平前刀面麻花鉆鉆削碳纖維增強復合材料的試驗研究
2020-08-04 16:20:35許松嶺劉禮平
科技視界 2020年15期
許松嶺 劉禮平
摘 要
本文采用7把不同結構的平前刀面麻花鉆對碳纖維增強復合材料(CFRP)進行了鉆孔試驗,在軸向力和出口分層損傷方面進行了分析,以此研究平前刀面麻花鉆前角的變化對CFRP加工質量的影響。結果表明:平前刀面麻花鉆的軸向力和出口分層因子隨著前角的增大而不斷減小。
關鍵詞
平前刀面麻花鉆;碳纖維增強復合材料;軸向力;分層損傷
中圖分類號: V261 ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼: A
DOI:10.19694/j.cnki.issn2095-2457.2020.15.031
Abstract
In this paper,seven different structured flat rake face drills were used to drill carbon fiber reinforced composite(CFRP).The thrust force and exit delamination damage were analyzed,so as to study the influence of the change of the rake angle on the processing quality of CFRP.The results show that the thrust force and delamination factor at the exit decreased with the increase of rake angle.
Key Words
Flat rake face drill;Carbon fiber reinforced composite;Thrust force; Delamination
0 引言
CFRP具有優良的力學性能,在航空航天等領域具有廣泛的應用[1]。但其鉆削加工時,在切削力的作用下容易產生分層、毛刺、纖維拔出等損傷[2]。
分層損傷是所有加工缺陷中最嚴重的一種,降低了部件的裝配精度[3]。賀虎[4]研究發現軸向力的推擠作用對分層損傷有重要影響。鉆削過程中的軸向力嚴重影響著分層損傷的大小[5]。陳爾濤等[6]對復合材料鉆削過程中的軸向力進行了研究,發現大前角有利于切削,可以減小軸向力。
在CFRP的傳統鉆削加工過程當中,高效的切削刀具對提高CFRP的鉆削質量具有重要影響。本文用平前刀面麻花鉆研究了前角的變化對CFRP加工質量的影響。
1 試驗條件
1.1 實驗材料
試驗采用CFRP層合板作為工件材料,其尺寸為75mm×65mm×6mm,增強體材料是T800型碳纖維,CFRP層合板共鋪設11層,材料的上下兩表層是由0°/90°的纖維相互交織而成的,其內部鋪層方式是[0/45/0/-45/0/-45/0/45/90]。
1.2 試驗刀具
本試驗采用7把直徑為6mm,頂角為118°,螺旋角為30°的平前刀面麻花鉆,其前刀面為平面,每把平前刀面麻花鉆的前角為正值,且固定不變,刀具的前角分別為26°,30°,34°,38°,42°,46°,50°。
1.3 試驗平臺
