奧氏體不銹鋼焊縫超聲衍射時差法檢測的有限元仿真及應用
2020-08-04 10:38:58
無損檢測 2020年7期
(1.寧波市特種設備檢驗研究院,寧波 315048;2.南昌航空大學 無損檢測教育部重點實驗室,南昌 330063)
奧氏體不銹鋼焊縫結構廣泛應用于石油、化工、核電、航空航天等工業領域。由于焊縫接頭常年服役于高溫高壓、腐蝕、沖刷、放射性的惡劣環境中,是完整構件的薄弱區域,為了保障構件的安全運行,需對該區域實施無損檢測[1]。由于焊縫組織較為粗大且各向異性,通常采用低頻橫波脈沖反射法進行無損檢測。然而,常規超聲檢測技術存在定位不準、信噪比低、穿透性差、定量難的問題。特別是常規超聲檢測技術是基于幅度定位的,其幅度衰減及噪聲干擾容易造成定量誤差大。超聲衍射時差法(TOFD)是焊縫無損檢測最有效的方法之一,具有檢測信息豐富、抗噪聲強、效率高、定位定量準確等優勢[2-3]。TOFD檢測技術通過衍射波時差代替脈沖幅度定量缺陷,可避免常規方法中缺陷反射波幅度較低及噪聲干擾對檢測結果的影響。盡管如此,將超聲TOFD檢測技術應用于不銹鋼檢測同樣存在檢測信號衰減過大、信噪比低的問題。目前,超聲TOFD檢測方法主要應用于普通鋼焊縫的檢測中,研究領域包括:檢測信號處理、檢測盲區、檢測圖像分析、缺陷自動識別等[4-6]。超聲波在奧氏體不銹鋼焊縫中傳播的機理研究是提高焊縫超聲TOFD檢測效力的重要基礎,對于優化檢測參數、革新檢測方法、解釋檢測結果具有重要作用。
筆者充分考慮焊縫組織結構的各向異性特征對超聲波束的影響,基于有限元方法建立了奧氏體不銹鋼焊縫的超聲TOFD檢測仿真模型;基于該模型分析了焊縫中超聲波傳播特性,并應用于實際檢測試驗中,提出了檢測探頭的優化布置方法。研究結果顯示:有限元模型可反映超聲波在焊縫中傳播的各向異性特征,包括散射衰減、聲速變化以及聲場扭曲;檢測面的選取對超聲波衰減及散射具有顯著影響,將檢測探頭布置于V型焊縫的根部側可獲得較高的信噪比。
1 焊縫組織結構特征及有限元仿真
1.1 檢測試樣及檢測原理
