基于Towedm 數控線切割編程系統的典型零件加工
2020-08-11 03:24:04羅威
科學技術創新 2020年22期
羅威
(嘉應學院 物理與光信息科技學院,廣東 梅州514015)
數控電火花線切割技術作為一種特種加工技術廣泛應用在航天、航空、汽車、半導體等關鍵制造領域,因無明顯切削力、效率高、工藝指標高[1-5],在現代制造工業領域的應用越來越普遍[6]。數控電火花線切割加工是利用電火花加工原理,將工件與加工工具作為極性不同的兩個電極,利用鉬絲作工具電極穿過金屬引電工件,儲絲筒正反旋轉使鉬絲做正、反向交替移動,由脈沖電源提供加工能源,工件安裝在工作臺上,由數控裝置按預定的軌跡或者程序要求發出指令控制固定在工作臺的工件在水平面X、Y 兩個坐標方向運動,同時在鉬絲和工件之間澆注工作液介質,當脈沖電壓擊穿鉬絲和工件之間的放電間隙時,兩極之間將產生火花放電而蝕除工件,工件被切割成所設計的形狀[7]。
下面以DK7720 電火花數控線切割機床為例,基于Towedm數控線切割編程系統,介紹電火花數控線切割機床加工零件的具體操作方法,并在Towedm 數控線切割編程系統進行編寫加工程序和模擬加工,完成典型零件的加工。
1 DK7720 電火花數控線切割機床的組成及加工程序
DK7720 電火花數控線切割機床的組成有:機床本體:床身、儲絲筒、走絲機構、X-Y 數控工作臺;工作液系統;數控和伺服系統;高頻電源:產生高頻矩形脈沖,可根據不同工作狀況調節脈沖信號的幅值和脈沖寬度。
DK7720 電火花數控線切割機床加工程序為3B 格式程序,其格式為:
B x B y B J G Z
其中:B 為分隔符;x、y 為直線的終點坐標或圓弧的起點坐標,單位為m;J 為計數長度,是加工軌跡在計數方向坐標軸上投影總和[8];G 為計數方向,分x 方向計數Gx 和y 方向計數Gy;Z 為加工指令,分直線L 加工指令和圓弧R 加工指令。直線加工指令按直線終點相對起點所在象限不同分為L1、L2、L3、L4共4 種,如圖1 所示。
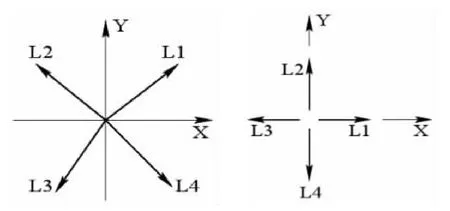
圖1 直線加工指令
圓弧加工指令按起點相對圓心所在的象限及走向的順、逆時 針 可 分 為SR1、SR2、SR3、SR4 及NR1、NR2、NR3、NR4 共8種,如圖2 所示。
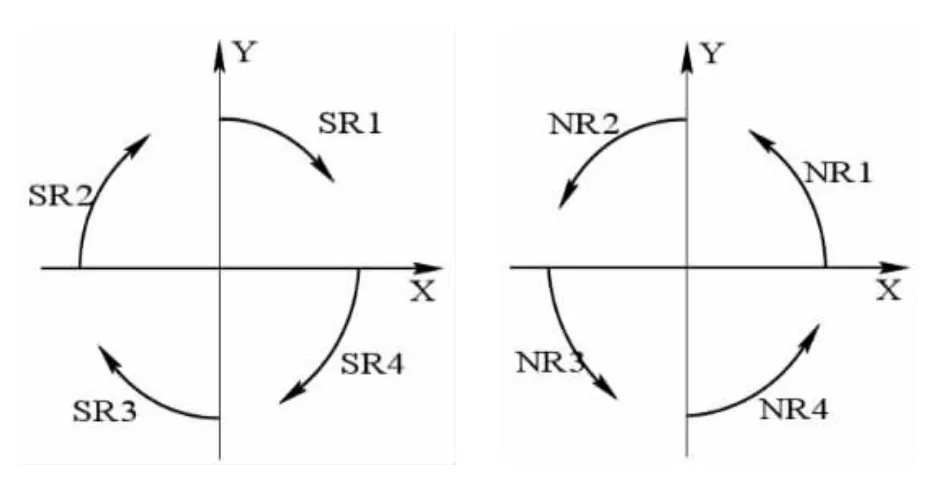
圖2 圓弧加工指令
2 Towedm 線切割編程系統
