純機械自動封箱裝置的設計
2020-08-01 09:16:26唐昌松王威
機械工程師 2020年7期
關鍵詞:支架
唐昌松, 王威
(徐州工業職業技術學院 江蘇省工程裝備智能制造工程技術研究開發中心,江蘇徐州221140)
0 引 言
隨著我國“互聯網+”計劃的實施,電子商務成為推動經濟增長的新動力[1],而商品包裝形象對人們在產品選擇上也產生了一定影響,因此企業及商家對產品包裝愈發重視[2],但同時也面臨著產品封箱問題。目前市面上的封箱設備多為包裝流水線,價格昂貴,占地空間大[3],不太適合中小企業及快遞物流等行業從業人員使用。對于中小批量包裝箱封箱作業,目前很多場合仍采用手工作業,勞動強度大,封裝效率低。
文獻[4]采用步進電動機驅動、絲杠傳動及超聲波測距等,設計了一種商品智能化包裝系統;文獻[5]采用3臺電動機為動力,運用PLC、光電感應技術等設計了一種自動全方位紙箱折頁封箱機;文獻[6]以氣缸與電動機為動力,采用單片機控制等設計了一種全自動水果包裝封箱裝置;文獻[7]采用步進電動機驅動、絲桿傳動、行程開關限位及單片機控制等設計了一種基于智慧物流的電動自適應封箱機;文獻[8]采用6個氣缸作為動力,設計了一種框架式氣動封箱機構。上述文獻都為不同商品包裝箱的自動封箱作業提供了解決方案。本文針對中小企業、快遞物流等中小批量包裝箱的封箱作業,采用純機械方式設計一種自動封箱裝置。
1 整體結構方案
本封箱裝置整體結構方案如圖1所示,主要由壓實部分、封箱部分、輸送部分和承重支架部分等組成。其中:壓實部分由水平壓板及扳壓桿等組成,安裝在承重支架上,用于壓實需要封箱的包裝箱箱蓋;封箱部分由封箱架、膠帶卷、導向輪、限位板、支腿、壓實滾輪、黏性滾輪、水平彈簧、豎直彈簧及刀具等組成,位于承載支架中部,用于完成膠帶封箱操作;輸送部分由帶輪、輸送帶等組成,包裝箱放置在輸送帶上;承重支架部分下方設有行走輪,行走輪可沿下方軌道方向行走,承重支架后方設有握把,可用于推動承重支架行走。

圖1 封箱裝置整體結構示意圖
2 主要部分結構設計
2.1 壓實部分設計
壓實部分結構如圖2所示。壓實部分的水平壓板兩側對稱設有扳壓桿,水平壓板朝向輸送帶來料方向的一側,扳壓桿朝向輸送帶來料方向延伸且端部向斜上方彎曲,并可調節朝向內側的旋轉角度,實現對箱蓋的扳壓作業。水平壓板及扳壓桿通過豎直設置的可調節連接桿固定在承重支架上。其中,可調節連接桿可以為電動伸縮桿或多節桿,多節桿上有調節旋鈕,將多節桿調到所需的長度后,再從外部旋緊調節旋鈕,即可頂住多節桿完成長度的調節,使水平壓板及扳壓桿滿足不同大小包裝箱的箱蓋壓實作業。
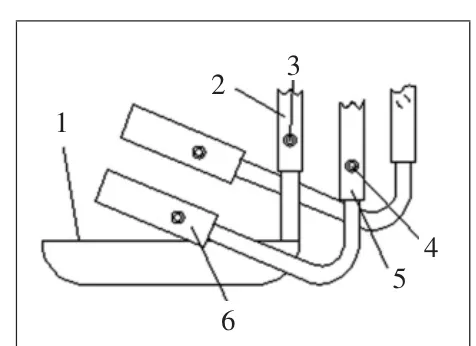
圖2 壓實部分結構示意圖
2.2 封箱部分設計
封箱部分結構如圖3所示。封箱部分包括設在承重支架上的懸吊架,懸吊架下方設有豎直連接桿,豎直連接桿兩側分別設有限位板,限位板所在平面與輸送帶的輸送方向平行,兩塊限位板之間沿輸送帶輸送方向依次設有一封箱支腿和一壓實支腿,封箱支腿和壓實支腿分別設在豎直連接桿兩側,封箱支腿朝向來料方向延伸且斜向下設置,壓實支腿朝向輸送方向延伸且斜向下設置,封箱支腿和壓實支腿的上端分別通過水平彈簧與豎直連接桿連接在一起, 通過豎直彈簧與限位板上部連接在一起,封箱支腿的下端設有黏性滾輪,壓實支腿下端設有壓實滾輪,黏性滾輪在朝向壓實滾輪的一側設有刀具,刀具通過刀架固定在封箱支腿上;懸吊架上設有一膠帶卷輪;膠帶卷輪上設有膠帶卷,膠帶卷延伸出的膠帶從黏性滾輪背對壓實滾輪的一側繞過且膠帶的非黏性面貼在黏性滾輪的表面。兩塊限位板從兩側為封箱支腿和壓實支腿的動作提供了導向與限位。懸吊架下方設有一對平行的水平連接桿,水平連接桿的延伸方向與輸送帶輸送方向一致,且水平連接桿的一端與懸吊架連接,另一端與豎直連接桿的上端連接在一起。水平連接桿和豎直連接桿均可通過調節旋鈕完成其長度調節,以適應不同包裝箱大小的封箱需求。懸吊架兩側底部分別設有導向輪,導向輪配合嵌入承重支架上部的導軌中且可沿導軌移動。

