深水海管涂層及焊縫清理裝置研究
2020-08-01 09:15:30柳宇曲有杰林守強陳俊友李井純
機械工程師 2020年7期
關鍵詞:焊縫
柳宇, 曲有杰, 林守強, 陳俊友, 李井純
(深圳海油工程水下技術有限公司,廣東深圳518067)
0 引 言
隨著海洋石油工業高速發展,新鋪設的海管逐年增多,相應海管損壞事故也逐年增多,在我國南海海域,由于所處海域水深的緣故,針對海管損壞多采用水下維修。在進行海管水下維修時,首先需要對海管涂層和縱焊縫進行清理,之后再根據海管受損類型進行后續的維修工作[1]。在淺水區海管維修時,通常采用潛水員配備高壓水槍、沖擊鎬和液壓打磨刷來完成海管相關破損段涂層及焊縫清理工作,這些工具多為接觸式工具,存在清理速度慢、工作負荷大、清理后的海管表面不均勻且光潔度不達標、海管本體二次傷害等缺點。針對上述情況,近年來,國內引入高壓水射流裝置來進行海管表面清理,并取得了很好的工程應用效果[2-4],但該裝置目前僅能清理海管涂層,無法清理海管縱焊縫,且僅適用于淺水區海管維修,無法應用于深水海管維修。目前我國已進入深水油氣田開發,國內尚無深水海管維修配套的涂層及焊縫清理裝備,因而設計一種適用于深水海管表面清理裝置,對深水海管維修至關重要。
1 國外深水海管表面清理裝置的現狀
由于國外深水油氣田開發早于國內,相關深水海管表面清理設備研究較為成熟,部分廠家如Proserv公司、ITech公司和Oceaneering公司的設備已有深水海管搶修項目成功應用先例。
1)Proserv公司海管表面清理裝置如圖1所示,其由抱爪機構、噴嘴機構、沿海管軸向伸縮機構、噴嘴沿海管徑向進退機構組成。裝置采用高壓水射流清理方式,滿足最大作業水深3000 m的作業能力,能夠覆蓋4~48 in的海管[5]。
2)I-Tech 公司海管海管表面清理裝置如圖2所示,其由抱爪機構、噴嘴機構、沿海管軸向伸縮機構、噴嘴沿海管徑向進退機構組成。裝置采用高壓水射流清理方式,能夠覆蓋8~44 in的海管[6]。

圖2 I-Tech公司海管表面清理裝置
3)Oceaneering公司海管海管表面清理裝置如圖3所示,其由框架機構、噴嘴機構、沿海管軸向伸縮機構、噴嘴沿海管周向轉動機構、噴嘴沿海管徑向進退機構組成。涂層清理裝置采用高壓水射流清理方式,可根據海管管徑尺寸選擇不同型號的涂層清理裝置,能夠覆蓋4~64 in的海管涂層清理要求,該涂層清理裝置采用高壓水射流清理方式,最大工作水深達200 m[7]。
圖3 Oceaneering公司海管表面清理裝置
2 深水海管涂層及焊縫清理裝置結構組成
