自由旋轉曲面工件的壁厚自動測量方法
2020-08-04 10:39:02
無損檢測 2020年7期
(南京理工大學 機械工程學院,南京 210094)
當前,薄壁類旋轉曲面工件大量應用在航空航天、船舶、汽車、醫療等行業中,工件的壁厚決定了整個工件的材料分布,直接影響工件的轉動慣量、抗彎、抗扭等特性,甚至決定了整個工件的工作特性。
壁厚的測量是精密加工質量的保證,測量點位的分布情況、測量點的矢法線方向決定了檢測效果。然而,大部分薄壁類旋轉曲面工件的表面結構復雜、體積大,傳統的檢測方式已無法滿足高精度、大批量的檢測任務。
關節式工業機器人的自由度高、動作靈活,幾乎滿足任何姿態和軌跡的工作,同時動作慣性小、定位精度高;通過集成所需傳感器,即可滿足多種自動化檢測類型的需求。
在薄壁類工件的壁厚測量中,接觸式超聲測厚的指向性好、測量速度快、測量結果準確、精度高、無污染,適用于金屬及非金屬等多種材料,特別是在只有單側裸露工件的壁厚檢測中具有不可替代的作用。因此,接觸式超聲測厚是目前薄壁類工件壁厚測量的主要選擇。
目前,國內在工件壁厚自動化測量方面取得了很大的進展,但大多都是對平板型、管型等簡單工件的檢測;而S型、類球形等變曲率復雜工件則幾乎都是依靠工人手動檢測,工作量大且檢測結果重復性差。