圖3 封箱部分結構示意圖
2.3 承重支架部分設計
承重支架部分結構如圖4所示。承重支架的立柱支腿跨設在輸送帶兩側,兩側的立柱支腿之間通過可調節連桿連接在一起,通過調節旋鈕可改變可調節連桿的長度來改變立柱支腿之間的間距,從而改變承重支架的跨度以適應不同的輸送帶寬度和不同寬度的包裝箱。導軌的延伸方向與輸送帶的輸送方向一致,可將封箱部分沿導軌移動到合適的位置。立柱支腿下端設有行走輪,行走輪可沿鋪設在地面上的軌道行走。立柱支腿上還設有握把,可通過握把推動承重支架,將本裝置移動到需要的位置。

圖4 承重支架部分結構示意圖
3 工作原理
封箱時,人工把包裝箱放置在輸送帶上,使包裝箱的兩個大箱蓋合起時的接縫與輸送帶的輸送方向一致,在輸送帶的作用下,包裝箱被向前輸送,操作者把包裝箱左側的小箱蓋壓倒至水平位置。當包裝箱右側運輸到水平壓板處時,水平壓板把包裝箱的右側小箱蓋壓倒,直到使之達到水平位置。此時朝向輸送帶來料方向延伸且端部向斜上方彎曲的兩個扳壓桿開始對包裝箱的兩個大箱蓋進行扳壓作業,直至把兩個大箱蓋壓平。此時,貼有膠帶的黏性滾輪開始把膠帶的黏性面封貼在包裝箱右側面,隨著包裝箱的繼續向前輸送,包裝箱對封箱支腿施加作用力,并使黏性滾輪滾動到包裝箱的表面,對兩個大箱蓋合起的接縫進行封合,當包裝箱運動到上表面與黏性滾輪分離,且封箱支腿將要在豎直彈簧與水平彈簧的作用下復位至初始位置時,刀具會把膠帶割斷,此時壓實滾輪開始對包裝箱右側已封貼的膠帶進行壓實。隨著包裝箱繼續運動,包裝箱對壓實滾輪施加作用力,使壓實滾輪移動至包裝箱的上表面繼續壓實作業。當壓實滾輪到達包裝箱左側時,在與壓實支腿相連的豎直彈簧與水平彈簧的回彈復位作用下,壓實滾輪滾動至包裝箱左側并對包裝箱左側封貼的膠帶進行壓實。在沒有輸送帶的情況下,還可把需要封箱作業的包裝箱放在合適的工作臺或地面上,并通過行走輪把本裝置安放在配套軌道上,通過人工推動本裝置在軌道上作直線運動進行封箱作業。
4 結 語
針對包裝箱封箱需求,本文設計了一種純機械自動封箱裝置。該裝置具有如下特點:可對包裝箱進行自動封箱作業,操作過程簡單快捷,減輕了作業負擔;純機械結構,運行過程不需要多余電耗及電控設備,大大節約了能耗支出,減低了產品運行及維護成本,也方便在野外等不便提供電力的場合使用;可調節式設計,可用于不同大小的包裝箱封箱作業;封箱裝置結構較小,且在有無輸送帶的情況下均可應用;本裝置方便轉移,運用靈活,適用于中小型企業及快遞物流等行業中小批量產品封箱作業。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