檢測試樣為0Cr18Ni9Ti奧氏體不銹鋼焊縫,焊接方法為埋弧焊,坡口型式為V型,坡口角為90°,尺寸為300 mm×70 mm×35 mm(長×寬×高),焊縫試樣的幾何結構示意及其金相檢測結果如圖1所示,從金相圖上可清晰觀察到焊縫粗大的柱狀晶垂直于坡口斜面生長,穿過多道焊道后,其生長方向趨于垂直于焊縫表面,其金相檢測結果體現了典型的奧氏體不銹鋼組織的結構特征。
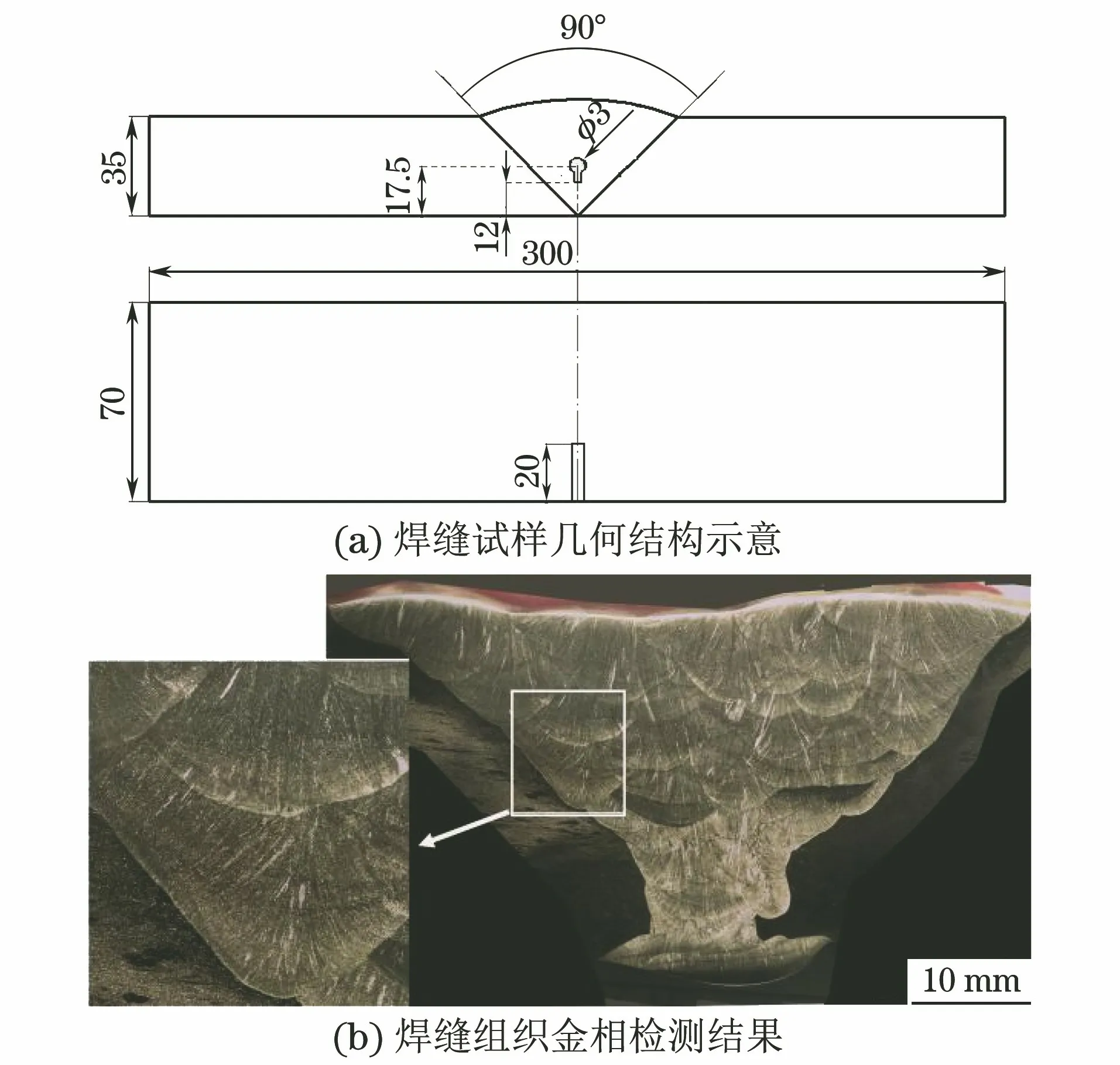
圖1 焊縫試樣的幾何結構示意及其焊縫組織金相檢測結果
超聲TOFD檢測信號的時域特征包括直通波、底波、缺陷衍射波等信號特征,可按式(1)分析各特征信號在時域上的起波位置。

(1)
式中:t為特征信號的到達時間(起波位置);2S為探頭間距;d為目標缺陷深度;c為縱波聲束;t0為探頭延遲時間。
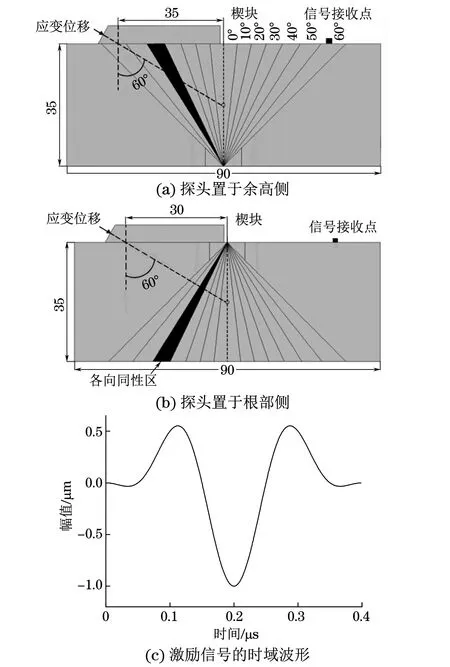
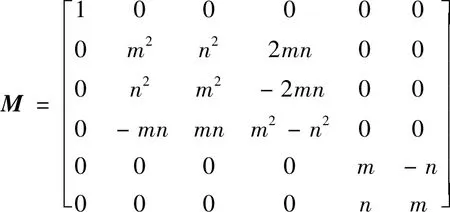
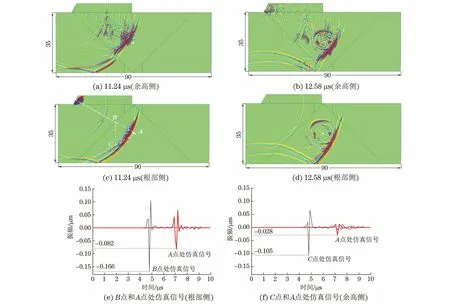
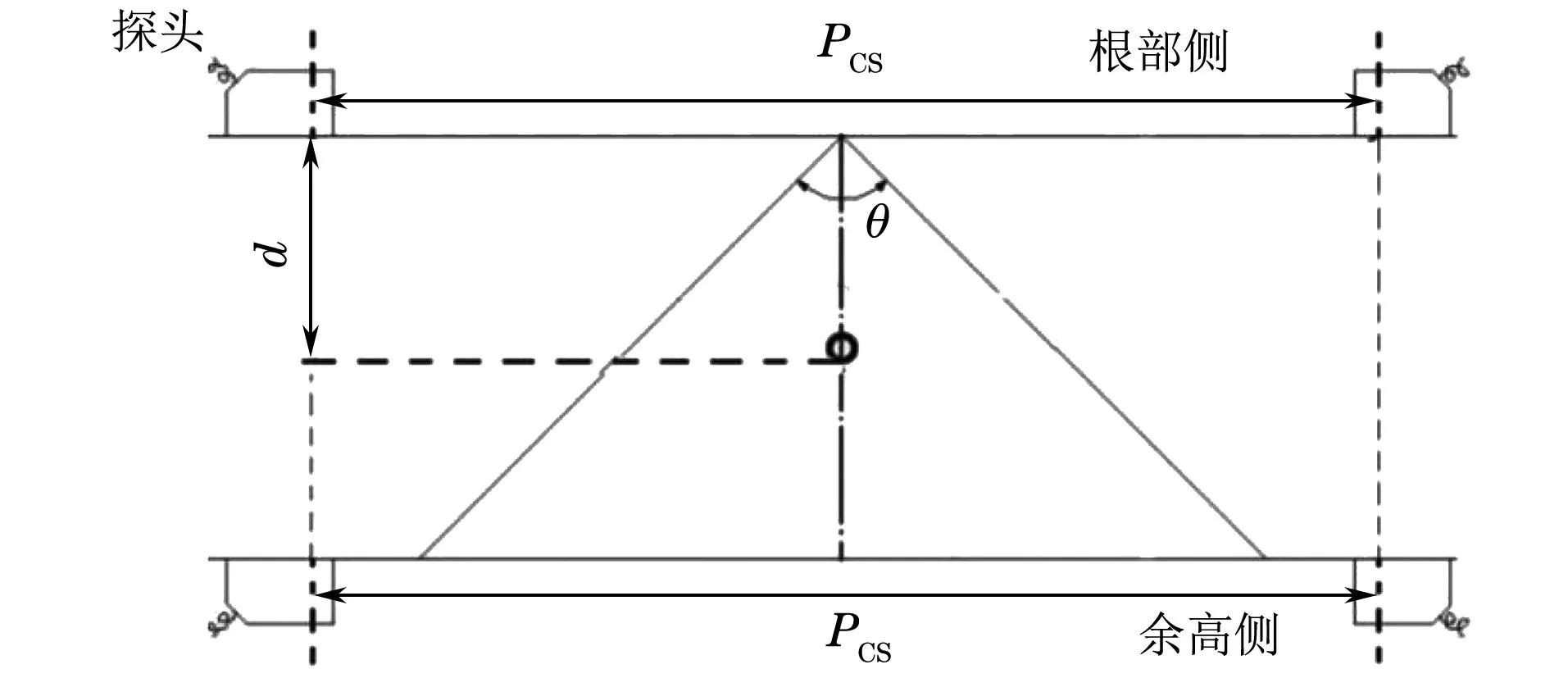
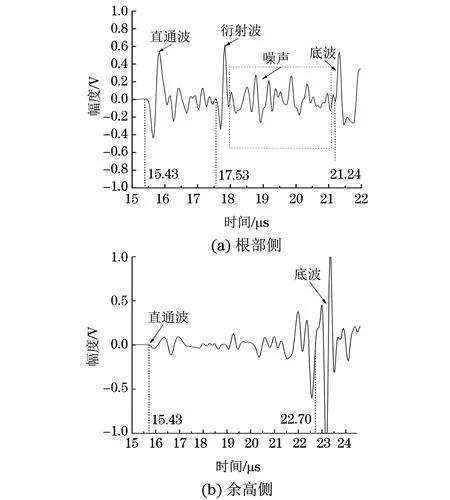
d=0時,t(0,S)為直通波起波位置;d與試樣厚度h相等時,t(h,S)為底波起波位置;0 奧氏體不銹鋼焊縫中粗大的柱狀晶組織與超聲波束的相互作用非常復雜,通過解析方法很難計算焊縫中的檢測聲場,有限元方法是復雜結構中聲波傳播分析的有效工具。因此,研究基于有限元方法直觀分析了焊縫超聲TOFD檢測中的聲波傳播特性,揭示了焊縫組織結構與超聲檢測聲場的相互作用機理。 通過深入觀察焊縫的金相組織結構可知,柱狀晶在焊縫截面的較大區域內幾乎保持同樣的方向;而在焊縫延伸方向上,柱狀晶方向不發生傾斜,焊縫組織在焊縫延伸方向有很好的重復性。因此,盡管奧氏體不銹鋼焊縫為非均勻正交各向異性介質,可將焊縫模型簡化為區域(而非晶粒)各向異性的二維模型,并設置焊縫中各區域的彈性常數。焊縫TOFD檢測的有限元模型及位移激勵信號如圖2所示,奧氏體不銹鋼焊縫的有限元模型采用二維建模方式,焊縫厚度為35 mm,開90°V型坡口,焊縫中心模擬缺陷為直徑1 mm的橫孔。