為了實現工件壁厚的自動測量,許多學者對此進行過相關研究。尹鋒等[1]將超聲測厚與車削加工相結合;凌海軍等[2]將激光測徑與超聲測厚相結合。但上述兩種方法只針對均勻管材、結構簡單、表面曲率相同的工件。劉海波等[3]設計了接觸式超聲探頭裝置,并提出接觸測量后的角度補償測量方法,但該方法僅針對圓弧件工件的等間距采樣測厚。
為此,筆者立足于傳統曲面重構方法和自適應布點策略,在六自由度機械臂的基礎上研究了針對薄壁類自由旋轉曲面工件壁厚的自動檢測方法。先對回轉體工件特征曲線重構的原理及方法進行闡述,再對重構的特征曲線自適應布點策略進行研究,最后通過試驗驗證了該方法下壁厚自動測量的可行性。
1 測量原理
自由旋轉曲面工件的壁厚自動測量系統結構示意如圖1所示,為了方便描述,建立了世界坐標系{W},工具坐標系{T},工件坐標系{B}。
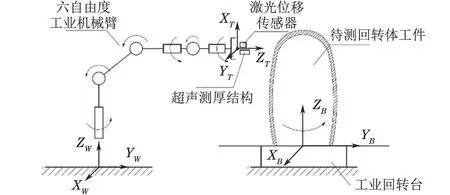
圖1 自由旋轉曲面工件的壁厚自動測量系統結構示意
