基于虛擬砂輪的鋼軌打磨溫度場研究
2020-07-30 03:50:48黃瑯茗周坤丁昊昊郭俊劉啟躍王文健
機械 2020年7期
關(guān)鍵詞:模型
黃瑯茗,周坤,丁昊昊,郭俊,劉啟躍,王文健
基于虛擬砂輪的鋼軌打磨溫度場研究
黃瑯茗,周坤,丁昊昊,郭俊,劉啟躍,王文健
(西南交通大學(xué) 摩擦學(xué)研究所,四川 成都 610031)
基于現(xiàn)場鋼軌打磨作業(yè)方式,建立符合真實砂輪特征的虛擬砂輪,進而建立鋼軌打磨過程砂輪-鋼軌模型。運用有限元軟件DEFORM仿真打磨過程中的鋼軌溫度場變化,分析鋼軌上節(jié)點溫度的變化規(guī)律,并研究不同打磨參數(shù)(包括打磨深度、進給速度、砂輪轉(zhuǎn)速)對打磨溫度的影響。研究結(jié)果表明:鋼軌打磨過程中,鋼軌經(jīng)歷砂輪的兩次打磨作用,磨削區(qū)域溫度繼續(xù)升高,熱影響區(qū)會進一步擴大。鋼軌節(jié)點溫度迅速升高過程中會經(jīng)歷一個小幅降低,然后繼續(xù)升高達到溫度最高點之后再逐漸降低。打磨參數(shù)對打磨溫度有明顯影響,當(dāng)打磨深度從10 μm增加到70 μm時,鋼軌最高溫度從330℃升高至529℃;當(dāng)進給速度從5 km/h增加至20 km/h時,鋼軌最高溫度從663℃降低至407℃;當(dāng)砂輪轉(zhuǎn)速從2000 r/min增加至3800 r/min時,鋼軌最高溫度從353℃升高至445℃。
鋼軌打磨;虛擬砂輪;打磨參數(shù);打磨溫度
隨著重載鐵路的迅猛發(fā)展和列車運行速度的不斷加快,鋼軌損傷和病害成為鐵路運營過程中日益突出的問題[1-3]。目前,處理此類鋼軌損傷、減少病害常用的方案是鋼軌打磨[4]。鋼軌打磨是一種典型的磨削操作,砂輪在電機的驅(qū)動之下高速旋轉(zhuǎn),其工作表面上的磨粒便對鋼軌材料進行切削,以去除表面病害、得到目標(biāo)廓形[5-7]。鋼軌打磨之后,鋼軌的接觸疲勞和波浪形磨耗得到有效控制,從而延長了鋼軌的服役壽命,也大大提升了列車運行的平穩(wěn)性、安全性和可靠性[8-9]。
