔn)漏孔的出氣嘴用檢漏罩盒罩住,周圍用真空封泥密封,罩盒接檢漏儀,用這種方法對(duì)檢漏儀進(jìn)行校準(zhǔn),獲得的檢漏靈敏度要比吸槍法的檢漏靈敏度高2~3個(gè)數(shù)量級(jí)。
將上述方法推廣到大容器關(guān)鍵部位的檢漏,具有較高的實(shí)用價(jià)值。但在正式檢漏前和檢漏過程中,應(yīng)用檢漏罩盒罩在被檢產(chǎn)品沒有對(duì)接面處作基準(zhǔn)試驗(yàn),即在規(guī)定的檢漏時(shí)間內(nèi)記錄檢漏儀的凈反應(yīng)值,并以此來與實(shí)際檢漏結(jié)果進(jìn)行比對(duì)。
(2)罩盒累積法[4]。
如圖2所示,將檢漏罩盒罩住正壓標(biāo)準(zhǔn)漏孔的出氣口,周圍用真空封泥密封住,罩盒頂端供吸槍探頭插入的小孔用塞子堵嚴(yán),累計(jì)一段時(shí)間(一般為20~60 min)后,此時(shí)罩盒內(nèi)的氦氣濃度已大大提高,然后用已調(diào)好的吸槍伸入罩盒內(nèi),記錄檢漏儀的反應(yīng)最大值,根據(jù)公式(1)計(jì)算檢漏靈敏度。
在正式對(duì)產(chǎn)品檢漏前,應(yīng)用罩盒先將被檢部位罩嚴(yán),當(dāng)向容器內(nèi)充氣結(jié)束后開始計(jì)時(shí),累積時(shí)間一到即可以進(jìn)行檢漏。檢漏用罩盒的大小和累積時(shí)間的長短,在滿足檢漏靈敏度的前提下通過試驗(yàn)給出。罩盒累積法的最大優(yōu)點(diǎn)就是靈敏度非常高,一般都能達(dá)到10-10~10-11量級(jí),同時(shí)此方法對(duì)于大容器的關(guān)鍵對(duì)接面的檢漏效率也非常高。
2 利用正壓檢漏罩盒累積法找到影響整體漏率的薄弱環(huán)節(jié)
首先,分析結(jié)構(gòu)設(shè)計(jì)中影響密封艙整體漏率的密封面,找到關(guān)鍵密封面。對(duì)其利用罩盒累積法逐一檢測(cè)局部漏率,局部檢漏過程如下:
先將產(chǎn)品上的幾個(gè)對(duì)接面分別用薄膜包覆好,形成待檢空腔。
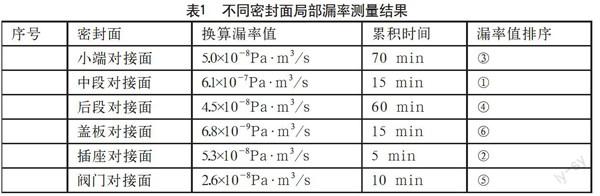
用標(biāo)準(zhǔn)漏孔進(jìn)行標(biāo)校,將標(biāo)準(zhǔn)漏孔放入待檢空腔中進(jìn)行累積,根據(jù)對(duì)接面的大小不同其累積時(shí)間各不相同,具體累積時(shí)間見表1。試驗(yàn)所用的標(biāo)準(zhǔn)漏孔數(shù)據(jù)為標(biāo)稱漏率:1.4×10-6,檢漏儀示數(shù)因?qū)用娲笮〔煌途唧w累積時(shí)間不同而各不相同。
對(duì)密封艙充氣,累積一定時(shí)間(與標(biāo)準(zhǔn)漏孔在各對(duì)接面的累積時(shí)間保持一致)后用檢漏儀測(cè)量,最后對(duì)測(cè)量結(jié)果進(jìn)行換算得到具體漏率值,結(jié)果如表1所示。
由上表結(jié)果可以看出,對(duì)接面B為局部漏率較高的對(duì)接面,該對(duì)接面處的密封性能設(shè)計(jì)有待提高。同時(shí),結(jié)合產(chǎn)品實(shí)際使用工況和前期地面試驗(yàn)結(jié)果,對(duì)接面A雖靜態(tài)檢測(cè)的漏率值較小,但在前期地面試驗(yàn)后由試驗(yàn)實(shí)施方所進(jìn)行的漏率測(cè)量過程中出現(xiàn)局部漏率比其余對(duì)接面高的情況。因此,將對(duì)接面A和對(duì)接面B界定為關(guān)鍵對(duì)接面,也可以說是影響密封性能的薄弱環(huán)節(jié),需通過設(shè)計(jì)改進(jìn)和試驗(yàn)驗(yàn)證,提高關(guān)鍵對(duì)接面的密封性能,從而降低密封艙的整體漏率。
2.1 對(duì)接面A的密封性能改進(jìn)設(shè)計(jì)及驗(yàn)證
分析影響對(duì)接面A漏率的為對(duì)接面處所開設(shè)的M5的工藝孔的密封措施,提高密封措施的密封性能可以降低該對(duì)接面處的局部漏率。因此,設(shè)計(jì)了五種不同密封方式的局部檢漏試驗(yàn)件,五種密封形式分別為:(1)原密封方式;(2)在艙內(nèi)增加密封墊;(3)在艙外增加密封墊;(4)米制密封螺紋;(5)工藝孔減小為M3。五種密封形式比較試驗(yàn)實(shí)施及結(jié)果如下。
