北京大興國際機場南航機庫大門桁架復雜節(jié)點的深化、制造及質(zhì)量控制技術(shù)
2020-08-07 08:41:50嚴擒龍蘇海森胡海國張榮榮
建筑施工 2020年4期
嚴擒龍 蘇海森 胡海國 張榮榮 渠 晶
江蘇滬寧鋼機股份有限公司北京分公司 北京 100024
隨著鋼結(jié)構(gòu)技術(shù)的發(fā)展,大跨桁架在空間結(jié)構(gòu)中的應(yīng)用越來越廣泛,而此類桁架在施工過程大多具有節(jié)點形式復雜、材質(zhì)性能高、超厚板焊接、定位精度要求高等技術(shù)難題。以往也有不少文章專門針對其中的高性能超厚板焊接技術(shù)[1]或數(shù)字模擬預拼裝技術(shù)[2]進行研究討論,而工程中為將設(shè)計藍圖轉(zhuǎn)化為空間構(gòu)件,實際是一個全過程的技術(shù)控制。
本文結(jié)合北京大興國際機場南航1號機庫項目中的大門桁架施工,對桁架復雜節(jié)點的深化設(shè)計、工廠焊接以及構(gòu)件加工后數(shù)字模擬預拼裝等關(guān)鍵技術(shù),進行全過程闡述和分析。
1 結(jié)構(gòu)概況
北京大興國際機場南航1號機庫作為目前國內(nèi)最大跨度的機庫,平面尺寸達405 m 100 m,設(shè)計師創(chuàng)新采用了由平面“W”形斜桁架、大門桁架與四角錐網(wǎng)架構(gòu)成的組合結(jié)構(gòu)體系,大幅提升了結(jié)構(gòu)效率,降低了屋蓋結(jié)構(gòu)總用鋼量。其中,東側(cè)結(jié)構(gòu)沿大門開口邊設(shè)置的大門桁架作為整個屋蓋最關(guān)鍵的支撐結(jié)構(gòu),最大跨度405 m,中間設(shè)有1個中柱,兩側(cè)跨度分別為222、183 m(圖1)。
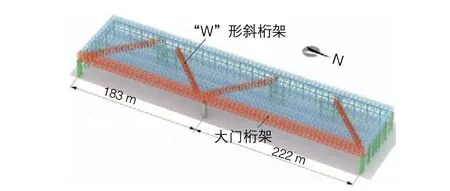
圖1 機庫鋼結(jié)構(gòu)示意
2 大門桁架特點分析
大門桁架采用箱形格構(gòu)式雙層平面桁架,總高度11.5 m,寬6.0 m。平面桁架分上、中、下弦,其中上弦中心標高38.5 m,下弦中心標高27.0 m,上下弦均為箱形截面,中弦及腹桿采用H形截面。2片平面桁架之間采用圓管腹桿連接,形成箱形格構(gòu)桁架(圖2)。
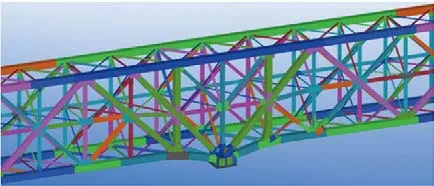
圖2 大門桁架示意
1)作為屋蓋的主要支撐體系,各方向桿件交會密集,節(jié)點復雜且受力大。因此,如何在深化過程中合理地優(yōu)化節(jié)點,既保證桁架節(jié)點的受力安全,又能讓工廠焊接得以實現(xiàn),是首要條件。
2)上、下弦桿箱形截面主要采用□8 0 0 m m 800 mm,最大板厚100 mm,同時根據(jù)設(shè)計要求,厚40 mm以上鋼板均采用Q420高性能鋼材。如何嚴格控制高性能超厚板的焊接質(zhì)量,最終保證所生產(chǎn)構(gòu)件的質(zhì)量是工程的重中之重。
3)大門桁架高度為11.5 m,跨度更是達到了405 m(222 m+183 m),由于構(gòu)件的運輸限制,必須將桁架拆分成單根散件,現(xiàn)場地面組拼成整榀桁架后再提升。因此,控制構(gòu)件節(jié)點的加工精度顯得尤為重要。