待測回轉體工件與回轉臺同軸固定,工業機器人先帶動末端的激光位移傳感器,沿著ZB軸對整個回轉體工件進行掃描,得到工件旋轉曲面的輪廓線,即特征曲線。通過機器人末端的軌跡對特征曲線進行補償,并去噪、平滑,從而實現自由曲面工件特征曲線的重構。對特征曲線進行自適應布點,得到測量點的位置、傾角;根據所得布點的位置、傾角,控制工業機器人帶動末端超聲測厚結構,實現該特征曲線上布點的厚度測量,即完成了自由旋轉曲面工件單列的壁厚測量。如需對回轉體工件的其他列進行測量,只需控制工業回轉臺轉動相應角度,進行相同點位的測量即可。
按圖1所示的測厚系統原理,設計了一套自由旋轉曲面工件壁厚自動檢測系統(見圖2),系統主要由以下部分組成:運動控制部分包括六自由度工業機械臂、回轉臺、運動控制卡;測厚主體部分包括激光位移傳感器、微型壓力傳感器、TIME2170高精度超聲波測厚儀,以及耦合、緩沖、曲面自適應貼合等裝置。自由旋轉曲面工件壁厚自動檢測系統的檢測流程如圖3所示。
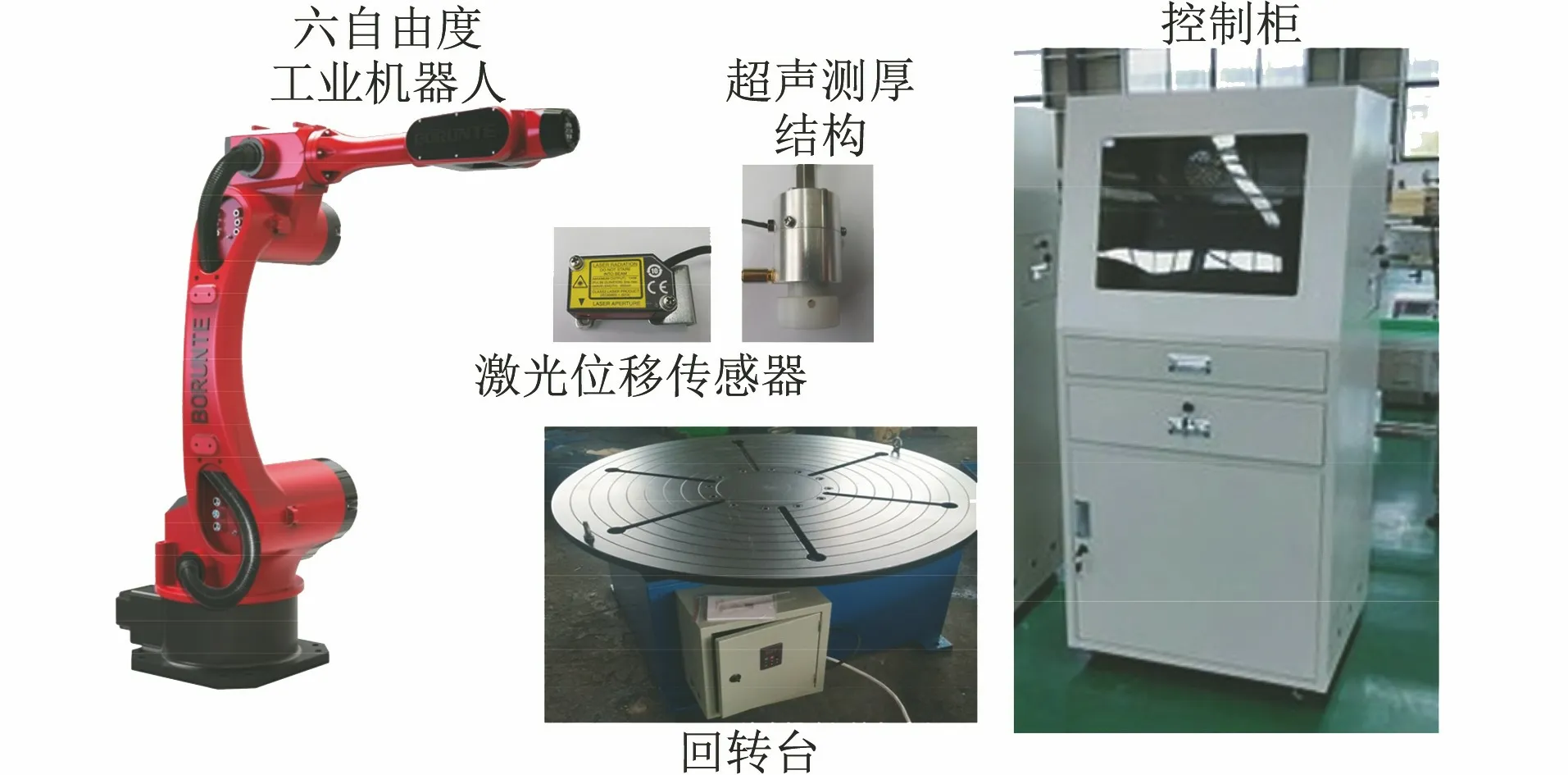
圖2 自由旋轉曲面工件壁厚自動檢測系統實物
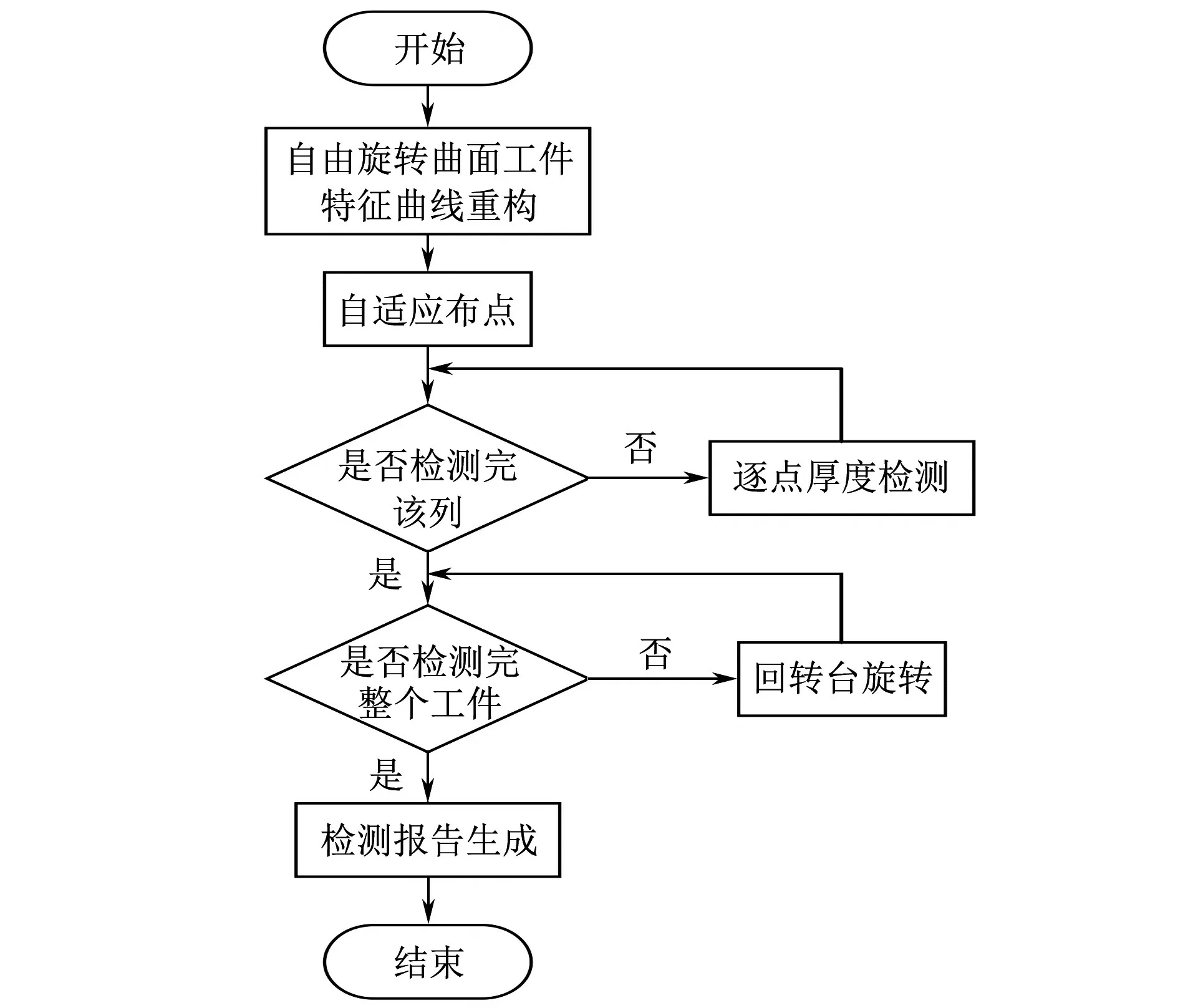
圖3 自由旋轉曲面工件壁厚自動檢測系統的檢測流程
2 特征曲線重構原理及補償
