燃料棒壓力電阻塑形焊接工藝常見缺陷研究1)
2020-08-13 04:19:12
中國核電 2020年3期
關鍵詞:焊縫
(中核建中核燃料元件有限公司,四川 宜賓 644000)
燃料棒壓力電阻塑形焊是一種先進的焊接技術,屬于非熔化焊的范疇。相比EB、TIG等融化焊工藝,該工藝焊接的焊縫具有熱影響區小,焊接缺陷少,對焊接保護氣氛不敏感等諸多優點。中核建中核燃料元件有限公司于2013年引進燃料棒壓力電阻塑形焊接工藝,截至2020年,共生產燃料棒60萬余支,一次焊接成品率高于99.5%,產品涉及的理化控制試樣100%合格。
當前燃料棒壓力電阻塑形焊縫存在的主要缺陷為氧化色和成型不良兩大類。經分析,可能造成氧化色的原因主要有焊接參數異常、原材料沾污、焊接氣氛沾污等;可能造成成型不良的原因主要有母材狀態不佳(如管口毛刺、配合面損傷)、端塞與包殼管對中不良等。為加深對壓力電阻塑形焊接工藝的認識,模擬了多種生產線上可能出現的異常狀態,研究各類異常對焊縫性能的影響。
1 工藝參數對焊縫的影響研究
1.1 電流
前期試驗證明,焊接電流與焊縫尺寸有明確的正比關系。本研究通過在小/大能量條件下大范圍小步距拓展焊接電流,研究電流對焊縫焊縫外觀/性能的影響,結論為:
1)焊縫尺寸/外觀:在設定參數范圍內,焊縫寬度與焊接電流呈正比關系,焊縫高度始終恒定,電流在某閾值之上時焊縫均勻性下降,端塞與焊縫處有明顯的氧化色。閾值之下的試樣焊縫外觀未見異常,見圖1。
2)機械性能:當電流低于某閾值時,部分焊縫爆破后斷裂于焊縫(見圖2),閾值之上的試樣未見異常。
3)微觀結構:當電流在某閾值之下,部分焊縫存在V型槽缺陷(見圖3),深度均未超過技術條件要求,V型槽的成因是由于焊接能量不足以造成焊區內的鋯材進行均勻的相變,造成局部阻力增大,形成不規則的焊縫。
4)腐蝕性能:未見異常。

圖2 爆破斷裂于焊縫的試樣Fig.2 Sample bursted on the weld
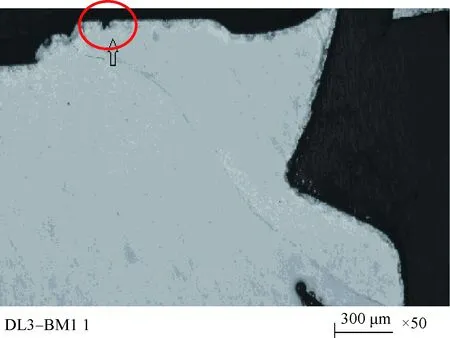
圖3 典型V型槽缺陷Fig.3 Typical“V”shape defect on the weld
小結:1)當焊接電流小于某閾值時,可能產生V型槽焊接缺陷。當焊接電流小于某閾值時,可能出現結合線不連續的缺陷;
2)某閾值之上的電流易在焊縫表面產生氧化色、局部融化現象,但對焊縫的理化性能沒有明顯的影響。
1.2 焊接壓力