3 桁架節(jié)點的深化設(shè)計
3.1 深化設(shè)計總體思路
深化設(shè)計不僅僅是將原設(shè)計圖紙轉(zhuǎn)化為施工零件詳圖,其更大的意義在于通過深化設(shè)計過程,對結(jié)構(gòu)的整體安全性和重要節(jié)點的受力進行驗算,確保所有的桿件和節(jié)點滿足設(shè)計要求,并對桿件和節(jié)點進行構(gòu)造的施工優(yōu)化,使桿件和節(jié)點在實際的加工制作和安裝過程中能夠變得更加合理。
為此,我們采用鋼結(jié)構(gòu)專業(yè)BIM軟件進行三維空間模型放樣,結(jié)合各桿件的受力特點以及工廠的加工條件,對各桿件的連接方式、加勁板的設(shè)置進行綜合考慮,并且根據(jù)節(jié)點的特性,模擬節(jié)點的組裝順序,制定各焊縫的質(zhì)量等級。最后,利用Ansys分析軟件進行受力分析,保證節(jié)點的可靠性。
3.2 三維模型分析及優(yōu)化
通過建立BIM三維空間模型,能夠直觀地看到支座處節(jié)點桿件交會復雜,焊縫重疊嚴重(圖3)。12根桿件交于一處,且各方向桿件截面樣式不同,板厚種類多,其中支座底板厚120 mm。
對BIM模型相交關(guān)系進行分析,結(jié)合設(shè)計意圖,確定首要保證主桿件傳力,因此,下弦節(jié)點板采用厚100 mm(Q420B-Z35)整板。
對于中間和平面3根箱形斜腹桿,由于其板厚與主弦桿相差較大,故為避免浪費,將3根平面內(nèi)箱形腹桿單獨合并為厚60 mm(Q420B-Z25)整板(圖4)。其余面外斜腹桿,與支座肋板相結(jié)合,采用厚85 mm(Q420B-Z25)插板(圖5),既能保證底板的整體剛度,也能良好地傳遞桿件受力;而對于截面受力較大的斜腹桿,在節(jié)點區(qū)進行根部放大,形成喇叭口形截面,實現(xiàn)強節(jié)點的設(shè)計理念,并且插板也將各斜交桿件彼此分開,減少焊縫重疊,以保證工廠焊接條件。

圖3 門頭中柱處桁架下弦支座節(jié)點

圖4 主受力桿件節(jié)點板合并
最后,為加強支座節(jié)點底板整體剛度,將各插板間采用厚80 mm加勁板連接成箱形,并對內(nèi)凹不規(guī)則空間采用薄鋼板封堵,避免油漆噴涂死角(圖6)。
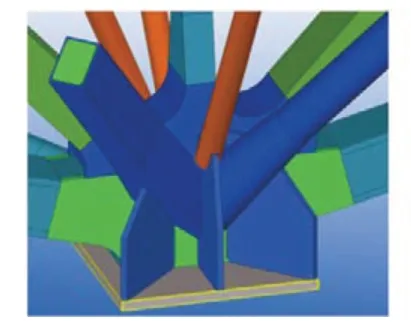
圖5 支座肋板與桿件插板結(jié)合

圖6 增加插板加勁肋
3.3 節(jié)點有限元計算分析
為保證節(jié)點受力安全,對節(jié)點進行計算分析。通過Ansys軟件進行數(shù)值計算分析,節(jié)點實體單元采用solid 95,采用mpc184單元進行截面耦合,從而施加荷載。有限元計算模型及網(wǎng)格劃分如圖7所示。計算時,從原計算模型中提取各個桿件對應(yīng)截斷位置的實際內(nèi)力,并采用平衡力系施加于有限元模型中。
通過計算可知,在最不利荷載組合作用下,節(jié)點大部分應(yīng)力范圍處于彈性狀態(tài)(圖8)。最大等效應(yīng)力發(fā)生于節(jié)點連接角點處,為435 MPa,該值小于鋼節(jié)點的極限抗拉強度,且成點狀,故可認為該節(jié)點是安全的。