2.1 特征曲線重構原理
使用激光位移傳感器沿著工件回轉軸運動,通過測量激光位移傳感器與工件外表面輪廓的距離實現特征曲線的重構,其原理示意如圖4所示。
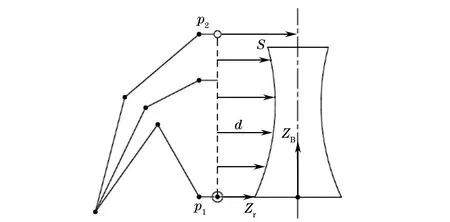
圖4 特征曲線重構原理示意
激光位移傳感器選用松下HG-C1200微型激光位移傳感器:測量中心距為200 mm,采樣頻率為0.6 kHz,檢測精度為3 μm;激光位移傳感器安裝于工業機械臂末端,測量軸與ZT軸重合,調整機械臂末端姿態,使ZT與ZB共面且相互垂直,6自由度機械臂帶動激光位移傳感器保持姿勢直線運動方式,即機械臂末端姿態保持不變。從p1點沿ZB軸正向移動直至激光位移傳感器超出測量范圍。將激光位移傳感器采樣得到的機械臂末端距工件外表面距離d與機械臂末端運動軌跡進行補償,最終得到自由旋轉曲面工件特征曲線S。
2.2 特征曲線重構及補償
與單軸滑臺不同,多自由度機械臂在姿勢直線運動過程中,受多自由度機械臂結構及其運動學算法的影響,機械臂末端不可避免地存在運動速度不一致以及機械臂末端在姿勢直線運動中的跳動問題。這些偏差將直接影響特征曲線的重構,因此有必要先對激光位移傳感器的采樣數據進行補償修正。
