大型雙曲率蒙皮拉伸模高效數(shù)控加工技術(shù)
2020-08-03 02:17:10鎖聰
模具制造 2020年6期
鎖 聰
沈陽飛機工業(yè)(集團)有限公司(遼寧沈陽 110034)
1 引言
蒙皮是構(gòu)成飛機理論外形的外層零件,隨著各類飛機的不斷更新?lián)Q代,蒙皮零件的設(shè)計也朝著一體化、大型化的趨勢發(fā)展,大型民用飛機的蒙皮外廓尺寸已可達到10米以上。在飛機研制階段,飛機設(shè)計一般處于反復(fù)迭代、不斷優(yōu)化的過程,而隨著計算機信息技術(shù)的飛速發(fā)展和三維數(shù)字化產(chǎn)品定義在飛機設(shè)計中的廣泛應(yīng)用,對新型飛機蒙皮零件的研制也提出了更高的要求。
飛機蒙皮類零件外廓尺寸各異,外形曲率復(fù)雜,單件產(chǎn)品單機需求量低,整體呈現(xiàn)出多品種、小批量的生產(chǎn)趨勢。從蒙皮制造的角度來說,最優(yōu)質(zhì)的成形方法就是拉伸成形,幾乎所有的鋁合金蒙皮都可以通過這種工藝制造。拉伸成形以蒙皮理論數(shù)模為基礎(chǔ),設(shè)計制造專用拉伸模,以有限元仿真優(yōu)化后的拉形軌跡代碼為依據(jù)進行蒙皮拉伸,以數(shù)控加工的拉伸模為依據(jù)進行蒙皮檢驗。從上述可知,蒙皮零件生產(chǎn)的最關(guān)鍵因素就是拉伸模,由于成形工藝的特殊性,每項蒙皮零件均需要一套實體模具,其制造所耗工時約占零件整體研制周期的60%~80%。因此,為了滿足現(xiàn)代飛機高精度、低成本、短周期的研制需求,需要研究一種優(yōu)質(zhì)高效的加工技術(shù),實現(xiàn)大型蒙皮拉伸模的高效加工。
2 模具分析
為了保證蒙皮零件的成形精度,拉伸模需具備足夠的沖擊韌性,模具材料選取合金結(jié)構(gòu)鋼,材料牌號為25CrNiMo。拉伸模依據(jù)蒙皮零件三維數(shù)據(jù)集設(shè)計,整體結(jié)構(gòu)形式為凸模,外觀類似馬鞍形,整體外廓尺寸較大,達到了4,600×1,950×500mm。針對最重要的模具工作型面,則依據(jù)蒙皮外表面設(shè)計,與飛機理論氣動外形保持一致,為復(fù)雜雙曲面。考慮到模具形狀復(fù)雜,體積龐大,在對比了多種毛坯制備方式之后,決定采用鑄造的方式制備模具毛坯。由于模具尺寸較大,整體鑄造十分困難,故將模具從中間部位一分為二,采取分段鑄造的形式形成模具毛坯,之后采用焊接的方式進行連接,待焊接牢固后,再進行工作型面的整體加工。為了保證蒙皮零件在拉伸過程中的制造精度,加工后的型面不允許有氣孔、夾雜、裂紋等鑄造缺陷,加工公差為-0.2~+0.1mm,表面粗糙度值不大于Ra1.6μm。
