一種無臺車造型生產線的設計及應用
2020-08-02 09:14:34畢玲霞
中國鑄造裝備與技術 2020年4期
畢玲霞
(濟南安索機械工程有限公司,山東濟南 250022)
全自動鑄造靜壓造型生產線主要由靜壓造型機、澆鑄線、冷卻線、鑄型輸送系統及電控、液壓、氣動系統組成,實現了從送砂、造型、澆鑄到冷卻的全自動控制,提高了生產效率,大大減低了人工成本。而在整個造型線的生產過程中,砂箱臺車是非常關鍵的,它是鑄件形成和運動必不可少的裝置。
砂箱是型腔和鑄件形成的框體,而臺車是承載砂箱運動過程中的裝置。傳統的造型線,砂箱臺車是必不可少的,而且數量根據鑄件的冷卻時間和冷卻軌道的長度數量而定,一般都在一兩百甚至幾百套不等。由于砂箱臺車是鑄件,而且結構相對比較復雜,所以成本及加工費用比較高,這使得整個造型線成本很高,而且生產過程中故障率也相對比較大。為了解決這種問題,應市場及客戶要求我們設計了一種無臺車造型生產線且已經投入生產應用中。
下面以實正項目為例詳細介紹一下這種鑄造生產線的設計及應用。
1 主要技術參數
(1)砂箱內尺寸:960mm×960mm×150/200mm;
(2)設計生產率:150 整型/小時;
(3)下芯工位數:6 個;
(4)有效澆注工位:12 個;
(5)冷卻段:2 段;
(6)供氣壓力:≥0.55MPa;
(7)造型線工作時噪音不超過85dBA(落砂機部份需特殊隔音處理);
(8)造型機參數:在吃砂量不小于65mm 的條件下,分型面平均硬度≥90GF;型腔水平面平均硬度≥90GF;型腔垂直面平均硬度≥85GF;在同一表面測量的硬度偏差≤5GF;合箱錯型量≤0.3mm;鑄型的成品率≥98%。
2 設備的主要構成及功能
如圖1 所示,這種無臺車造型線是以雙工位造型機為核心,配以其他相關輔機設備,組成的一條較先進的造型自動生產線。主要組成設備包括:雙工位造型主機、分箱機、內壁清理機、造型翻轉機、銑澆口機、上箱翻轉機、合箱機、兩端轉運車、砂箱、造型滾道、澆鑄滾道、冷卻滾道,另外還有推送緩沖機構以及液壓系統和電氣系統等。
2.1 工藝過程
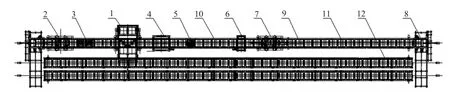
圖1 無臺車造型線
全線有多臺套機械、電控、液壓設備及砂箱組成,分落砂、造型、下芯、澆注、冷卻五個區段,含落砂、分箱、箱面及內壁清掃、造型、翻轉、銑澆口、合箱、緊箱鉤、鑄型冷卻等諸工序[1]。
工作流程有:手動、單機自動、自動、不造型、不加砂、不落砂、冷卻道選擇等多種工作制度。全線的工藝流程如下:
(1)澆注后經過冷卻的鑄型進入翻轉機上的捅箱裝置捅箱,砂胎落至落砂機,空箱由推送機構推入下一個工序,準備造型。
(2)分上箱及提下箱均由分箱機完成。分箱后上、下箱分別被提升至造型段邊輥架上。提升缸由比例閥控制,配有接近開關檢測位置。
(3)上下箱面及走軌面的清掃在邊輥架上砂箱前進過程中進行,另設有砂箱內壁清掃機清理砂箱內壁,以確保無掉砂,使造型機正常工作。
(4)邊輥架的驅動裝置將空砂箱送入造型機的造型工位,(一次推一個上砂箱和一個下砂箱),工作臺舉升缸上升接箱及余砂框,型板砂箱壓實過程中加砂,同時清掃充砂框上平面,進壓實工位后主動多觸頭下降壓實,壓實后退回起模工位。起模在舉升缸回程時進行。上下型由雙工位主機同時造型。
(5)造好的型被推出,上、下箱經雙箱翻箱機翻箱,而后在刮砂裝置工位刮去浮砂。砂箱在邊輥架上繼續前進。
(6)銑澆口機銑澆口(并預留一個鉆氣孔工位,以便將來需要時可再上一套鉆氣孔機)。
(7)下芯由人工進行。
(8)在邊輥架的末端上箱由上箱翻箱機重新翻轉。然后進入合箱機合箱。合好的砂箱推送至澆注段。砂箱上有箱鉤,在合箱后被打緊。
(9)澆鑄后的鑄型被轉運車送到冷卻道冷卻。以此類推,進入下一個循環。
2.2 有無臺車造型線的區別
以上為整條生產線的機構組成及工藝流程,下面針對無臺車造型線與以往的有臺車造型線從結構和功能上做一個詳細的對比。有無臺車造型線最大的區別在于,有臺車的造型線在澆鑄段和冷卻段推送和行走的是臺車以及臺車上的砂箱,而無臺車的造型線在澆鑄段和冷卻段推送和行走的只有砂箱,沒有臺車。臺車的作用除了承載砂箱運轉外還有防止砂箱澆注后塌箱、漏箱、脹箱等。
2.2.1 有臺車造型線澆注段結構
如圖2 所示,澆注段是由砂箱,帶推送裝置的過渡車,帶緩沖裝置的過渡車,臺車以及軌道系統組成。其中砂箱放在過渡車上,砂箱臺車之間有定位銷定位。等鐵水澆入造好型的砂箱后,過渡車上的推送裝置進行推送,同時過渡車上的緩沖裝置緩沖,將砂箱臺車推送到過渡車上,然后過渡車橫移將砂箱臺車帶到冷卻道上冷卻。臺車上帶有滾輪,滾輪兩側帶有輪沿。砂箱臺車由臺車上的滾輪在軌道系統的軌道上行走實現砂箱臺車的推送。

圖2 有臺車造型線澆注段結構

圖3 無臺車造型線澆注段結構
2.2.2 無臺車造型線澆注段結構
如圖3 所示,澆注段是由砂箱、推送裝置、帶緩沖裝置的過渡車、滾道系統以及托板組成。等鐵水澆入造好型的砂箱后,推送裝置進行推送,同時過渡車上的緩沖裝置緩沖,將砂箱推送到過渡車上,然后過渡車橫移將砂箱帶到冷卻滾道上冷卻。滾道系統上帶有滾輪,滾輪兩側帶有輪沿。砂箱上的導軌直接在滾輪上行走實現砂箱的推送。為了防止砂箱澆注后塌箱、漏箱、脹箱等現象。這種無臺車造型線專門在砂箱下面裝了托板,既不影響砂箱的運行,又能有效的防止砂箱在運行過程中脹箱等的缺陷,磨損后還能及時方便的更換。
3 無臺車造型線帶來的效益
綜上所述,將原來靜壓造型線上大量的臺車去掉,只用砂箱,改進后不但大大節約了用戶成本,而且整個生產線結構簡單緊湊,大大降低了故障率;操作簡單容易維修,適合于一些小型鑄件的生產,被很大一部分用戶選擇使用。