國內(nèi)外學(xué)者對鋼軌打磨這一過程進行了長時間的研究。Kanematsu等[10]研發(fā)了新的鋼軌打磨砂輪并運用到打磨試驗中,從打磨能力和效率上驗證了新砂輪用于現(xiàn)場打磨的可行性。Uhlmann等[11]通過試驗研究了打磨參數(shù)對鋼軌表面粗糙度和表面硬度的影響,認(rèn)為各種參數(shù)應(yīng)該合理組合以達到最佳打磨效果。Zhou等[12]對鋼軌打磨過程中的磨削力進行了深入研究,發(fā)現(xiàn)磨削力隨著打磨壓力和打磨列車進給速度的增加而增加,隨著砂輪的轉(zhuǎn)速和磨粒粒度增加而降低。Zhang 等[13]研究了打磨遍數(shù)和方向?qū)Σ牧先コ挠绊懀l(fā)現(xiàn)打磨遍數(shù)的增加會降低材料去除量和表面粗糙度。
鋼軌打磨作為端面磨削,作業(yè)中會有大量的磨削熱產(chǎn)生并積聚在鋼軌表面,引起鋼軌溫升。如果打磨參數(shù)設(shè)定不合理,鋼軌溫升可能會十分劇烈,而溫度過高會造成鋼軌燒傷,加重鋼軌疲勞,嚴(yán)重降低打磨質(zhì)量。因此對打磨溫度場進行研究,可以有效控制打磨過程中鋼軌的溫升,進而保證打磨效果。
近年來,眾多學(xué)者對鋼軌打磨溫度場進行了研究。Zhang等[14]將打磨砂輪轉(zhuǎn)化為移動熱源,研究了多個砂輪打磨時的鋼軌溫度場,發(fā)現(xiàn)整車打磨時,溫度并不會持續(xù)升高,并通過試驗進行了驗證。Lin等[15]研究了打磨過程中鋼軌表面燒傷的形成機理,分析了溫升對鋼軌打磨表面狀態(tài)的影響和鋼軌打磨過程中表面裂紋形成的原因。聶蒙等[16]建立鋼軌打磨過程中的磨削溫度模型,利用MATLAB仿真,發(fā)現(xiàn)多個打磨砂輪同時作業(yè)時不僅會提高最終的溫度穩(wěn)定值,還會加快溫升速度。
考慮到目前鋼軌打磨溫度場的仿真研究中使用了數(shù)值計算或者熱源轉(zhuǎn)化的思路,但并沒有建立和現(xiàn)場打磨相符合的砂輪-鋼軌模型,且未考慮砂輪和鋼軌之間的相互作用。本文考慮鋼軌打磨過程中的磨削作用,建立擁有與真實砂輪相似結(jié)構(gòu)特性的砂輪模型。將砂輪和鋼軌之間的機械作用和傳熱過程結(jié)合,利用三維仿真軟件DEFORM研究鋼軌打磨過程中的溫度場。同時,研究不同打磨參數(shù)(打磨深度、進給速度、砂輪轉(zhuǎn)速)對鋼軌溫度場的影響,為優(yōu)化現(xiàn)場的打磨參數(shù)提供理論依據(jù)。