3 加工方案
3.1 粗加工
在粗加工階段,主要追求單位時間內(nèi)的金屬材料去除率,即以最快的速度、最短的時間去除毛坯表面的多余材料,為半精加工做好準(zhǔn)備,基本形成半精加工所需要的幾何輪廓。一般來講,粗加工對于表面質(zhì)量和輪廓精度并沒有太高要求,重要的是保證機床在工作過程中保持平穩(wěn)的切削狀態(tài),避免切削方向和載荷發(fā)生急劇變化。
鑄造毛坯的工作型面理論余量為25mm,但由于鑄件整體尺寸較大,工藝流程復(fù)雜,鑄造之后又進行了焊接、熱處理等多道工序,鑄件毛坯發(fā)生了一定程度的變形,鑄造實物與理論數(shù)模有較大偏差。對鑄造毛坯進行實際測量,發(fā)現(xiàn)毛坯余量嚴(yán)重不均,若想加工出全部工作型面,大約需去除余量40mm,遠超預(yù)期,如何提升粗加工效率也就成為了提升整體加工效率的關(guān)鍵。
一般來講,復(fù)雜雙曲面的加工選用球頭銑刀進行行切加工,但由于此模具材料硬度較高,尺寸較大,余量不均,若仍采用這種方式,將極大地耗費加工時間。為了縮短粗加工周期,提升加工效率,擬選用五坐標(biāo)數(shù)控加工中心進行加工,摒棄以往的粗加工方式,選用立銑刀進行5軸聯(lián)動的切削方式,盡量減少粗加工時間。在粗加工過程中,刀具軸線角度時時變化,始終與模具型面接觸點的法向保持一致,刀具軌跡示意圖如圖1所示。這種隨形加工的方式極大地提高了加工效率,減少了空走刀時間,此外還降低了對刀具的長度要求,提高了切削系統(tǒng)的整體剛性。
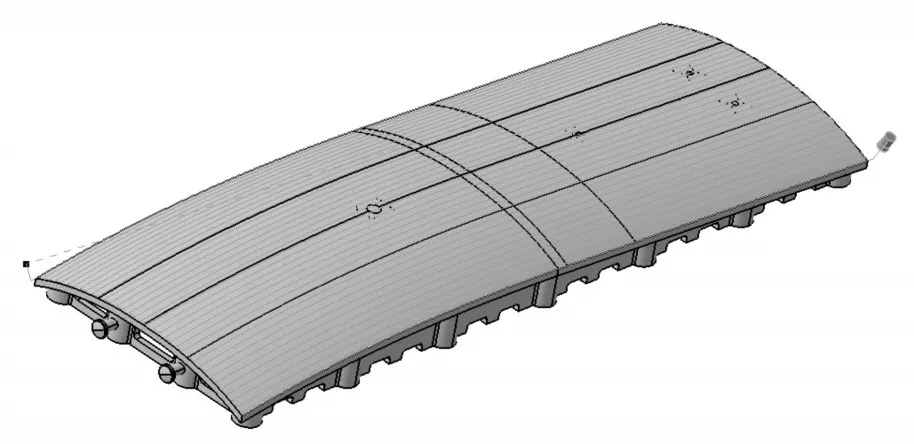
圖1 粗加工刀具軌跡
考慮到模具余量較大,并結(jié)合粗加工階段的切削特點,故選取直徑較大的刀具進行粗加工。選取φ63mm快進給銑刀刀體,配以可轉(zhuǎn)位快進給銑刀刀片,進行粗加工,每個刀片可轉(zhuǎn)位3次。依據(jù)“淺切快跑”的原則,切削深度每層0.5mm,盡可能地提升切削速度,以進給速度的加快彌補切削深度的不足。而在切削寬度方面,則要充分發(fā)揮大直徑刀具的優(yōu)勢,在刀具可承受范圍內(nèi)盡量加大切削寬度,一般選取刀具直徑的70%~80%,本次粗加工選取的切削寬度為45mm。
3.2 半精加工