根據上節內容可知,深水海管表面清理裝置主要由抱爪機構、沿海管軸向伸縮機構、沿海管徑向進退機構及沿海管軸向轉動機構等組成,上述機構的功能也能同樣用于海管焊縫清理中,下文將針對一種深水海管涂層和焊縫清理裝置的結構組成進行分析。
本文所涉及的深水海管涂層和焊縫清理裝置如圖4、圖5所示,該裝置能滿足最大作業水深2000 m的作業能力,覆蓋6~30 in的海管,采用高壓水射流清理和機械打磨方式進行海管涂層及焊縫清理,最大涂層清理厚度達100 mm,海管表面清理光潔度達SA2.0。
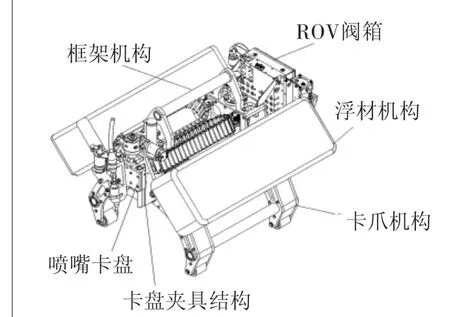
圖4 海管涂層清理裝置主要結構
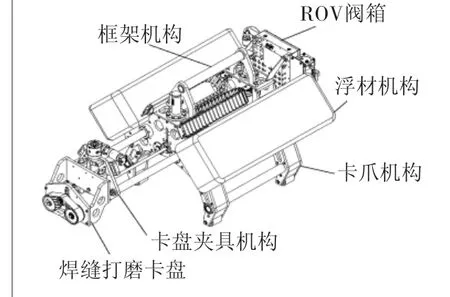
圖5 海管焊縫清理裝置主要結構
海管涂層清理裝置由噴嘴卡盤、框架機構、ROV閥箱、浮材機構、卡爪機構、卡盤夾具機構組成;海管焊縫清理裝置由焊縫打磨卡盤、框 架 機 構、ROV 閥箱、浮材機構、卡爪機構、卡盤夾具機構組成;海管涂層和焊縫清理裝置除去卡盤不同外,剩余結構為共用結構。在深水海管涂層和焊縫清理裝置中,ROV閥箱作為液壓控制閥的儲存機構,浮材機構作為裝置的浮力提供機構,能使裝置處于零重力。以下將重點介紹裝置的框架結構、卡爪結構、卡盤夾具結構、噴嘴卡盤及焊縫打磨卡盤。
2.1 框架結構組成
框架結構如圖6所示,主要包括:ROV把手、卡爪固定板、卡盤夾具液壓缸。卡爪固定板作為卡爪的固定支撐機構,承受卡爪機構的質量;卡盤夾具液壓缸可在液壓驅動下,帶動卡盤夾具沿海管軸向進行伸縮運動。
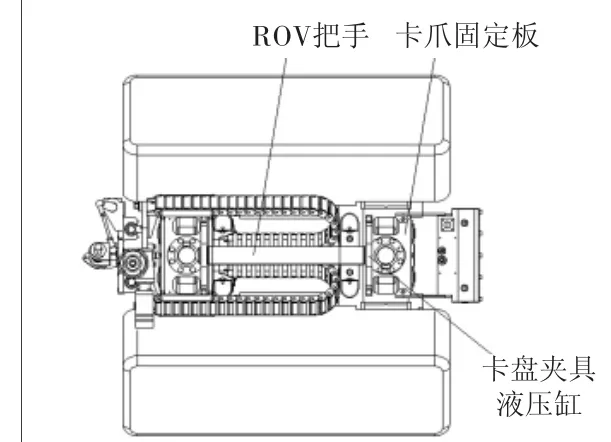
圖6 海管涂層及焊縫清理裝置框架結構組成
2.2 卡爪結構
卡爪結構如圖7所示,具體包括:卡爪開合液壓缸、卡爪周向轉動主動輪、卡爪、卡爪周向轉動被動輪、卡爪周向轉動驅動馬達。卡爪開合液壓缸控制卡爪開合以便卡爪在海管上抱緊或釋放;卡爪周向轉動驅動馬達在液壓驅動下,帶動卡爪周向轉動主動輪旋轉,從而可使裝置繞海管進行周向轉動。
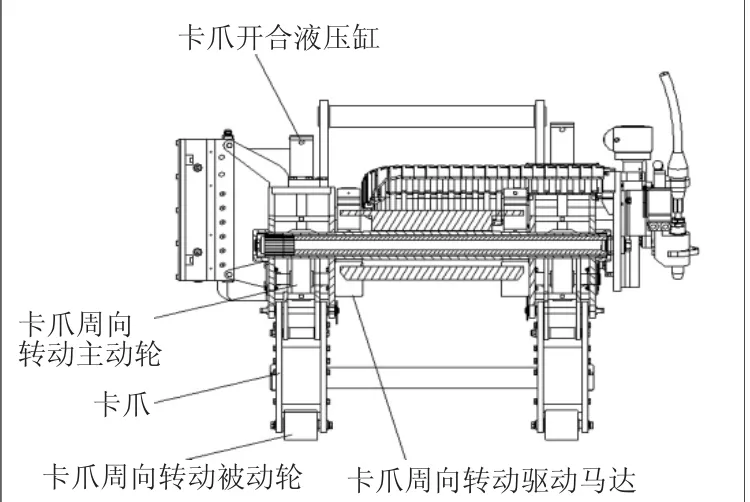
圖7 海管涂層及焊縫清理裝置卡爪結構
2.3 卡盤夾具結構
卡盤夾具機構如圖8所示,具體包括:卡盤夾具支撐板、卡盤徑向進給驅動馬達、卡盤徑向進給機構。卡盤徑向進給驅動馬達可在液壓驅動下,帶動卡盤徑向進給機構沿海管徑向上下移動。
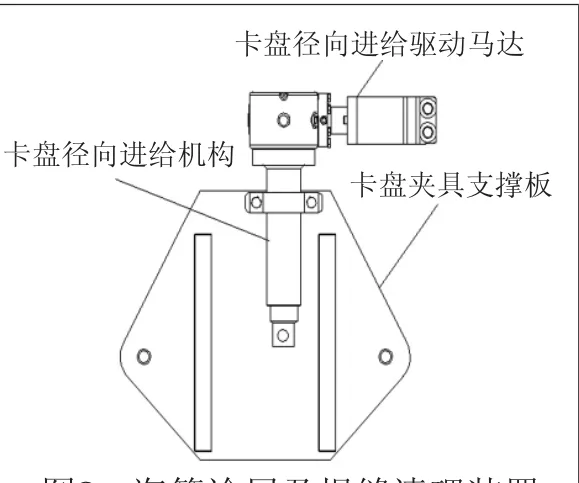
圖8 海管涂層及焊縫清理裝置卡盤夾具結構
2.4 噴嘴卡盤結構