本試驗平臺包括數控車床、高速主軸、安裝墊板、精密進給平臺、測力傳感器、動態測試儀、計算機等。變頻控制器對高速主軸進行精確控制。軸向力信號的采集通過TST5912E動態測試儀。鉆削完成后,采用光學顯微鏡和電子顯微鏡對加工孔的表面形貌進行觀察。
1.4 分層評定
本文采用傳統分層因子的定義方式,即分層損傷區域的最大直徑和孔的名義直徑(鉆頭的直徑)的比值,則分層因子Fd的表達式為:
Fd=Dmax / D
式中:Dmax為分層損傷區域的最大直徑;D為孔的名義直徑
1.5 試驗方案
本試驗在主軸轉速為4000r/min,進給速度為150mm/min的條件下,用26°、30°、34°、38°、42°、46°、50°平前刀面麻花鉆分別對CFRP層合板進行鉆削。每組參數進行兩次鉆削實驗,實驗數據結果取兩次實驗的平均值。
2 結果與討論
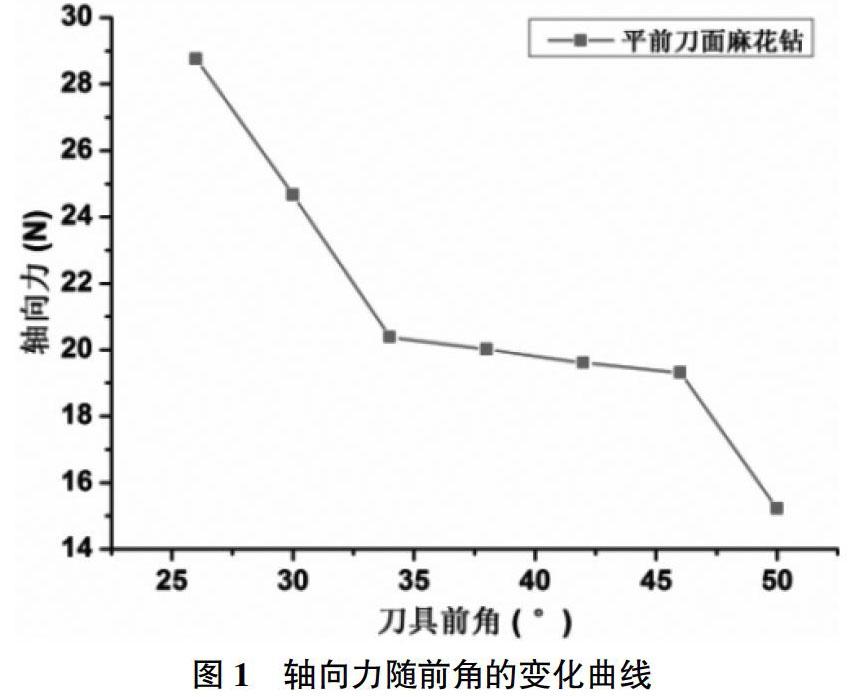
2.1 軸向力分析
在復合材料加工過程當中產生的軸向力對鉆孔質量具有重要影響,復合材料層合板的很多缺陷是由于軸向力過大產生的,減小軸向力可以有效避免分層、撕裂的產生[5]。圖1是平前刀面麻花鉆前角的變化對軸向力影響的圖像,主軸轉速4000r/min,進給速度150mm/min。從圖中可以看出隨著刀具前角的增大,軸向力不斷減小。這主要是因為平前刀面麻花鉆的主切削刃為正前角,可以對材料進行有效的切削,隨著刀具前角的增大,切削刃更加鋒利,在切削CFRP層合板時,材料的變形減小,故軸向力不斷減小[6]。
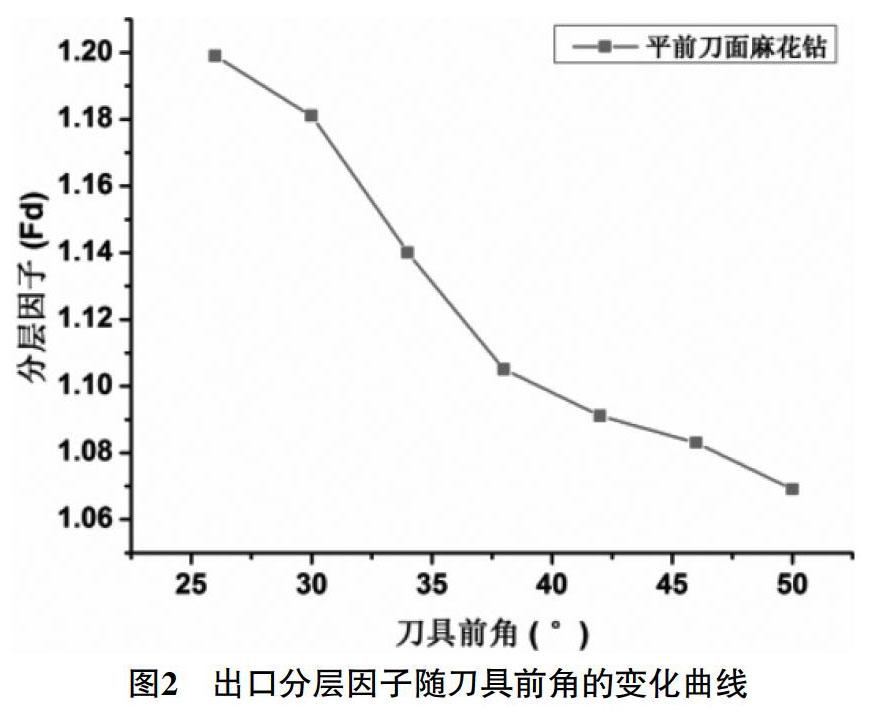
2.2 出口分層分析
圖2是平前刀面麻花鉆前角的變化對出口分層因子影響的圖像,主軸轉速4000r/min,進給速度150mm/min。從圖中可以看出隨著刀具前角的增大,出口分層因子不斷減小。這主要是因為隨著刀具前角的增大,切削刃更加鋒利,有利于對CFRP層合板的切削,致使軸向力不斷減小,故出口分層因子不斷減小[6]。
3 結論
本文在主軸轉速4000r/min,進給速度150mm/min的條件下,用7把不同鉆頭對CFRP層合板進行了鉆削試驗,根據試驗結果得出以下結論。
1)平前刀面麻花鉆的軸向力隨著前角的增大而不斷減小,刀具前角的增大,有利于對CFRP層合板的切削。
2)平前刀面麻花鉆的出口分層因子隨著前角的增大而不斷減小,刀具前角的增大,有利于對CFRP層合板的切削。
致謝:
該項目獲得中央高校基礎科學研究基金(3122019081)資助。
參考文獻
[1]陳德雄,林有希,林華.碳纖維復合材料鉆削加工分層缺陷研究進展[J].工具技術,2016,50(04):3-8.
[2]冷小龍,李鵬南,牛秋林,邱新義,許磊.階梯鉆鉆削碳纖維復合材料的鉆削力及孔質量[J].宇航材料工藝,2018,48(01):89-94.
[3]林盛坤,林有希,林華.碳纖維復合材料鉆削孔分層影響分析[J].工具技術,2015,49(06):30-36.
[4]賀虎.碳纖維復合材料鉆削力與孔質量研究[D].南京航空航天大學,2011.
[5]藺小軍,崔棟鵬,單晨偉,陳璇.C/C復合材料鉆削軸向力研究[J].航空制造技術,2015(15):60-64.
[6]陳爾濤,王景磊,黃樹濤,董坤陽,許立福.刀具前角對SiC_p/Al復合材料切屑形成及切削力的影響研究[J].工具技術,2018,52(08):90-93.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