文中工業機器人選用6自由度機械臂,該機械臂為關節型6自由度工業機械臂:其中J1,J2,J3為手臂關節編號;J4,J5,J6為手腕關節編號;末端安裝激光位移傳感器,激光位移傳感器測量方向與J6軸線平行。工業機器人參數如表1所示(其中:J為各關節編號;θ范圍為關節變量;d為連桿偏移量;a為連桿長度;α為連桿扭角)。
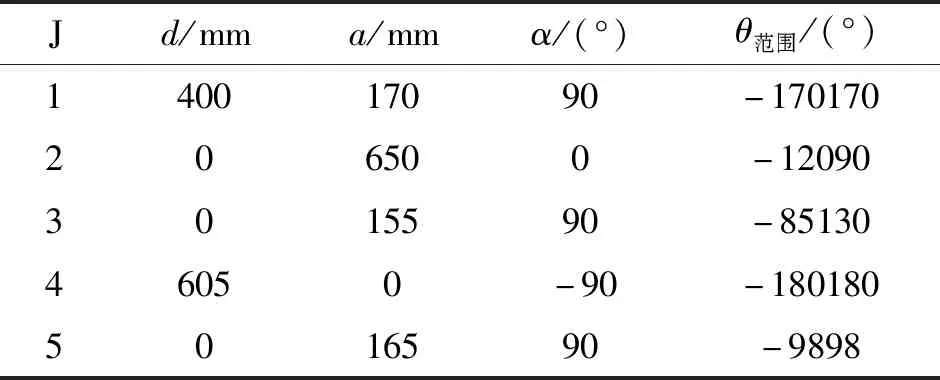
表1 6自由度工業機器人參數
根據機械臂末端的運動情況,對激光位移傳感器的采樣數據進行補償,再通過小波去噪,3次B樣條曲線近似擬合,最終得到特征曲線。
3 特征曲線自適應布點策略
在薄壁類工件的加工過程中,曲率大處的加工難度較大,加工精度相對較低,因此在厚度檢測過程中,往往需要在曲率大處分布較多的檢測點;而對于均勻曲率處的布點可相對較少,且趨于均勻分布。考慮到對各類工件的檢測要求不同,在布點要求上也存在差異,不可盲目地追求高曲率自適應性。參照等矩法布點策略[4-6],對于較為平緩的特征曲線,采用弱自適應度布點策略;對曲率較大的特征曲線,則采用強自適應度的布點策略,根據不同的曲線特性進行布點。