噴嘴卡盤結構如圖9所示,具體包括:噴嘴卡盤、噴嘴、噴嘴擺動驅動馬達、噴嘴擺動搖桿。在進行海管涂層清理時,將噴嘴卡盤結構安裝在卡盤夾具機構上進行相應涂層清理作業。
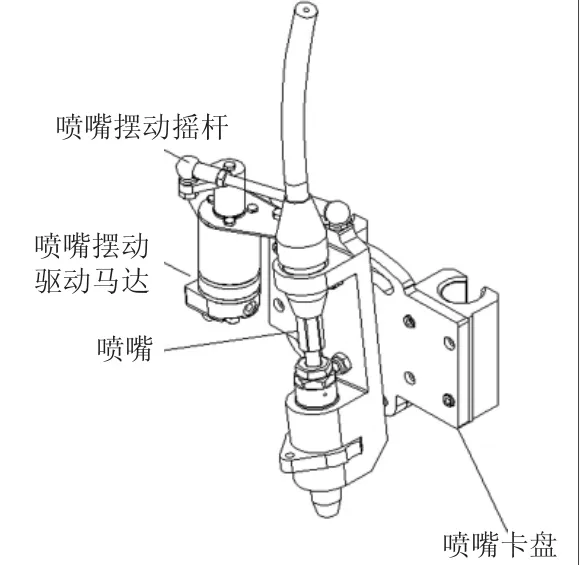
圖9 海管涂層清理裝置噴嘴卡盤結構
2.5 焊縫打磨卡盤結構
焊縫打磨卡盤結構如圖10所示,具體包括:焊縫打磨卡盤、焊縫打磨帶主動輪、焊縫打磨帶壓緊輪、焊縫打磨帶被動輪、焊縫打磨帶。在進行海管焊縫清理時,將焊縫打磨卡盤機構安裝在卡盤夾具機構上進行相應焊縫清理作業。
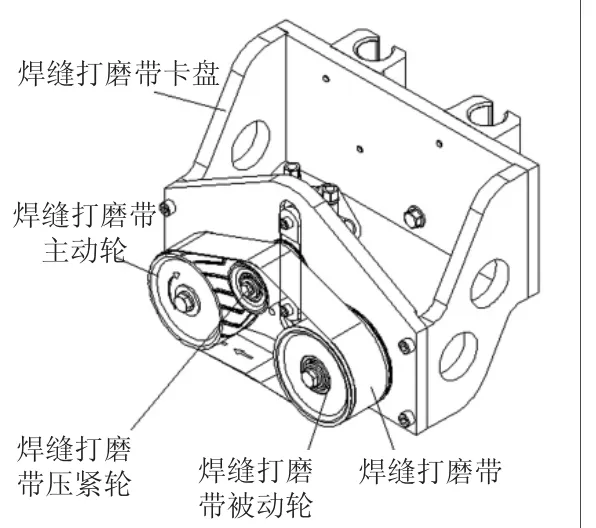
圖10 海管焊縫打磨裝置焊縫打磨卡盤結構
3 裝置液壓控制系統分析
根據上節深水海管涂層及焊縫清理裝置結構組成分析可知,裝置在進行海管涂層或焊縫清理時具有以下相同的4種運動:卡爪開合運動、卡爪繞海管周向轉動、卡盤沿海管軸向伸縮運動、卡盤沿海管徑向上下移動。對于噴嘴擺動運動及焊縫打磨帶主動輪轉動則分別為涂層清理和焊縫清理獨有運動,因而在進行液壓控制系統設計時,需綜合考慮上述功能需求。圖11是深水海管涂層及焊縫清理裝置的液壓控制系統設計,根據圖11可知,海管涂層和焊縫清理共用卡爪開合液壓缸、卡爪周向轉動驅動馬達、卡盤徑向進給驅動馬達、卡盤夾具液壓缸,對于涂層清理和焊縫清理分別獨有運動的噴嘴擺動運動及焊縫打磨帶主動輪轉動,則考慮對噴嘴卡盤和焊縫打磨卡盤上分別安裝一個獨立的馬達來實現其所需的獨特功能。
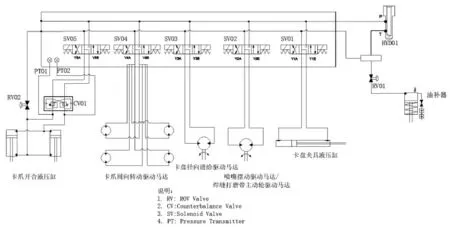
圖11 海管涂層及焊縫清理裝置液壓控制系統
在進行水下控制時,關閉液壓系統上其他ROV閥門RV01、RV02,ROV 將 液 壓 接 頭 插 入 裝 置 的 液 壓 接 口HYD01(兩孔),通過電磁閥(solenoid valve, SV)SV01-05,分別控制卡盤夾具液壓缸、噴嘴擺動驅動馬達/焊縫打磨帶主動輪驅動馬達、卡盤徑向進給驅動馬達、卡爪周向轉動驅動馬達、卡爪開合液壓缸,并通過壓力傳感器(pressure transmitter, PT)PT01-02對卡爪開合液壓缸進油和回油壓力進行監控。
4 裝置工作流程
4.1 準備階段
在下放深水海管涂層及焊縫清理裝置至海管就位之前,根據作業任務,選取噴嘴卡盤(或焊縫打磨卡盤)安裝在裝置的卡盤夾具上,啟動卡盤徑向進給驅動馬達,將噴嘴卡盤(或焊縫打磨卡盤)回縮至最頂端;啟動卡盤夾具液壓缸,將噴嘴卡盤(或焊縫打磨卡盤)回縮直至貼住深水海管涂層及焊縫清理裝置本體;如需進行焊縫打磨任務,則需調整焊縫打磨帶壓緊輪張緊調節螺栓,使焊縫打磨帶張緊程度適中;啟動卡爪開合液壓缸,將卡爪開至最大狀態,此時初始狀態設置完畢。