焊縫各向異性結構由各向同性區域組成,各區域由以根部為交點的直線隔開,晶粒取向為-60°~ 60°,每隔10°漸變,共14個各向同性區域。為了分析檢測面及超聲聲束入射方向對超聲傳播特性的影響,探頭共采用兩種布置方式:方式1為兩探頭布置于焊縫余高側[見圖2(a)],方式2為兩探頭布置于焊縫根部側[見圖2(b)]。為了簡化探頭發射超聲波模擬方式,在有限元模型中并未建立壓電晶片的實體模型,而通過直接在楔塊上施加1周期、5 MHz的交變位移來模擬中心頻率為5 MHz的晶片振動,交變位移在楔塊上的作用長度為6 mm,該交變位移為1周期、5 MHz 的加漢寧窗時域信號。對探頭楔塊建模,使其能以折射角60°入射至模擬橫孔; 為了使得主聲束覆蓋橫孔,設置探頭間距PCS(發射探頭入射點到接收點的距離)為60 mm;模型網格的尺寸設置為波長的1/10。 圖2 焊縫TOFD檢測的有限元模型及位移激勵信號 上述有限元模型將焊縫結構劃分成了多個均勻的各向異性區域,每個區域只有晶粒取向的不同。各區域介質在正常晶體坐標系下的彈性常數都是相同的,但在各向異性焊縫結構建模時,由于有限元實際建模時對整個焊縫采用了統一的坐標系,該坐標系與各區域正常晶體坐標系并不相同,相當于正常晶體坐標系繞原點轉了一定角度,不同的各向同性區域具有不同的角度,即形成了焊縫的各向異性特征。對于各區域而言,新坐標系相當于正常晶體坐標系繞x軸旋轉了φ角,φ表示區域晶粒方向與豎直方向的夾角。晶粒旋轉后的彈性常數矩陣C′可表示為 C′=MCMT (2) (3) 式中:M為各向異性介質的彈性常數轉換矩陣;C為奧氏體不銹鋼焊縫(正交各向異性介質)的彈性常數矩陣,m=cosφ,n=sinφ。 根據式(2)(3)及各向異性區域的φ角,可求出任意各向異性區域的彈性常數矩陣,在有限元模型中可設置各區域彈性常數矩陣。 TOFD檢測的仿真聲場及信號如圖3所示,圖3(a),3(b)為探頭置于余高側時在焊縫中形成的仿真聲場,圖3(c),3(d)為探頭置于根部時在焊縫中形成的仿真聲場。如圖3(a)所示,探頭從余高側發出的超聲縱波在11.24 μs時傳播至橫孔附近,此過程中出現嚴重的超聲波散射,且波前發生扭曲;相較而言,從根部側發出的超聲縱波在11.24 μs時也傳播至橫孔附近,但散射較弱且波前未發生明顯扭曲。