1 鋼軌打磨有限元模型
1.1 砂輪與鋼軌模型建立
在商維[17]16#粒度砂輪的基礎(chǔ)上,同時考慮兩個方面:磨粒形狀的描述和磨粒坐標(biāo)的隨機離散分布。因此,為了讓虛擬砂輪符合實際,測量出16#砂輪的斷面形貌,利用分水嶺分割法在MATLAB中對測量區(qū)域的圖片進行編程分割,找到分水線,統(tǒng)計得到單位面積上的磨粒個數(shù),計算得砂輪磨粒面密度為0.27個/mm2。然后測量該型號砂輪的斷面,得到磨粒的突出高度服從正態(tài)分布,磨粒的粒徑約為1 mm。由于砂輪上結(jié)合劑不參與磨削,將其簡化為圓柱體,最后根據(jù)磨粒位置的分布,將磨粒與結(jié)合劑結(jié)合起來,建立出與真實砂輪具有相似結(jié)構(gòu)特性的虛擬砂輪,如圖1所示。
對于鋼軌模型,根據(jù)現(xiàn)場所使用的鋼軌,測量其截面輪廓尺寸,建立出鋼軌的三維模型。最后對鋼軌和砂輪進行裝配,便得到了基于現(xiàn)場打磨的鋼軌打磨模型。圖2為砂輪在不同打磨角度上進行鋼軌打磨的示意圖。
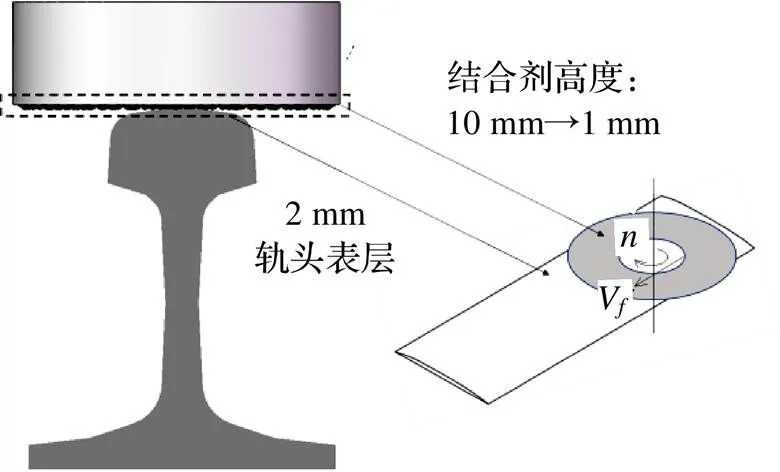
由于在鋼軌打磨過程中,根據(jù)現(xiàn)場經(jīng)驗,鋼軌高溫區(qū)域僅僅集中在鋼軌表面部分,并不會對鋼軌底部造成影響[14],所以在保證運算結(jié)果正確的前提下,為了減少運算量、提高分析效率,本文將鋼軌簡化為2 mm的鋼軌軌頭表面層,砂輪結(jié)合劑厚度由10 mm減少至1 mm,如圖3所示。
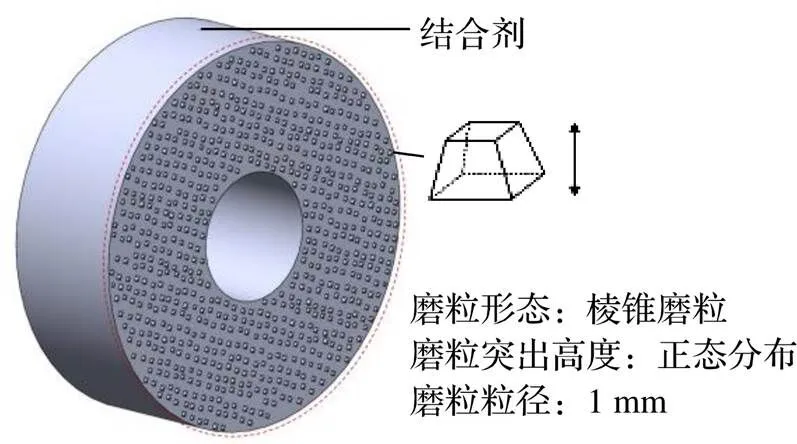
圖1 砂輪模型
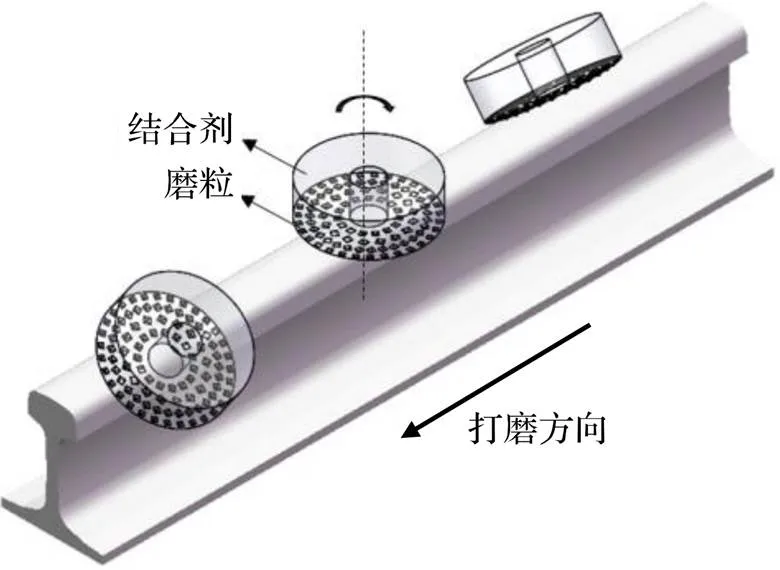
圖2 鋼軌打磨示意圖
n為轉(zhuǎn)速,Vf為進給速度
1.2 鋼軌和砂輪磨粒材料屬性