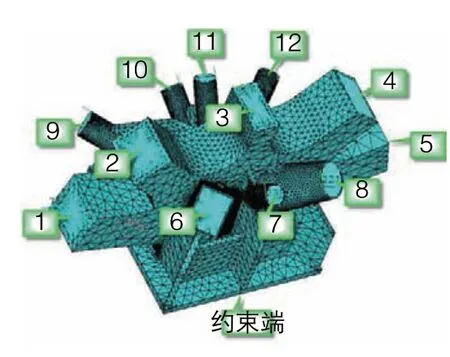
圖7 節(jié)點計算網(wǎng)格劃分
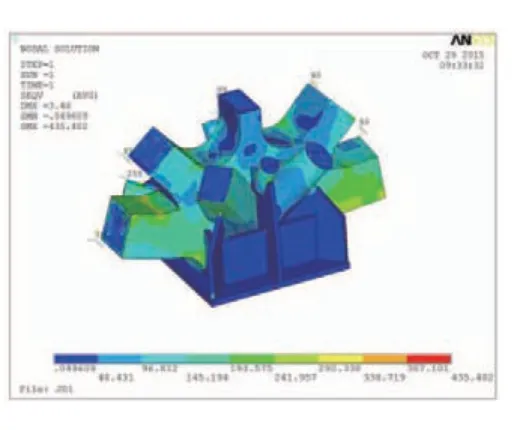
圖8 節(jié)點計算應(yīng)力云圖
對于各種其他類型復雜節(jié)點,在實際深化過程中,均須按照上述的模式進行BIM三維建模、節(jié)點優(yōu)化設(shè)計、計算復核后,方可生成相應(yīng)的深化圖,以實現(xiàn)節(jié)點制造前的深化設(shè)計。
4 桁架節(jié)點的加工制造
盡管深化時已優(yōu)化焊接空間、坡口尺寸、焊接類型等問題,但實際桁架復雜節(jié)點的加工難度依然很大,高性能超厚板種類多,且焊接量大。
因此,在加工制造前,認真分析了每個節(jié)點在焊接方面的特點,精準地為每一類型復雜節(jié)點制定加工工序,編寫工藝方案、進行工裝設(shè)計,從而為加工制造提供全面的技術(shù)保障。
4.1 節(jié)點圖拆分下料
以支座節(jié)點為例進行分析,支座節(jié)點的整體外形尺寸為4 075 mm 3 187 mm 2 620 mm,凈質(zhì)量為40 t,共有12個對接口。厚度有120 mm(底板)、100 mm(箱體)、85 mm(插板)、80 mm(加勁板)、70 mm(內(nèi)隔板)、60 mm(牛腿)、10 mm(密封板)等。
零件拆分后按不同板厚進行鋼板排版,在車間對鋼板進行整平、除銹等預處理工作,所有零件板均采用數(shù)控排版、切割,柱底板定位螺栓孔采用大型數(shù)控機床進行精確鉆孔。
4.2 節(jié)點的組裝、焊接工序
單個支座節(jié)點質(zhì)量較大(40 t),為保證組裝測量的精度,整體組裝胎架必須有很強的剛性,且對定位胎架模板必須采用機加工刨平處理。
節(jié)點組裝時,應(yīng)該按照制定的順序依次將各板件吊上胎架平臺進行定位,以定位中心線為基準,將各板件中心線對齊定位基準線,同時控制垂直度,測量復核后再進行定位焊接。
支座節(jié)點組裝順序依次為:節(jié)點底板、主箱體、豎向插板、斜撐圓管、構(gòu)件加勁板、封板(圖9~圖12)。

圖9 箱形主體定位

圖10 主體焊縫焊接

圖11 斜撐圓管定位

圖12 斜撐圓管焊接
4.3 厚板焊接及質(zhì)量控制
桁架節(jié)點厚板較多,節(jié)點區(qū)大部分為Q420B高性能板材,加勁板多且板厚各異,焊接應(yīng)力立體交叉,互相影響,從而使得構(gòu)件焊后殘余應(yīng)力大,極易造成焊縫裂紋及層狀撕裂[3]。同時,由于焊縫各方向收縮變形不同,故引起節(jié)點綜合變形大。針對以上這些問題,需做好如下相應(yīng)措施。
1)制作組裝焊接水平胎架,為防止在焊接時產(chǎn)生過大的角變形,可設(shè)置夾具約束變形。
2)預放焊接收縮變形余量,以確保構(gòu)件的外形尺寸。
3)在滿足設(shè)計要求的前提下,采用較小的坡口角度和間隙,減小焊縫截面積及母材厚度方向承受的拉應(yīng)力。T形接頭中采用對稱坡口,使焊縫收縮產(chǎn)生的拉應(yīng)力與板厚方向成同一個角度,尤其在焊接超厚板時,側(cè)板坡口面角度應(yīng)超過板厚中心,可減小層狀撕裂傾向。