圖3(b)顯示余高側發出的縱波在12.58 μs時穿過橫孔,并在橫孔周圍形成衍射波,衍射波以橫孔為中心向外輻射,且向余高側輻射時受到的晶粒散射更為嚴重;從根部側發出的縱波同樣在12.58 μs時穿過橫孔,并在橫孔周圍形成衍射波,衍射波由橫孔向外輻射,且在向余高側輻射時受到的晶粒散射更為嚴重;整體上看探頭布置于根部側的衍射波幅度較從余高側入射時的更大。為了進一步分析焊縫中超聲波傳播的各向異性特征,分別提取了兩種探頭布置方式下焊縫中主聲束方向上(與法線方向的夾角為60°的聲波傳播方向)相等聲程的超聲波仿真信號;探頭布置在根部側時提取A點和B點信號,探頭布置在焊縫余高側時分別提取C點和A點信號,如圖3(c)所示。由圖3(e)和3(f)可知:探頭布置于焊縫根部側時,A點信號降低至B點信號的27%;當探頭布置于焊縫余高側時,A點信號降低至B點信號的49%。因此,各向異性焊縫對于不同入射方向的檢測聲束的散射和衰減特性是不同的,當檢測聲束從余高側入射時,晶粒散射非常嚴重、衰減很大、聲束扭曲;而當檢測聲束從根部側入射時,晶粒散射幾乎觀察不到、衰減較小。結合焊縫金相圖可知,當檢測聲束與柱狀晶生長方向成較小夾角時,聲束的散射、衰減、扭曲較小。此外,需要注意的是:從余高側檢測時,聲波幾乎全部在焊縫中傳播,超聲波散射衰減更為嚴重;而當探頭布置于根部側時,超聲波只在較小范圍內的焊縫中傳播,所受到的焊縫散射及衰減影響更小。 從有限元模型中分別提取余高側和根部側檢測的超聲TOFD檢測信號,仿真信號如圖4所示。由圖4(a)可知,從根部側提取的信號可分辨明顯的缺陷衍射波信號,根據式(2)(3)可知,17.25 μs處的檢測脈沖為17.5 mm的橫孔的衍射波,直通波和底波分別位于15.44 μs和20.63 μs;而由圖4(b)可知,從余高處提取的信號中無法分辨衍射波信號,可分辨直通波信號,但其幅度較低,在直通波和底波之前存在散射波信號。進一步觀察可知,根部側檢測的直通波與底波時差小于余高側檢測的,說明在焊縫介質中從根部入射的超聲波聲速大于從余高側入射的超聲波聲速。 圖3 TOFD檢測的仿真聲場及信號 圖4 余高側和根部側TOFD檢測仿真信號 圖5 探頭布置方法示意 按上述有限元模型布置探頭開展試驗,探頭布置方法示意如圖5所示。