Towedm 線切割編程系統,是以微電腦為控制中心,是一個中文交互式圖形線切割自動編程軟件,其屏幕界面如圖3 所示,分為圖形顯示區(包括編程的X、Y 坐標)、可變菜單區、固定菜單區和會話區。用戶利用鍵盤、鼠標等輸入設備,按照屏幕菜單的顯示及提示,只需將加工零件圖形畫在屏幕上,系統便可立即生成所需的3B 數控加工程序。此系統兼有繪圖和編程功能,可繪制曲線、圓弧等組成的任何復雜圖形,系統軟件快速對其編程,并可進行旋轉、對稱等加工處理,同時顯示加工路線,自動生成3B 數控加工程序,進行動態仿真,數控程序還可以直接傳送到線切割控制單板機。
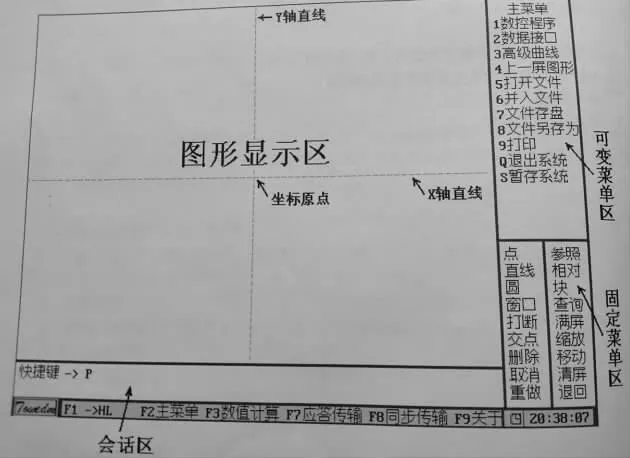
圖3 Towedm 線切割編程屏幕
Towedm 線切割編程系統是畫面比較簡潔的常見數控系統。借助Towedm 線切割編程系統,可對較復雜零件進行繪圖編程,同時自動生成3B 加工程序進行數控加工。具體步驟如下:第一,圖形的繪制。通過編程系統的繪圖編程繪制加工圖形,定出交點,退回,文件存盤。第二,畫直線定起刀點,選擇數控加工,點擊加工路線,輸入加工起始點坐標和加工切入點坐標,輸入尖點圓弧半徑為空,選擇加工方向(分順時針和逆時針方向)。第三,輸入補償間隙,補償間隙值為電極線切割軌跡與工件加工面距離L=r+(r 為電極絲半徑,取0.09mm,為放電間隙,取0.01mm),則補償間隙值為0.1mm。第四,代碼存盤,生成對應的3B 加工程序。第五,退出編程界面,進入加工系統,進行零件的線切割加工。
3 典型零件編程實例
如圖4、5 所示凸模和凹模典型零件,用Towedm 線切割編程系統編寫典型零件線切割加工程序和完成加工。

圖4 凸模
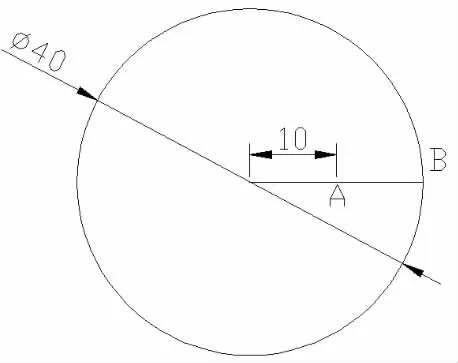
圖5 凹模
(1)如圖4,確定加工路線:凸模的直徑為40mm,以圓心為編程原點,在Towedm 線切割編程系統繪制凸模,定出交點B,文件存盤。選擇數控加工,點擊加工路線,加工起始點為A,坐標為(30,0),加工切入點為B,坐標為(20,0),輸入尖點圓弧半徑為空,加工凸模時,取順時針的加工方向加工,輸入補償間隙值0.1mm,則電極線切割軌跡在加工圖形的外面。
加工凸模的3B 加工程序:代碼存盤,則自動生成的3B 加工程序如下:
序號 B X B Y B J G Z
1 B 0 B 0 B 9900 GX L3
2 B 20100 B 0 B 40200 GY SR4
3 B 20100 B 0 B 40200 GY SR2
4 B 0 B 0 B 9900 GX L1
5 DD(結束語句)