4)做好焊前預熱及焊后保溫工作,采用小電流多層多道焊,務(wù)必做到雙數(shù)焊工對稱焊接。
選擇合理的焊接工藝、焊接材料及焊接順序,通過制定專門的方案措施,嚴格控制組裝、焊接過程,從而有效地控制節(jié)點厚板焊接殘余應(yīng)力及變形,避免焊縫裂紋及鋼板層狀撕裂的發(fā)生,確保每一個復雜節(jié)點的焊縫質(zhì)量,進而保證整體工程的焊接質(zhì)量。
5 桁架數(shù)字模擬預拼裝
各節(jié)點構(gòu)件在車間生產(chǎn)完成后,桁架形體巨大,整榀桁架接口數(shù)量非常多。為避免現(xiàn)場實際安裝時,由于單構(gòu)件接口偏差或多構(gòu)件累積誤差造成桁架難以拼裝的現(xiàn)象,構(gòu)件在工廠加工完成后,均須進行數(shù)字模擬預拼裝,以確保現(xiàn)場構(gòu)件組拼的順利進行。
5.1 數(shù)字預拼裝單元劃分
大門桁架主要由東西兩片雙層平面桁架及中間圓管斜腹桿組成,影響現(xiàn)場拼裝的端口精度主要是平面桁架中的多端口復雜節(jié)點。因此,將大門桁架分為東西兩片進行獨立分析,西側(cè)Q軸線對應(yīng)桁架為QHJ,東側(cè)R軸線對應(yīng)單片桁架為RHJ(圖13)。
串口通信用于用戶操作軟件與控制箱內(nèi)Arduino板之間的數(shù)據(jù)通信。串口通信設(shè)計包括串口通信協(xié)議、串口自動識別、串口定時發(fā)送和串口即時讀取。
5.2 制作及拼裝基準的設(shè)置原則
為便于構(gòu)件后期數(shù)字模擬預拼,在構(gòu)件加工時,預先在高度方向以桁架各層弦桿中心線為基準,寬度方向以桁架本身理論中心線為基準,厚度方向以桿件寬度方向中心線為基準,并對各節(jié)點端口進行編號。
5.3 數(shù)字模擬預拼裝方法
根據(jù)不同的結(jié)構(gòu)形式選擇不同的數(shù)字模擬預拼裝方案,既能保證拼裝精度又能提高工作效率。結(jié)合桁架的結(jié)構(gòu)形式,擬采用平面實況數(shù)字模擬拼裝進行整體的模擬施工(即將相鄰2個構(gòu)件按照實測數(shù)據(jù)標示,然后按照統(tǒng)一的基準進行一對一電腦拼接),對弦桿、腹桿等的自由邊間隙、板邊差及錯邊等進行一對一的模擬。
5.3.1 構(gòu)件外形檢測及數(shù)據(jù)采集
數(shù)字模擬預拼裝主要比對以下數(shù)據(jù):
1)上、中、下弦桿和腹桿等單平面構(gòu)件與牛腿接口間的板邊差、錯邊以及間隙:采用地樣法和全站儀,測量端口的幾何尺寸及其相對構(gòu)件基準線的定位尺寸。
2)拼裝單元的對角線誤差:采用地樣法和水平儀進行定位,獲取構(gòu)件的幾何尺寸,然后在電腦中將各構(gòu)件按照既定的基準線模擬后與理論構(gòu)件進行對比。
3)對形體復雜、端部接口方向多的復雜節(jié)點,如中柱支座節(jié)點,可采用三維激光掃描儀進行掃描后數(shù)據(jù)處理,得出構(gòu)件實際外形尺寸。
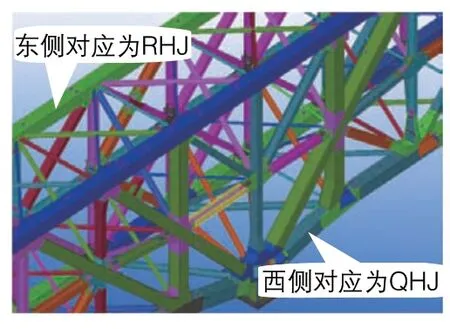