由圖5可知,兩探頭相對于焊縫中心線對稱布置,探頭中心頻率為5 MHz,晶片直徑為6 mm,楔塊與不銹鋼界面的超聲波折射角為60°,探頭前沿實測值為8 mm,探頭PCS設置為60 mm。兩探頭分別布置于焊縫根部側和余高側,檢測參數與有限元模型一致,并提取檢測信號。 與有限元模擬一致,設置PCS=60 mm,實測探頭延時2t0=5.2 μs,縱波聲速c=5 850 m·s-1。從焊縫根部側和余高側提取的檢測信號如圖6所示。由式(1)可知,直通波位于15.45 μs(實測值為15.43 μs,模擬值為15.44 μs),缺陷波位于17.34 μs(實測值為17.53 μs,模擬值為17.25 μs),底波位于 20.96 μs(實測值為21.24 μs,模擬值為20.63 μs)。計算值、實測值與模擬值基本一致,有限元模擬結果更接近于式(1)的計算值,如圖6(a)所示。然而,在余高側提取的檢測信號中只能分辨出直通波信號和底波信號,如圖6(b)所示。綜上所述,有限元模擬的時域信號特征與試驗結果相同,仿真模型所反映的超聲波在焊縫中傳播的各向異性特征與檢測試驗結果一致,均表現為:TOFD檢測聲束從焊縫根部側入射時具有較小的散射和衰減;從焊縫根部側入射和提取的TOFD檢測信號中可分辨缺陷衍射波特征信號,而余高側檢測則無法觀察到缺陷的衍射波特征信號;此外,有限元模型和檢測試驗均顯示檢測聲束從焊縫根部入射具有較高的聲速。 圖6 從焊縫根部側和余高側提取的檢測信號 (1) 建立了奧氏體不銹鋼焊縫的超聲TOFD檢測模型,該模型可反映超聲波在各向異性材料中的散射、衰減、聲場扭曲等各向異性特征。 (2) 通過試驗方法,進一步證明了有限元模型的實用性,該模型可成為檢測方案制定、試驗結果分析的依據。 (3) 在對奧氏體不銹鋼V型焊縫進行超聲TOFD檢測時,應優先考慮將探頭布置于焊縫根部,此時超聲波穿過的焊縫組區域較小,在焊縫中傳播的散射衰減、聲場扭曲較小,可提取到有效的焊縫缺陷衍射波信號。1.2 有限元建模
2 模擬結果及試驗過程
2.1 模擬結果

2.2 試驗過程
3 結語
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