焊接壓力對焊接的影響主要體現在兩方面:一是壓力影響對端塞與包殼之間的接觸電阻,但壓力達到閾值時,接觸面電阻相對于壓力的變化將不再敏感;二是壓力是接頭受熱后的鍛造力,壓力過小將導致鍛造不充分,影響焊縫性能。本研究通過在大/小能量條件下大范圍小步距拓展焊接壓力,研究焊接壓力對焊縫外觀/性能的影響,結論為:
1)焊縫外觀/尺寸:小能量條件下,焊縫尺寸總體恒定,但在某閾值之下,焊縫寬度周向極差較大,焊縫成型不均勻,詳見圖4。
2)焊縫機械/微觀/腐蝕:未見異常。
小結:1)壓力在某閾值之下時,焊縫尺寸均勻性變差,說明已經出現了因焊接壓力不足鍛造不充分的現象,但焊縫性能未見明顯下降;
2)該閾值之上為穩定區段,焊縫性能對焊接壓力的變化不敏感。
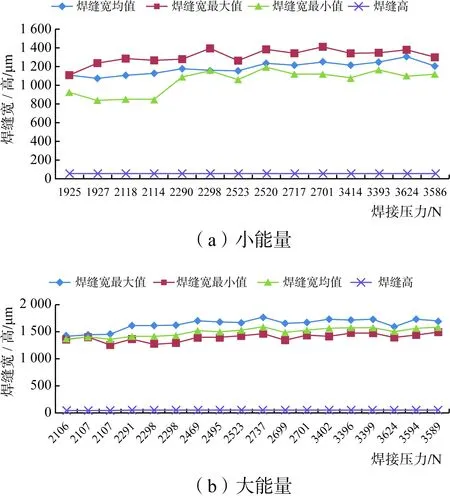
圖4 壓力與焊縫尺寸對應關系Fig.4 Relationship betweenpressure and weld dimension
1.3 管口伸出量
前期試驗表明,管口伸出量與焊縫寬度在在用參數區間內為正比關系。在后期生產中,發現當管口伸出量較大時易出現焊縫成型不良、局部融化、飛濺等缺陷。本研究通過在正常能量條件下大范圍小步距拓展管口伸出量,研究管口伸出量與焊縫外觀/性能的關系,結論為:
1)焊縫外觀/尺寸:在試驗涉及參數范圍內,焊縫寬度與管口伸出量成正比關系,詳見圖5。隨著管口伸出量的增加,包殼管的變形區與端塞側擠出物同步增加,這與電流增加時增寬的只是端塞側擠出物有所區別。當管口伸出量超過某閾值時,焊縫的高度開始變得不均勻。典型焊縫形態見圖6。
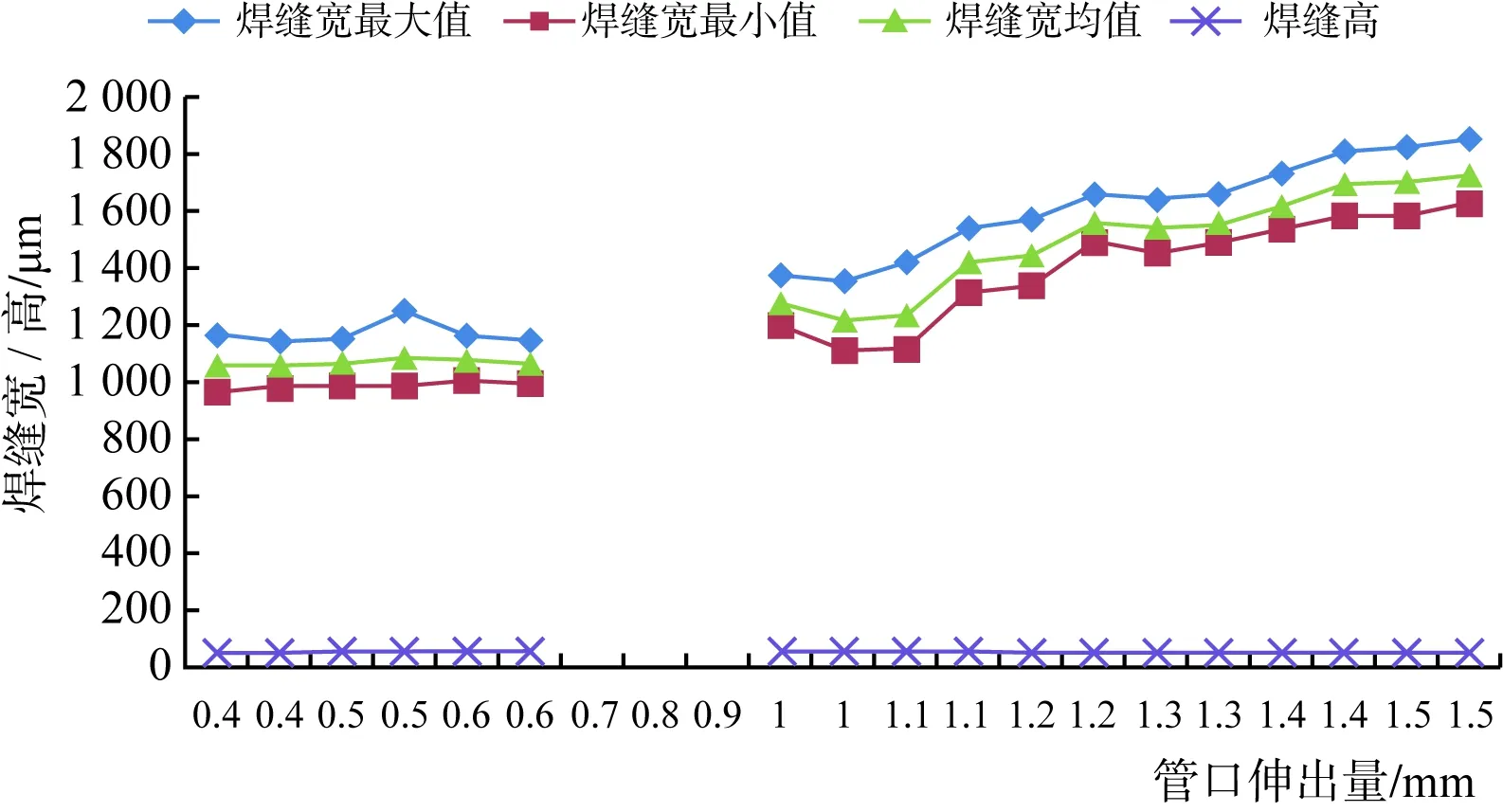
圖5 管口伸出量與焊縫尺寸對應關系Fig.5 Relationship between tubeextension and weld dimension

圖6 不同管口伸出量下的焊縫外觀Fig.6 Welds prepared by different tube extension
2)微觀性能:所有試樣焊縫內部無缺陷,結合線完整,小管口伸出量部分試樣有存在不超標的V型槽缺陷,詳見圖7。
3)機械/腐蝕性能:未見異常。
小結:1)管口伸出量與焊縫寬呈正比關系,管口伸出量增加,包殼管變形區與端塞側擠出物的寬度同步增加。
2)管口伸出量在某閾值之上時,焊縫的高度均勻性變差;在某閾值之下時,易引起V型槽缺陷。