4.2 實施階段
針對不同作業任務,以下將分別介紹海管涂層清理及焊縫打磨實施階段工作流程。
4.2.1 海管涂層清理
下放裝置和高壓水供應站至水下作業區,ROV水下提起裝置在海管的0點位置上進行就位;待裝置就位成功后,啟動卡爪開合液壓缸,將卡爪進行關閉并抱緊海管;確認抱管成功后,啟動噴嘴擺動驅動馬達,開始進行噴嘴擺動;啟動卡盤徑向進給驅動馬達,將噴嘴卡盤沿海管徑向方向向靠近海管移動,直至噴嘴出水口與海管涂層距離達到設計安全作業距離;啟動高壓水供應站,為噴嘴提供高壓水;啟動卡盤夾具液壓缸,使噴嘴卡盤沿海管軸向伸縮進行涂層清理工作;待完成海管的0點位置的扇形面涂層清理工作后,啟動卡爪周向轉動驅動馬達,沿海管周向轉動裝置轉動至下一位置進行就位,需確保該位置與上一位置的涂層清理扇面存在重疊;重復上述步驟,直至海管指定表面涂層全部清理完畢。
4.2.2 海管焊縫打磨
ROV水下提起裝置在海管的0點位置上進行就位;待裝置就位成功后,啟動卡爪開合液壓缸,將卡爪進行關閉并抱緊海管;確認抱管成功后,啟動卡爪周向轉動驅動馬達,沿海管周向轉動裝置直至焊縫打磨卡盤的焊縫打磨帶壓緊輪與海管縱焊縫對齊;啟動卡盤徑向進給驅動馬達,將焊縫打磨卡盤沿海管徑向方向向靠近海管縱焊縫移動,直至焊縫打磨帶距離海管縱焊縫約1 cm位置時停止;啟動焊縫打磨帶主動輪驅動馬達,此時焊縫打磨帶開始轉動;繼續啟動卡盤徑向進給驅動馬達,將焊縫打磨卡盤沿海管徑向方向向靠近海管縱焊縫移動;啟動卡盤夾具液壓缸,使焊縫打磨卡盤沿海管軸向伸縮運動;待焊縫打磨帶接觸到海管開始進行縱焊縫打磨后,根據現場情況適時調整卡盤徑向進給驅動馬達和卡盤夾具液壓缸的速度,直至焊縫打磨完成。
4.3 回收階段
待海管完成涂層及焊縫清理后,啟動卡盤徑向進給驅動馬達,將噴嘴卡盤(或焊縫打磨卡盤)回縮至最頂端;啟動卡盤夾具液壓缸,將噴嘴卡盤(或焊縫打磨卡盤)回縮直至貼住深水海管涂層及焊縫清理裝置本體;啟動卡爪周向轉動驅動馬達,沿海管周向轉動裝置至海管的0點位置;啟動卡爪開合液壓缸,將卡爪開至最大狀態;ROV水下從海管上提起裝置進行回收。
5 結 語
結合國外現有的海管表面清理裝備,以裝備的結構組成、液壓控制系統設計、工作流程為起點,對一種深水海管涂層及焊縫清理裝置進行分析,打破了國外對深水海管表面清理裝備技術的壟斷,并推進了我國深水海管維修裝備技術的發展。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
