大線能量焊接埋弧焊絲熔敷金屬組織和性能研究
2020-08-10 02:25:16王佳驥李宇梁韓嚴法胡奉雅傅博
鞍鋼技術 2020年4期
關鍵詞:焊縫
王佳驥 ,李宇梁 ,韓嚴法 ,胡奉雅 ,傅博
(1.海洋裝備用金屬材料及其應用國家重點實驗室,遼寧 鞍山114009;2.鞍鋼集團有限公司戰略規劃部,遼寧鞍山114009)
為了節約造船成本,提高造船的焊接生產效率,船廠普遍用大線能量焊接代替傳統的小線能量焊接。隨著冶煉和軋制技術的發展,鋼材的可大線能量焊接性能顯著提高。鞍鋼已研制出適合于大線能量焊接用高強度船板,強度級別最高為EH40,適用焊接線能量為350 kJ/cm,但是與其配套低溫韌性優異的埋弧焊絲產品較少,市場上現有的國產埋弧焊絲的熔敷金屬的低溫韌性偏低,進口的埋弧焊絲成本較高。因此,研制出一種國產的、易焊接、低溫性能優異、低成本的大線能量焊接用高強度船板配套埋弧焊絲對我國大線能量焊接用鋼板的推廣應用至關重要。
1 試驗材料與方法
大線能量焊接用埋弧焊絲成分設計的指導思想是采用Mn-Ni-Ti-B合金體系和低碳、細晶粒化和微合金化的新強韌機制。通過降低C、S、P等元素的含量及聯合添加Ti和B元素,提高焊縫金屬的工藝性能和綜合力學性能。同時為了研究不同Ti和B元素的添加量對埋弧焊絲熔敷金屬性能的影響,對6種不同成分的焊絲進行熔敷金屬試驗。試驗焊絲為自制的不同Ti和B含量的1#~6#埋弧焊絲,其余元素成分設計值均相同,Ti和B元素的設計值見表1。焊劑采用SJ101,熔敷金屬焊接試板采用厚度為20 mm的EH36船板。

表1 試驗焊絲中Ti和B的成分(質量分數)Table 1 Chemical Compositions of Ti and B in Tested Wires(Mass Fraction) %
為了考察研制埋弧焊絲的大線能量焊接性能,設定熔敷金屬試驗線能量為100 kJ/cm,配合SJ101焊劑進行焊接試驗。焊接層間溫度控制在150℃以下,焊接熔敷金屬試驗工藝參數見表2。

表2 焊接熔敷金屬試驗工藝參數Table 2 Process Parameters for Deposited Metals to Be Welded
熔敷金屬化學成分采用化學法測定。依據GB/T 12470-2003加工焊縫熔敷金屬拉伸試樣和沖擊試樣,然后進行焊縫熔敷金屬室溫拉伸試驗和-40℃沖擊試驗。金相試樣經研磨拋光后采用4%硝酸酒精溶液進行腐蝕,利用ZEISS Aviovert 200 MAT型光學金相顯微鏡和QUANTA 400型掃描電鏡對焊縫熔敷金屬進行金相組織觀察和分析。
2 試驗結果
2.1 熔敷金屬化學成分及力學性能
熔敷金屬的化學成分見表3。各元素經歷焊接熱循環后均有不同程度的燒損,尤其Ti和B等易氧化元素燒損量更大。
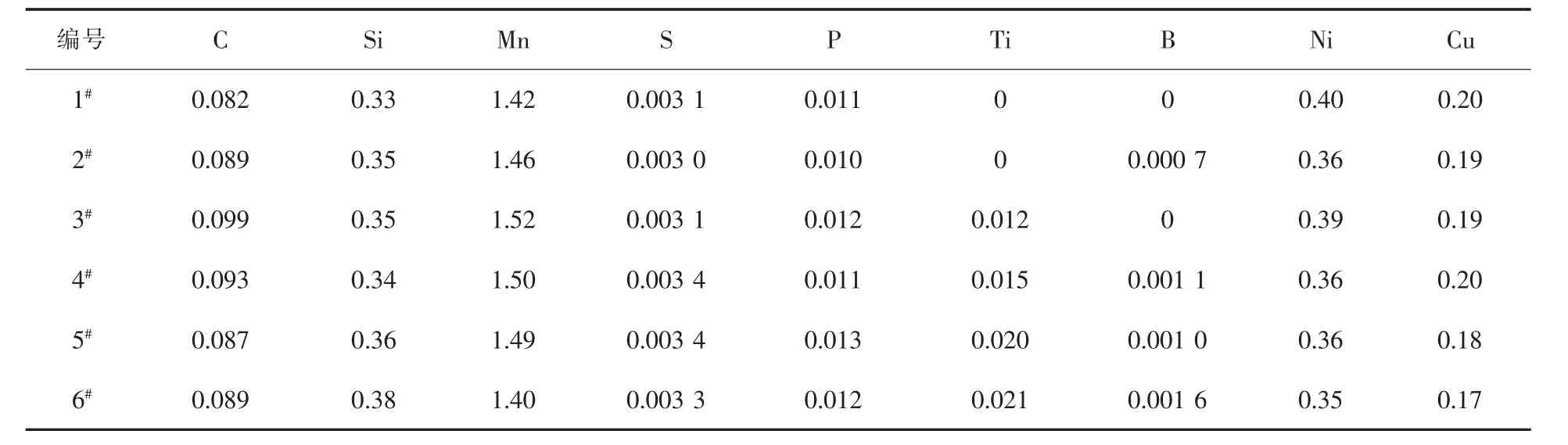
表3 熔敷金屬的化學成分 (質量分數)Table 3 Chemical Compositions of Deposited Metals(Mass Fraction) %
