內孔焊零泄漏技術研究與應用
2020-08-08 02:58:54李曉丹
石油和化工設備
2020年7期
李曉丹
(江蘇中圣壓力容器裝備制造有限公司, 江蘇 南京 211100)
換熱器管頭內孔焊技術始于上世紀70年代,當時受機加工能力和制造成本限制,其使用范圍相對較窄,隨著機加工設備的自動化和大型化發展,制造成本隨之降低,越來越多的化工企業希望通過改進換熱器管頭焊接結構來提高某些苛刻工況下作業的換熱器設備的穩定性和壽命,內孔焊因其自身所具備的優良承載結構優勢得到了充分發揮。我司于2012年開始致力于內孔焊技術的開發和工程應用,多次應用于國標和ASME標準設備,在多年的實際生產制造中總結出一整套優良成熟的管頭內孔焊技術,并于2017年受某大型化工企業委托,成功開發出內孔焊零泄漏焊接技術,運用該技術制造的換熱器設備至今已成功運行2年,無管頭泄漏。本文對該技術研究成果進行總結,以便為同類型設備的制造提供技術支持。
1 各類管頭形式的適用范圍和特點
換熱器常用管頭焊接接頭形式有強度焊、強度脹、強度焊+貼脹、內孔焊[1],其結構形式及特點對比見表1。
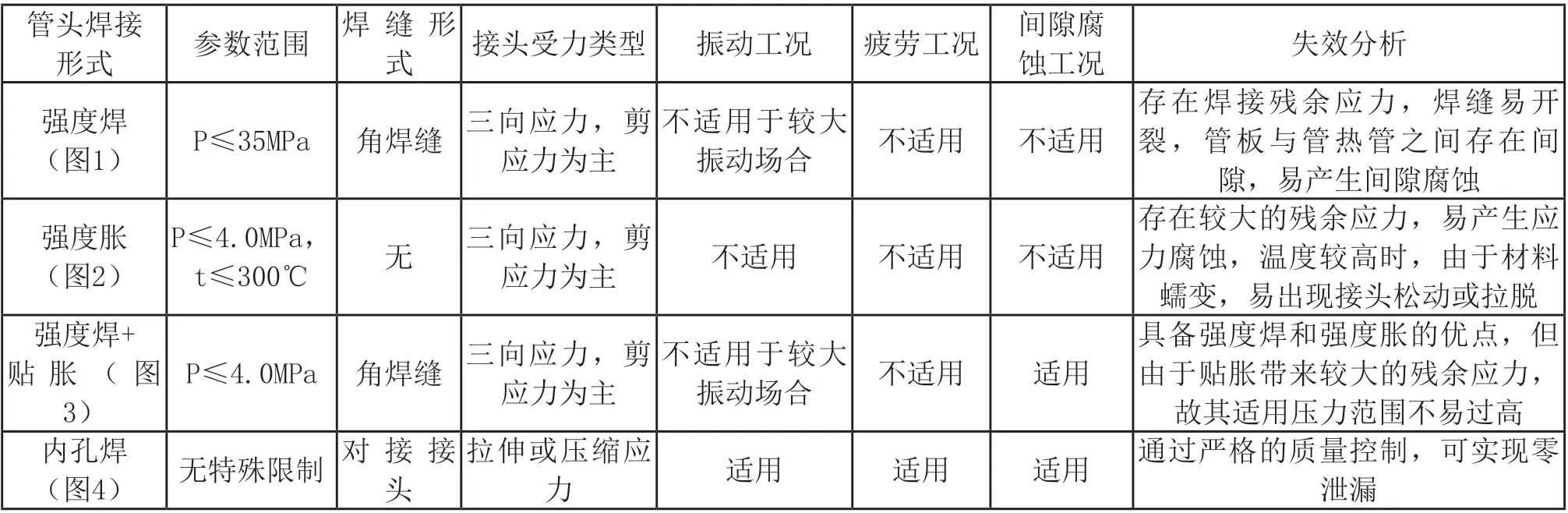
表1
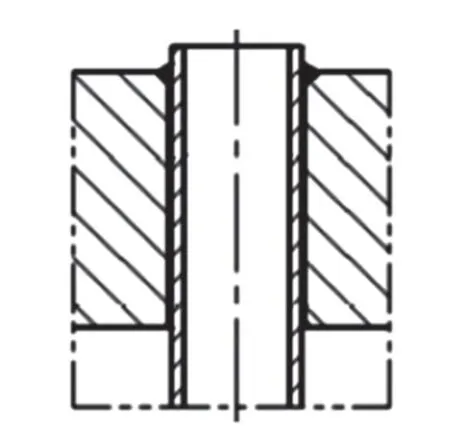
圖1
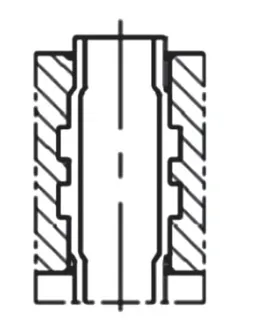
圖2
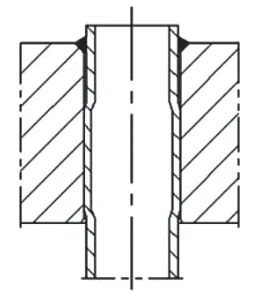
圖3
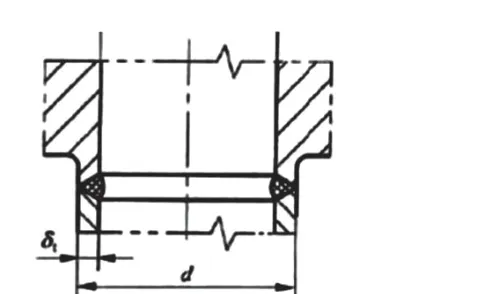
圖4
從以上各種焊接接頭形式的適用范圍,可以發現內孔焊具有承載好,抗振動,耐疲勞,無間隙腐蝕的優點,是苛刻工況和高參數工況的最佳選擇。
2 內孔焊結構形式的選擇和坡口尺寸的確定
2.1 內孔焊結構形式的選擇
GB/T 151-2014《熱交換器》介紹了以下四種內孔焊管頭結構,見圖5,其中(a)、(b)為全部對接形式,(c)、(d)為準對接形式。
全對接形式采用等厚對接連接,可以獲得最大的連接強度,承載能力高,應力集中小,抗疲勞能力強,接頭質量高,便于貼片進行RT射線檢測,確保接頭安全可靠,有效保證設備的穩定運行[2]。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24