以布單點為例,等矩法布點策略即在AB兩點之間取點O,定義曲線AB對點O的r次矩為

(1)
式中:矩次r控制其曲率自適應度;k(x)為該點的曲率;S(x)為點x至點A的弧長。
(2)
(3)
對于曲線段中所布的任意相鄰3點Oi-1,Oi,Oi+1(i=2,3,4,…,n)都有
(4)
最終通過輪換逼近法求得所有分段點。
按照曲率自適應的布點策略,以sin函數0到π區間為例,i=4,分別進行r為0,4,10的等矩法布點。不難發現,布點隨曲率的自適應性隨r的升高而降低,當r=0時,曲率自適應性強,r=10時,曲率自適應性弱,結果趨于均布,但布點效果均不理想,r為4時的自適應布點效果較為理想,仿真圖如圖5所示。針對不同的自由曲面工件,曲率自適應度和布點數均可根據具體檢測要求而定。
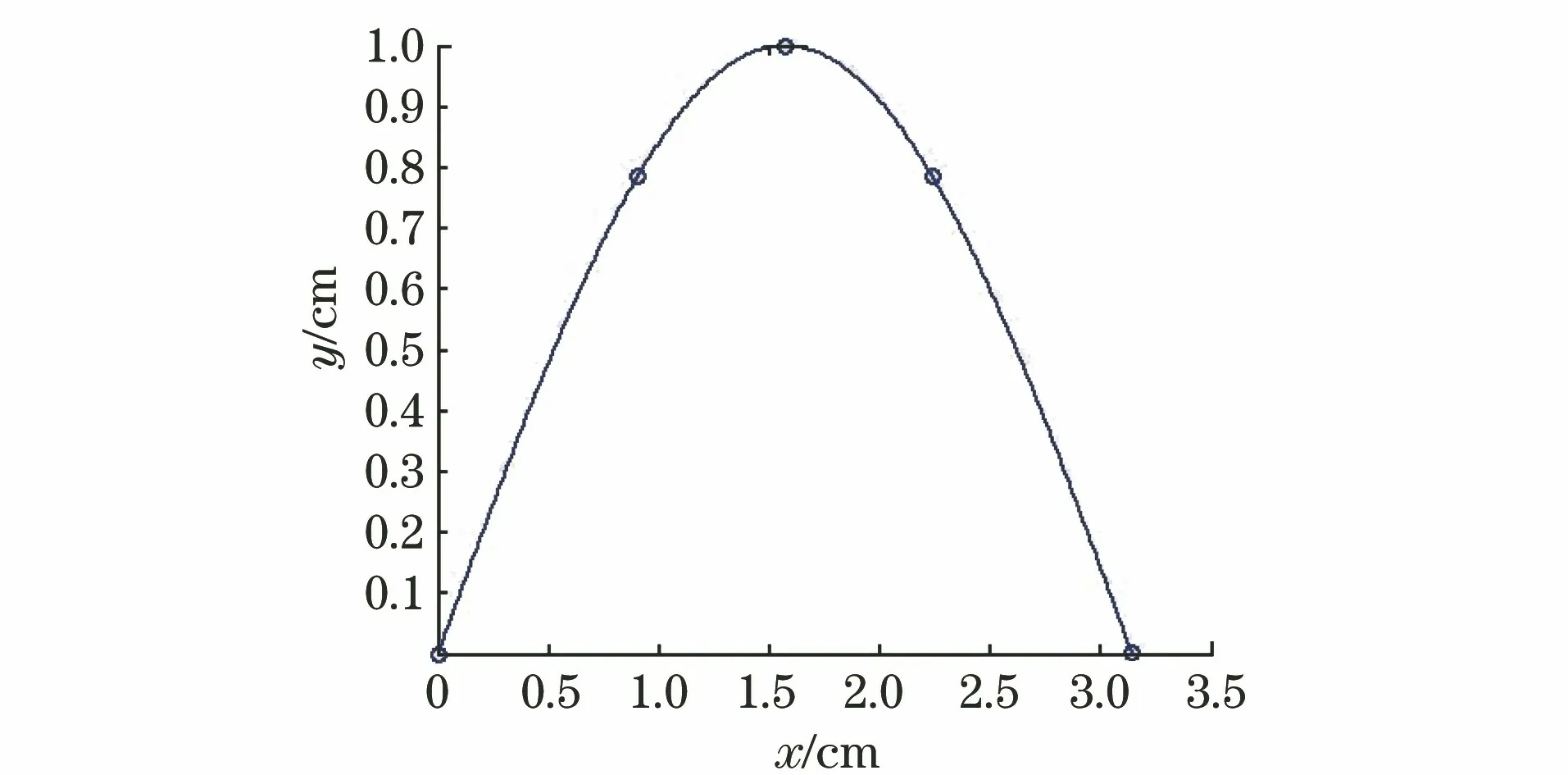
圖5 曲率自適應布點仿真圖
4 試驗過程與分析
4.1 特征曲線的重構及布點試驗
以某型鋁制薄壁類旋轉曲面工件為例,通過機械臂帶動激光位移傳感器對自由曲面工件進行掃描并補償,平滑后得到工件特征曲線(見圖6)。按照工件厚度檢測標準,進行6個檢測點的自適應布點,得到待測點坐標(xi,yi)。布點位置滿足該類型工件厚度的檢測布點標準。通過精度為3 μm的三坐標測量儀測試重構曲線,特征曲線重構誤差如圖7所示。