熔敷金屬的力學性能和沖擊韌性見表4。1#~6#焊絲熔敷金屬屈服強度均大于550 MPa,抗拉強度均大于650 MPa,-40℃低溫沖擊韌性最低為71.3 J,最高達182 J,熔敷金屬性能均滿足設計要求。由于Ti和B元素添加量不同,6種焊絲的熔敷金屬的性能具有較大差別,不添加Ti和B元素的焊絲性能最差,只添加Ti元素的焊絲性能次之。聯合添加Ti和B元素的焊絲熔敷金屬性能均優異,當焊縫金屬中0.015%Ti和0.001 1%B時,焊縫金屬低溫沖擊韌性最高。同時可以發現,隨著Ti和B元素添加量的增加,焊絲熔敷金屬性能呈下降趨勢。
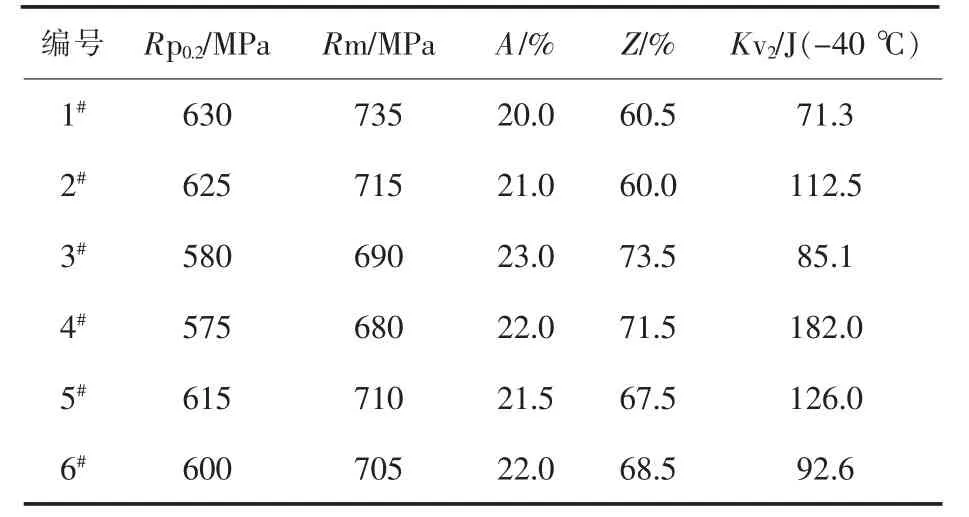
表4 熔敷金屬力學性能和沖擊韌性Table 4 Mechanical Properties and Low Temperature Impact Toughness of Deposited Metals
2.2 熔敷金屬金相顯微組織
6種焊絲和SJ101焊劑匹配得到的組織都是針狀鐵素體(AF)和先共析鐵素體(GPF),但是晶粒尺寸和相比例不盡相同,見圖1。4#的GPF數量少且尺寸小,促進了鐵素體在晶內的形核和生長,同時AF比例達90%以上且尺寸較小,更易阻止裂紋的擴展,這也是熔敷金屬韌性高的主要原因。對于1#,呈梳子狀的晶界先共析鐵素體向晶界內部生長的趨勢很明顯,晶界內部也出現了塊狀鐵素體,針狀鐵素體的尺寸也較大。對于3#,只加入了Ti元素,晶粒尺寸較小,但是對于晶界先共析鐵素體卻沒有控制作用,導致其沖擊韌性較差。而對于5#和6#,雖然也同時加入了Ti和B元素,但是其添加量偏高,提高了淬透性,晶內產生了貝氏體組織,從而韌性下降。

圖1 熔敷金屬金相組織Fig.1 Microstructures of Deposited Metals
2.3 熔敷金屬沖擊試樣斷口觀察
圖2為1#~6#焊絲熔敷金屬沖擊試樣斷口掃描圖。從圖2可以看出,1#、3#和6#沖擊試樣斷口為準解理典型形貌,如河流花樣、扇形花樣、解理臺階和撕裂棱等,且解理斷裂單元尺寸較大。2#、4#和5#沖擊試樣斷口為典型的韌窩特征,韌窩呈現大小不同的圓形或橢圓形,韌窩尺寸較大較深,并且在韌窩處發現納米級的第二相質點,說明研制焊絲熔敷金屬的延性斷裂形式是通過微孔聚集斷裂機理產生的。2#、4#和5#熔敷金屬顯微組織中針狀鐵素體含量均超過90%,這就使得裂紋擴展途徑非常曲折,擴展需要的能量更多,在宏觀上表現截面起伏較大,說明發生了較多的塑性變形。
3 實驗結果分析與討論
3.1 熔敷金屬化學成分
表3為熔敷金屬化學成分。在大線能量焊接條件下,熔敷金屬中碳元素含量比焊絲原有成分略有降低,主要是由于碳和氧反應生成一氧化碳,但總體仍在0.08%~0.10%之間,保證焊絲具有較高的強度。焊絲設計時硅元素含量較低,但埋弧焊熔敷金屬中Si元素含量在0.3%~0.4%,分析認為是焊劑中的一部分SiO2被還原進入熔敷金屬造成硅元素含量提高,較高含量的Si元素易引起固溶強化和二次相數量的增多從而導致焊縫金屬變脆,因此應盡量降低焊絲中Si元素的添加量。焊絲中S和P元素的含量應嚴格控制,S元素會使焊縫中側板條鐵素體含量增多,針狀鐵素體含量減少,而P元素會使焊縫強度和硬度提高,兩者均導致沖擊韌性惡化。Ni元素含量有小幅降低,這是由于稀釋和氧化的雙重作用[1]。熔敷金屬中Ti和B元素含量均大幅下降,主要是它們均為易氧化和氮化元素,焊接過程中燒損嚴重,過渡系數很低。