在半精加工階段,主要目的是使模具加工表面的形狀平整,同時去除局部區(qū)域粗加工后的較大殘留,保證工作型面余量均勻,為后續(xù)精加工的高速銑削做好準(zhǔn)備。半精加工應(yīng)沿著粗加工后的輪廓形狀進行加工,以使切削過程穩(wěn)定,減少切削力波動對刀具的不良影響。此外,在半精加工過程中,應(yīng)避免頻繁的進、退刀,盡量保證切削過程的連續(xù)性。
模具的半精加工選用球頭銑刀,采用固定擺角的方式進行行切加工。綜合考慮加工效率和表面精度的問題,合理選擇半精加工切削用量,軸向去除量一般為0.3~0.5mm,徑向行切步距一般為1~2mm。但由于模具整體尺寸較大,材料本身硬度較高,粗加工后局部余量大,若采用這種切削方式,無法高效的完成半精加工。
基于上述情況,決定在半精加工中不采用傳統(tǒng)的方式,仍然采用5軸聯(lián)動的加工方式。在走刀形式上與粗加工一致,而刀具直徑及切削寬度略有減小。選取φ40mm快進給銑刀刀體,配以快進給銑刀刀片進行半精加工,切削寬度設(shè)置為10mm。這種切削方式,既可以節(jié)省大量加工時間,又可以滿足半精加工的表面精度要求。通過估算,這種半精加工方式相對于傳統(tǒng)方式效率提升了10倍,極大地縮短了模具的整體制造周期。
3.3 精加工
精加工在整個模具加工過程中尤為重要,既要考慮模具的加工精度和表面粗糙度,又要考慮加工效率,縮短加工周期。一般來講,在精加工過程中,均采用較高的切削速度,在高速切削過程中,受機床加速度的限制,急停或者急動都會影響表面精度。
在精加工過程中,刀具軌跡的設(shè)置、刀具切入和切出的方式等都要遵循高速切削加工的基本原則,盡量減少刀具的急速換向,選擇單一路徑切削模式進行加工,切削過程和刀具路徑保持連續(xù),盡量減少刀具的切入切出次數(shù),以獲得相對穩(wěn)定的切削過程。
在本次精加工過程中,選用φ32R16mm球頭銑刀進行,采用固定角度行切的方式,沿模具長度方向往復(fù)運動,完成加工。在半精加工之后,模具工作型面表面留有余量0.3mm,綜合考慮加工效率及表面質(zhì)量,選擇精加工行切步距0.3mm,加工完成后理論的表面殘余高度應(yīng)小于0.01mm,經(jīng)過簡單拋光處理后即可達到使用要求。
4 仿真檢查
大型模具鑄造成本高昂,且在精加工過程中速度較高,若發(fā)生撞刀、過切等意外情況,將對機床、產(chǎn)品和刀具產(chǎn)生災(zāi)難性的后果。因此,有必要針對編制好的數(shù)控加工程序進行仿真檢查,避免意外情況的發(fā)生。