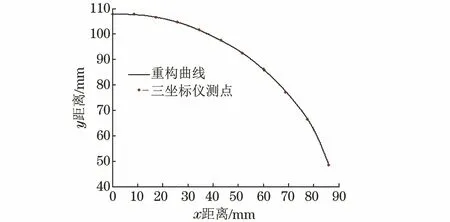
圖6 某型鋁制薄壁類旋轉曲面工件的特征曲線重構
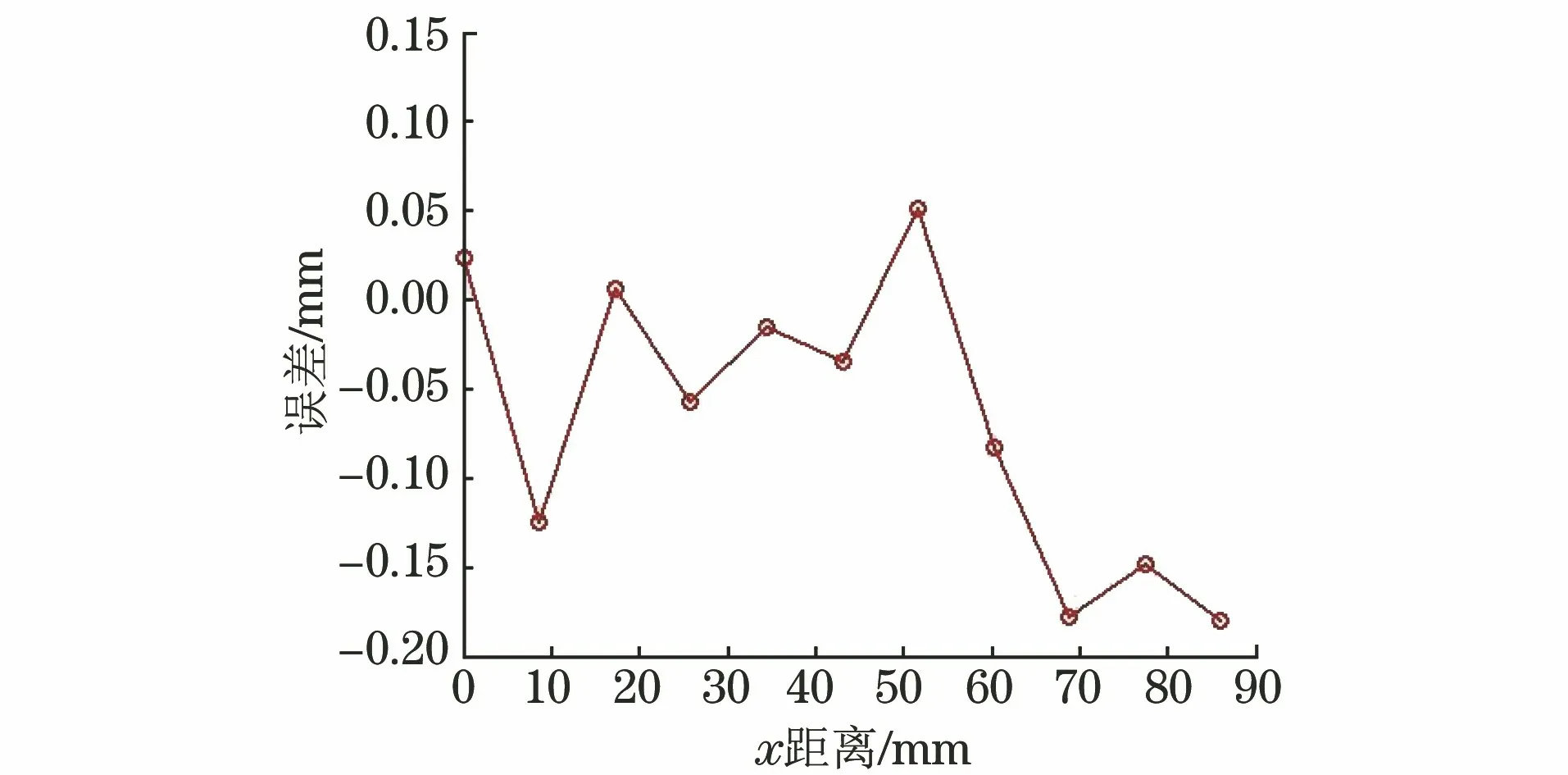
圖7 特征曲線重構誤差
利用激光位移傳感器與機器人配合實現了工件的特征曲線重構,重構曲線尺寸誤差產生原因很多[7],其中主要包括:激光位移傳感器的性能指標;工業機器人多軸串聯聯動,使檢測過程中末端存在微弱姿態調整及跳動;工件表面的粗糙度。
4.2 厚度自動測量試驗
為了消除特征曲線重構中的誤差對后續厚度檢測所造成的影響,在厚度自動檢測過程中,機械臂末端激光位移傳感器、壓力傳感器始終對機器人的位姿進行補償。末端探頭結構設計上采用緩沖、自適應貼合結構,以保證接觸式厚度測量時測量中心始終與測量點法向量重合。
機械臂利用上述特征曲線自適應布點的點位進行自動厚度檢測,得到單列一組4個測點厚度,根據該類型工件檢測需求,回轉臺依次旋轉90°,180°,360°,完成剩余3列測點的厚度測量,共16個點。測量時測厚儀均為耦合良好狀態,回轉臺可控最小轉角為0.1°,精度為0.1°。