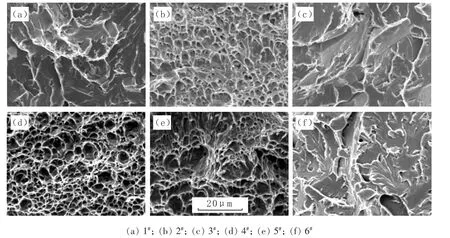
圖2 熔敷金屬沖擊試樣斷口掃描圖Fig.2 SEM Microgragh for Fractures of Deposited Metals
3.2 Ti和B元素對熔敷金屬韌性的影響
聯合添加Ti和B改善焊縫金屬低溫沖擊韌性的主要作用是抑制晶界先共析鐵素體生成,提高晶內針狀鐵素體相比例。從圖1的金相組織觀察分析,4#焊絲中先共析鐵素體的含量最少,AF相比例最大,先共析鐵素體以細小的多邊形為主,而沒有尺寸較大的大塊狀先共析鐵素體,因此其低溫沖擊韌性最優,說明聯合添加Ti和B元素可以提高焊縫金屬低溫韌性。這可能跟Ti和B元素聯合添加后,改變了奧氏體向鐵素體相變的特點有關[2-4]。Ti的氧化物在δ→γ相變時起抑制作用,阻止晶界移動從而細化奧氏體晶粒。B的原子半徑小,在焊接冷卻過程中一定量的自由B迅速向奧氏體晶界偏析,由于B聚集在晶界,降低了晶界的能量,抑制先共析鐵素體的形核[5-6]。Ti與N和O元素生成化合物,其作為針狀鐵素體的形核核心,加速了γ→α轉變過程,使晶界、晶內的轉變溫度趨于一致,從而形成均勻的針狀鐵素體組織,提高熔敷金屬的低溫韌性[7]。2#焊絲單獨添加B元素,焊縫中B元素沒有Ti元素的保護,與N元素形成BN,自由B的含量只占很小一部分,這些B的脆性相會造成低溫韌性降低。3#焊絲中只添加Ti元素,雖然細化了奧氏體晶粒,但未能抑制先共析鐵素體的生成,大塊狀先共析鐵素體位錯密度較低,因而塑性變形首先在晶界處發生,位錯在非金屬夾雜物處塞積,使裂紋萌生,并且在晶界鐵素體中裂紋易于擴展,造成焊縫金屬韌性顯著降低。5#和6#焊絲熔敷金屬低溫沖擊韌性與4#相比有一定下降,主要是由于Ti和B含量過高將利于形成上貝氏體,使熔敷金屬韌性下降。上述研究分析表明,Ti和B元素的聯合添加可顯著提升大線能量焊縫金屬低溫沖擊韌性,但是兩者聯合添加時,加入量要適宜,才能得到低溫韌性優異的焊縫金屬。
4 結論
(1)通過向焊絲中聯合添加Ti和B元素,可有效控制晶界先共析鐵素體形成并促進晶內針狀鐵素體生成,提升焊縫金屬的低溫韌性,但Ti和B元素添加量要適宜。在試驗中,設計的Mn-Ni-Ti-B系焊絲與SJ101焊劑配合焊接后的熔敷金屬屈服強度均大于550 MPa,抗拉強度均大于650 MPa;當焊縫中含有0.015%Ti和0.001 1%B時,焊縫金屬低溫沖擊韌性最高,達182 J。
(2)熔敷金屬顯微組織為針狀鐵素體和先共析鐵素體,但是鈦和硼元素添加量不同,相比例發生一定變化。不添加Ti和B元素或單獨添加的焊絲熔敷金屬中先共析鐵素體含量高于聯合添加Ti和B元素,但是Ti和B元素添加過量后,將形成上貝氏體導致韌性下降。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07