先將五種不同密封形式的局部檢漏用試驗(yàn)件組裝好,組裝時(shí)按技術(shù)條件涂抹高溫密封膠,組裝后用軟的薄膜將零件密封面包覆起來,形成待檢空腔,如圖3所示。
用標(biāo)準(zhǔn)漏孔進(jìn)行標(biāo)校,將標(biāo)準(zhǔn)漏孔放入待檢空腔中進(jìn)行累積,累積5 min后,試驗(yàn)所用的標(biāo)準(zhǔn)漏孔數(shù)據(jù)為標(biāo)稱漏率:1.4×10-6,檢漏儀示數(shù):1.0×10-7。
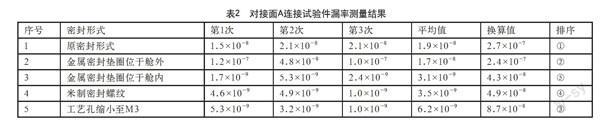
分別對(duì)五種不同密封狀態(tài)的試驗(yàn)件充氣到一定壓力,并累積相同的時(shí)間(即5 min),隨后用檢漏儀測(cè)量,每種狀態(tài)分別累積和測(cè)量取其平均值,最后對(duì)測(cè)量結(jié)果進(jìn)行換算得到具體漏率值,結(jié)果如表2所示。
根據(jù)測(cè)量得到的上述排序能夠反應(yīng)出幾種密封形式不同的密封性能,從漏率量級(jí)上來說,采用在艙內(nèi)增加金屬密封墊、米制密封螺紋或者將工藝孔縮小的密封形式均能比原密封形式的漏率降低一個(gè)數(shù)量級(jí),可以提高該對(duì)接面處的密封性能。
2.2 對(duì)接面B的密封性能改進(jìn)設(shè)計(jì)及驗(yàn)證
影響對(duì)接面B漏率的為對(duì)接面處的密封圈,選擇密封性能更好的密封圈可降低該對(duì)接面的局部漏率。選用三種不同材質(zhì)的密封圈,參考2.1節(jié)步驟實(shí)施局部漏率測(cè)量試驗(yàn),不同材質(zhì)密封圈密封下該對(duì)接面的局部漏率結(jié)果如圖4所示。
根據(jù)圖4可以看出,選擇“材料三”所示的密封圈時(shí),對(duì)應(yīng)的對(duì)接面B處的局部漏率要比“材料一”和“材料二”低一個(gè)數(shù)量級(jí),能夠提高該對(duì)接面處的密封性能,進(jìn)而降低密封艙整體漏率。
3 正壓檢漏法在整體漏率檢測(cè)中的應(yīng)用
整體漏率檢漏方法及實(shí)施:
將被檢產(chǎn)品置于累積容器內(nèi);
將已知漏率為(1.0×10-4)的正壓標(biāo)準(zhǔn)漏孔置于累積容器中并將累積容器封閉;
持續(xù)記錄檢漏儀輸出值及對(duì)應(yīng)的累積時(shí)間,擬合得到斜率;
取出正壓標(biāo)準(zhǔn)漏孔,對(duì)累積容器內(nèi)的氦本底進(jìn)行清除;
按規(guī)定的檢漏壓力,給被檢產(chǎn)品充入氦氣;
持續(xù)記錄檢漏儀輸出值及對(duì)應(yīng)的累積時(shí)間,擬合得到斜率。
(3)
式中:
為被檢產(chǎn)品實(shí)際總漏率;為正壓標(biāo)準(zhǔn)漏孔漏率;為檢測(cè)被檢產(chǎn)品時(shí)擬合得到的斜率;為使用正壓漏孔時(shí)擬合得到的斜率。
該試驗(yàn)過程中擬合得到的斜率=0.083,檢測(cè)擬合的斜率:=0.0683,利用式(3)計(jì)算得到被檢產(chǎn)品的總漏率為:
4 結(jié)論
該文分析了影響產(chǎn)品密封艙整體漏率的對(duì)接面密封性能,采用靈敏度較高的罩盒累積正壓檢漏方法測(cè)量對(duì)接面的局部漏率,從而明確的辨識(shí)出影響密封艙整體漏率的薄弱環(huán)節(jié)。
對(duì)于識(shí)別出的薄弱環(huán)節(jié),分別通過更改工藝孔密封方式、更改密封圈材質(zhì)的方法提高了關(guān)鍵對(duì)接面的密封性能,進(jìn)而降低了密封艙整體漏率。最后,通過整體漏率試驗(yàn)檢測(cè),得到大容積封艙整體漏率的實(shí)測(cè)值,使密封艙整體密封性能達(dá)到量級(jí)的較高水平。
參考文獻(xiàn)
[1]真空設(shè)計(jì)手冊(cè)[M].國防工業(yè)出版社,1991.
[2]崔民生.淺談大容器的氦質(zhì)譜檢漏工藝方法.[C].第二屆全國真空檢漏技術(shù)工業(yè)應(yīng)用研討會(huì)論文集,2000(11).
[3]張啟亮,查良鎮(zhèn),等.正壓氦質(zhì)譜檢漏靈敏度的校準(zhǔn)和微流量的測(cè)量.[J].真空,1996(2):25-31.
[4]王亞軍,吳孝儉,等.氣罩積分法正壓檢漏的候檢時(shí)間[C].第九屆全國質(zhì)譜分析與檢漏會(huì)議論文集,1997(8).