(2)如圖5,確定加工路線:凹模的內徑為40mm,以圓心為編程原點,在Towedm 線切割編程系統繪制凹模,定出交點B,文件存盤。選擇數控加工,點擊加工路線,加工起始點為A,坐標為(10,0),加工切入點為B,坐標為(20,0),輸入尖點圓弧半徑為空,加工凹模時,取逆時針的加工方向加工,輸入補償間隙值0.1mm,則電極線切割軌跡在加工圖形的里面。
加工凹模的3B 加工程序:代碼存盤,則自動生成的3B 加工程序如下:
序號 B X B Y B J G Z
1 B 0 B 0 B 9900 GX L1
2 B 19900 B 0 B 39800 GY NR1
3 B 19900 B 0 B 39800 GY NR3
4 B 0 B 0 B 9900 GX L3
5 DD(結束語句)
4 DK7720 電火花數控線切割機床加工
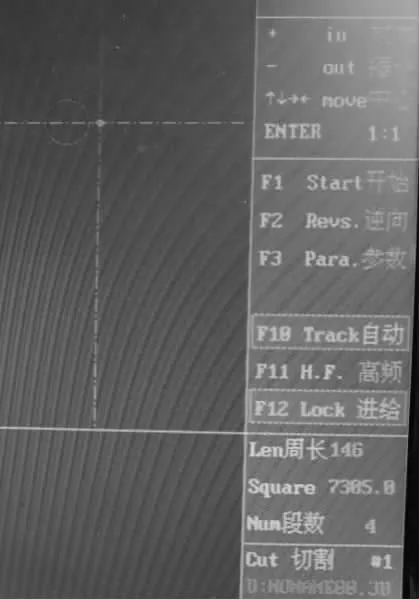
圖6 加工系統界面
用Towedm 線切割編程系統編寫典型零件的線切割加工程序后,退出編程界面,進入加工系統進行模擬加工并在DK7720電火花數控線切割機床進行零件的線切割加工。把100mm×80mm×5mm 的鐵塊用夾具壓緊固定在工作臺上,校正鉬絲與工作臺的垂直度,因為編程加工的起點指向要與工作臺移動方向一致才能進行加工,需要注意工件的移動方向和編程加工的起點方向需一致。把鉬絲移動至加工起始點A(即車床開始運行走絲的位置)進行加工。對于凹模的加工,要先利用鉆床打孔便于鉬絲穿絲,選取A 點作為加工起始點。
點擊Work 加工#1、cut 切割,找到加工文件,進入加工系統,如圖6 所示。啟動鉬絲,按鍵盤的F10 鍵及F11 高頻鍵,手動移動工作臺讓工件與鉬絲相接觸(有火花產生即可),打開冷卻液開關,依次按F10 自動鍵、F12 進給鍵、F1 開始鍵開始加工,將根據生成的加工軌跡進行加工,若需暫停需按空格鍵停止,關機前把鉬絲移到儲絲筒開始端,免得斷絲浪費。
5 結論
本文以典型零件為加工任務,分析了凸模、凹模的Towedm數控線切割編程系統繪圖編程不同點以及3B 格式的數控程序的編程原理并需要注意加工工件的移動方向和編程加工的起點方向之間的關系。利用Towedm 數控線切割編程系統進行典型零件快速、準確的繪圖編程并自動生成了3B 格式的數控加工程序,對典型零件的加工路線進行了模擬加工并在DK7720電火花數控線切割機床上進行加工,對從事相關工作人員提供了借鑒。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
計算機應用(2021年1期)2021-01-21 03:22:38
北京測繪(2020年12期)2020-12-29 01:33:58
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