圖13 大門桁架RHJ、QHJ
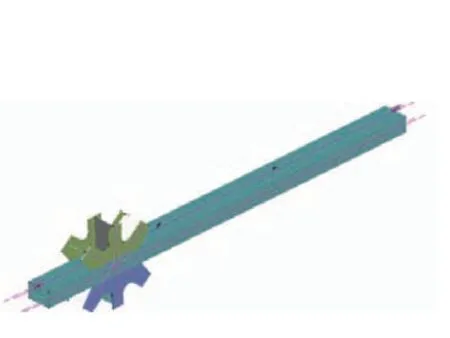
圖14 單構(gòu)件斜腹桿測量中心基準線
5.3.2 模擬預拼裝數(shù)據(jù)輸入
以桁架下層中間支座節(jié)點底板中心為坐標原點,桁架長度方向為x軸,桁架高度方向為y軸,厚度方向為z軸,建立三維坐標系(圖15)。
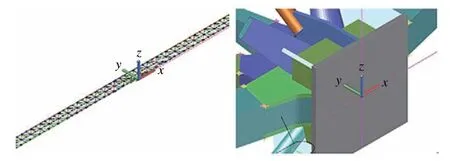
圖15 三維坐標系設(shè)置示意
端口間隙由弦桿節(jié)點中心線與節(jié)點中心線固定值之間的偏差確定。高度方向以桁架中層弦桿中心線為基準確定偏差。z方向以桁架厚度中心線為基準確定偏差。用三維坐標系把端口坐標轉(zhuǎn)化到桁架平面內(nèi),形成平面內(nèi)間隙值偏差并和剖面視圖的錯邊及板邊差進行比對。
5.3.3 數(shù)字模擬預拼裝結(jié)果
將單根構(gòu)件的驗收實測數(shù)據(jù)導進整體坐標系后,得出節(jié)點對接端口在整體桁架中的模擬坐標數(shù)據(jù)。綜合本次對大門桁架Q軸線整榀桁架構(gòu)件617個端口、4 936個定位點進行電腦數(shù)字模擬,所有構(gòu)件制作精度均滿足設(shè)計、相關(guān)規(guī)范的要求。
6 結(jié)語
對于鋼結(jié)構(gòu)工程而言,構(gòu)件的質(zhì)量、精度保證需要全過程的控制。
本工程充分運用深化設(shè)計資源,優(yōu)化節(jié)點,解決了多截面類型桿件相交節(jié)點焊縫疊加問題;加工時,通過節(jié)點分步拆分模擬組裝、專項厚板焊接工藝,有效降低了節(jié)點內(nèi)應(yīng)力,減小變形,避免層狀撕裂,保證了節(jié)點的質(zhì)量;而數(shù)字模擬預拼裝,解決了超大截面、超大跨度桁架工廠拼裝周期長、場地受限的難題,同時有效地驗證了桿件的加工精度。
最終構(gòu)件運輸至施工現(xiàn)場后,質(zhì)量全部合格。構(gòu)件的高精度也使桁架的拼裝速度大幅提升,在節(jié)省實物預拼裝費用的同時,也縮短了整個工程的工期,創(chuàng)造了良好的經(jīng)濟效益。
一個工程的完美呈現(xiàn),需要各單位、各部門、各環(huán)節(jié)的通力合作,從構(gòu)件深化到加工、預拼裝,任何環(huán)節(jié)出現(xiàn)問題,都會對最終結(jié)構(gòu)造成影響,實際工程中往往更多地關(guān)注工廠厚板焊接,而忽略了前期深化設(shè)計優(yōu)化的重要性。對于數(shù)字模擬預拼裝技術(shù),近些年運用得越來越廣泛,也提出了更多的方法[4-6],并逐漸趨于成熟;該技術(shù)使得構(gòu)件最終精度滿足現(xiàn)場安裝需求,對工程工期及質(zhì)量的保證起到了關(guān)鍵作用。
通過對北京大興國際機場南航1號機庫大門桁架復雜節(jié)點的分析研究,結(jié)合工廠加工制造的困難及關(guān)鍵點,從深化設(shè)計—加工制造—數(shù)字預拼裝進行了全過程的闡述,可為后續(xù)工程提供借鑒。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