具有檢測資格且長期從事超聲厚度檢測的熟練工人利用TIME2170測厚儀,對所有檢測點進行每個點5次的重復有效厚度測量,取平均值,計算測量誤差,結果如表2所示。測厚儀采用15 MHz單晶延時探頭,最高分辨率為0.001 mm,測量范圍可達0.1520 mm。
5 結語
提出了一種自由旋轉曲面工件壁厚的自動檢測方法,利用檢測所需的激光位移傳感器進行回轉體特征曲線重構,研究了針對自由曲面厚度測量的自適應布點法,該布點方法自適應能力強且曲率自適應度可調,滿足壁厚測量的布點需求,最后通過機械臂帶動末端測厚結構實現自由回轉曲面工件壁厚的自動檢測。測厚系統與工件表面自適應貼合效果好,厚度測量耦合成功率達100%,驗證了自動測厚系統替代傳統人工對工件厚度檢測的可行性,為回轉體工件的自動化測厚提供了解決方案。
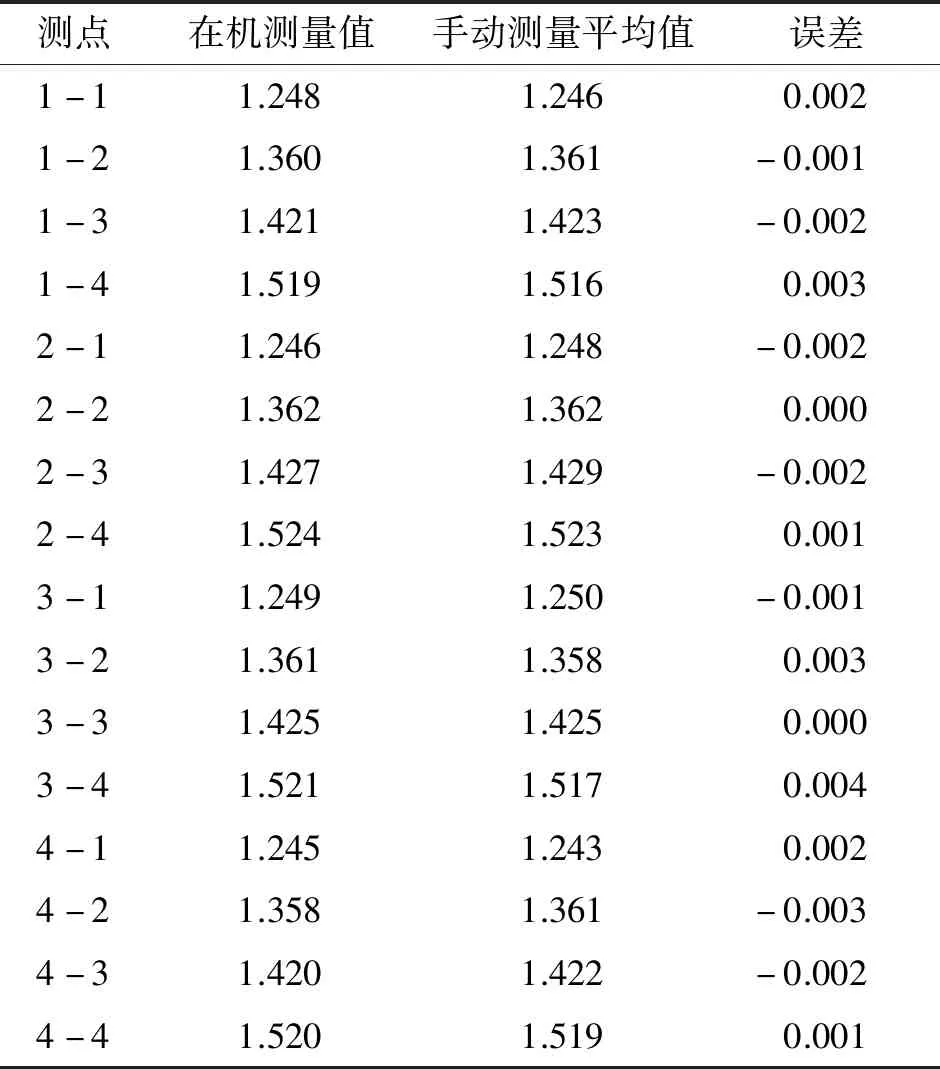
表2 典型回轉件厚度測量結果 mm
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