VERICUT是一種數(shù)控加工專用仿真軟件,采用先進的三維顯示及虛擬現(xiàn)實技術(shù),對數(shù)控加工過程進行真實模擬,比傳統(tǒng)意義上的刀路軌跡仿真更接近于實際加工情況。它可以取代傳統(tǒng)的切削試驗,真實模擬加工過程中零件、夾具、工作臺、機床及刀具切削的實際情況,不僅可以對機床運動狀態(tài)進行仿真,還能夠?qū)?shù)控加工程序進行驗證、優(yōu)化,幫助編程人員修正編程錯誤,該軟件已經(jīng)成為提高數(shù)控加工質(zhì)量的高效工具。
VERICUT系統(tǒng)環(huán)境下實現(xiàn)數(shù)控加工過程的仿真,通過以下3個步驟實現(xiàn):①建立機床的幾何模型和運動學(xué)模型;②建立仿真過程所需相關(guān)信息,包括零件模型、毛坯模型、刀具幾何模型、數(shù)控加工程序等;③配置仿真過程相應(yīng)參數(shù),進行數(shù)控加工過程的仿真及仿真后處理分析。
按照上述步驟對模具加工過程進行仿真,對數(shù)控加工程序進行切傷及殘余檢驗,通過軟件參數(shù)的設(shè)定,切傷及殘余可以用不同顏色顯示出來。VERICUT仿真可以使用前置程序,也可以使用后置程序,在本次仿真時使用后置程序,保證仿真程序與最終加工程序一致,避免中間環(huán)節(jié)錯誤導(dǎo)致意外情況發(fā)生。依據(jù)仿真結(jié)果,不斷修改完善數(shù)控加工程序,直至沒有切傷及殘余發(fā)生,VERICUT仿真結(jié)果如圖2所示。
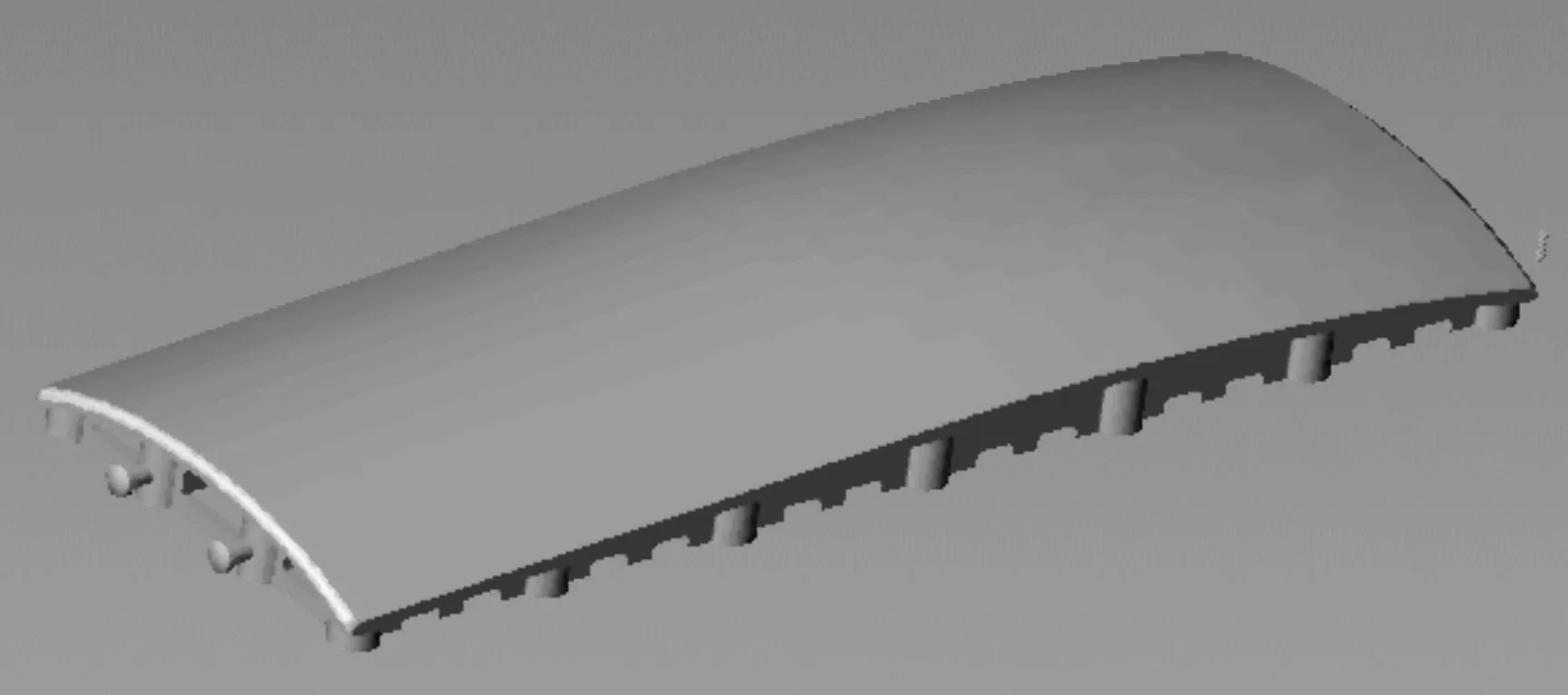
圖2 VERICUT加工仿真
5 結(jié)論
設(shè)計了一種優(yōu)質(zhì)高效的大型鑄鋼模具數(shù)控加工工藝,采用5軸聯(lián)動的方式進行粗加工,提升加工效率,采用合適的切削用量進行精加工,保證模具工作型面質(zhì)量。通過VERICUT軟件對數(shù)控加工程序進行仿真,避免加工過程中意外情況的發(fā)生。最后,使用大型五坐標(biāo)數(shù)控加工中心對模具進行了實際加工,加工效率相比于傳統(tǒng)方式提升了30%左右,模具工作型面質(zhì)量良好,完全符合使用要求。切削結(jié)果表明,該工藝方案可以完成大型蒙皮拉伸模的數(shù)控加工,加工效果良好,具有相似結(jié)構(gòu)的模具均可以使用此種數(shù)控加工工藝完成加工。