圖7 不同管口伸出量下焊縫金相照片Fig.7 Metallographic photo of weldswelded by different tube extension
2 沾污類缺陷研究
造成焊縫氧化色的主要原因為各類型沾污,沾污除引起焊縫氧化外,還可能影響接觸面電阻,從而影響焊縫成型。本研究通過模擬各種可能的沾污,研究沾污對焊縫性能的影響。
2.1 氣氛沾污
在現有保護氣體管道上增加旁路,用瓶裝壓空通過減壓閥調節至合適壓力后接入焊接設備,采用現行焊接參數中值進行焊接,結果如下:
1)焊縫尺寸:所有試樣成型正常,均勻性好。
2)焊縫外觀:所有焊縫及周圍存在淡黃色氧化色。
3)機械/微觀性能:未見異常。
4)腐蝕性能:所有試樣在進行了72 h水腐蝕后,焊縫及周圍未見異常腐蝕產物(見圖8a)。當腐蝕加深到336 h,部分試樣焊縫中心處出現了輕微的白色腐蝕產物(見圖8b)。
圖8 空氣中焊接試樣腐蝕照片Fig.8 Corrosion samples weld in the air
小結:空氣中焊接的樣品相比正常樣品除腐蝕性能有下降外,其余性能未見明顯異常。
2.2 液體沾污
分別使用生產過程中可能的各種液體沾污物對零部件進行處理,采用現行焊接參數的中值進行焊接試驗,結果如下:
1)焊縫尺寸/外觀:所有試樣焊縫有不同程度的變形并帶有氧化色,局部沾污的焊縫在沾污處存在局部變形,整體沾污的焊縫在周向全長均存在不規則變形。易揮發液體(丙酮)沾污影響小于不易揮發的液體(水、油),典型照片見圖9。
2)爆破/機械/腐蝕性能:未見異常。
小結:各種液體沾污均對焊縫性能有影響,尤其是水、潤滑油等難于揮發且會改變接觸面電阻的液體。
圖9 不同液體沾污試樣照片Fig.9 Sample welded with different liquids
3 成型不良類缺陷研究
造成焊縫成型不良的原因通常有:包殼管與端塞的對中性不好、母材上存在缺陷(如管端面毛刺,配合面劃傷等)。
3.1 對中性
燃料棒壓力電阻塑形焊接時,高壓力、反復地沖擊容易使包殼管與端塞同軸度變差。為便于調節兩者間的同軸度,焊機上自帶了同軸度調節裝置。本研究通過定量調節定位螺栓,觀察焊縫性能的變化,找出了端塞/包殼管同軸度與焊縫尺寸的相對關系。
試驗方案如下:首先人為將對中性調節到良好狀態,標準為焊縫寬度周向極差小于0.1 mm,高度周向極差小于0.002 mm。再以此時的位置為基準,單向定量調節定位螺栓端,采用現行焊接參數的中值進行焊接試驗,結論如下:
1)焊縫外觀、尺寸:隨著同軸度的惡化,焊縫寬度增加,同時焊縫均勻度變差。當順時針調節到一定程度時,焊縫局部擠出物接觸到端塞的上沿,寬度/高度均超差(見圖10)。再反向將調節工裝調回初始位,焊縫尺寸變化的幅度與正向調節基本相當。
2)焊縫機械/微觀結構/腐蝕性能:未見異常。
小結:1)對于現有焊機,同軸度調節量在一定范圍內與焊縫尺寸正相關;
2)單次調節幅度不宜大于某閾值;
3) 單純因同軸度惡化造成的不均勻焊縫,相比正常焊縫理化性能未見明顯差異。

圖10 對中性試驗試樣照片Fig.10 Alignment test samples
3.2 母材狀況
由于壓力電阻塑形焊接方式的焊接力較大,在焊接過程中能夠兼容較淺的缺陷,但是當缺陷達到一定的深度與面積時,將造成局部電阻增加現象,產生未融合、成型不良等問題。
(1)管口毛刺
管口毛刺可能造成端面與端塞接觸不完全,從而影響接觸阻、造成電流分布不均勻。為驗證管口毛刺對焊縫的影響,人為制備了帶有不同高度毛刺的試樣管,使用在用參數焊接試樣,結論如下:
1)焊縫外觀/尺寸:當管口毛刺高度小于某閾值時,焊縫外觀及尺寸未見異常。當管口毛刺高度大于某閾值時,毛刺處附近的焊縫出現了局部變形現象,同時伴有黃色或藍色氧化色,焊縫附近的包殼/端塞上存在沾銅的飛濺物。
2)機械/微觀性能:未見異常。
3)腐蝕性能:焊縫上未見異常腐蝕產物,包殼管上飛濺處有銅色的腐蝕產物。
小結:管口毛刺易引起焊縫附近包殼管上沾銅,毛刺高度大于某閾值時會影響到焊縫的成型并造成飛濺。
(2)管口/端塞配合面劃傷
在管口/端塞焊接面上的劃傷,可能改變接觸電阻,影響焊縫質量。為驗證配合面劃傷對焊縫的影響,人為制備了不同程度劃傷的端塞/包殼管,使用在用參數焊接試樣,結論如下:
1)焊縫外觀/尺寸:在劃傷處焊縫有輕微變形,同時伴有輕微氧化色,其余部分焊縫形狀與外觀正常。
2)爆破/微觀結構/腐蝕性能:未見異常。
小結:配合面劃傷劃可能造成焊縫局部變形,影響焊縫外觀。
4 結 論
通過認為模擬各種異常情況,進行了大量試驗,得出了一系列有效結論,填補了相關焊接理論的盲區,本研究成果已應用于生產實際,為保證后續燃料棒焊接質量,提高壓力電阻塑形焊接水平有重要的指導意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07