鋼軌打磨主要是砂輪磨粒對鋼軌材料的磨削去除作用。相對鋼軌材料而言,砂輪硬度更高、變形更小。因此當(dāng)運用DEFORM軟件建模時,在砂輪和鋼軌的接觸副里,將砂輪設(shè)置為剛體,將硬度低、塑性變形較大的鋼軌設(shè)置為塑性體。砂輪磨粒的主要成分是Al2O3,鋼軌材料為U71Mn。U71Mn的熱傳導(dǎo)率、比熱隨溫度的變化情況如圖4所示。鋼軌材料和砂輪磨粒材料的物理性能參數(shù)如表1所示。

圖4 鋼軌材料熱傳導(dǎo)率、比熱與溫度的關(guān)系

表1 鋼軌和砂輪磨粒材料的物理性能參數(shù)
1.3 模型網(wǎng)格劃分
在DEFORM軟件中對鋼軌和砂輪模型進行網(wǎng)格劃分時,鋼軌選取絕對網(wǎng)格,設(shè)定最小單元尺寸為0.55 mm、尺寸比為2;砂輪選取絕對網(wǎng)格,因為其相對鋼軌模型來說尺寸體積更小,設(shè)定最小單元尺寸0.4 mm、尺寸比2。最終鋼軌和砂輪所劃分的網(wǎng)格模型如圖5所示。
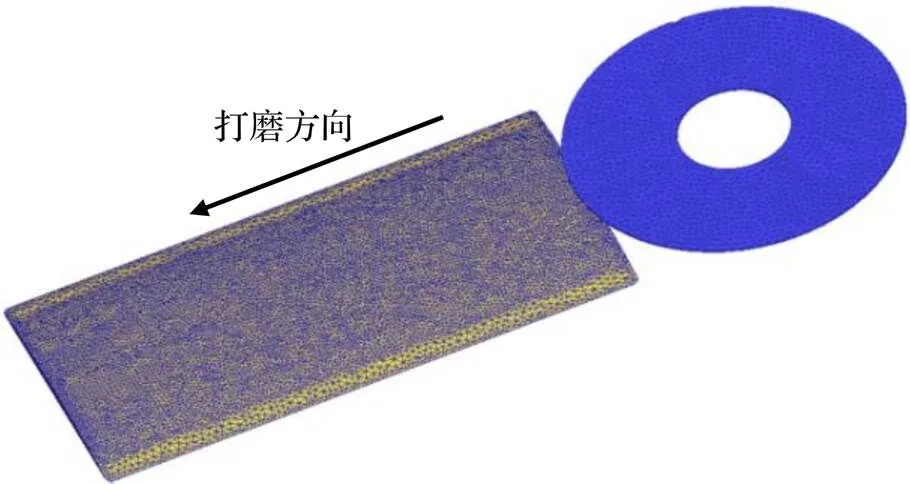
圖5 鋼軌和砂輪的網(wǎng)格劃分
1.4 仿真參數(shù)設(shè)置
根據(jù)現(xiàn)場鋼軌打磨環(huán)境,設(shè)定鋼軌固定不動,約束鋼軌的各方向自由度;設(shè)定砂輪沿著鋼軌表面方向以一定的進給速度運動,并沿著砂輪中心以一定轉(zhuǎn)速旋轉(zhuǎn)。設(shè)定外界環(huán)境溫度為20 ℃,鋼軌和環(huán)境之間的對流換熱系數(shù)為0.02 N/s/mm/c。由于鋼軌打磨作業(yè)是一種復(fù)雜的摩擦學(xué)過程,其中包含著切削、塑性變形、傳熱、材料去除等行為[14]。因此,為了更準(zhǔn)確模擬出鋼軌打磨過程中的溫度場,在DEFORM軟件的仿真控制中,選擇“變形”和“傳熱”兩種模式同時進行。
2 仿真結(jié)果和分析
2.1 鋼軌溫度云圖
圖6(a)~圖6(d)為砂輪打磨至不同位置時的鋼軌溫度場。從溫度場的分布可看出,高溫集中在磨削區(qū)域,熱量逐漸向周圍擴散。這是因為在磨削區(qū)域,磨粒直接接觸并磨削鋼軌材料,熱量隨機產(chǎn)生并在接觸區(qū)傳導(dǎo)。當(dāng)砂輪運動至圖6(a)位置,砂輪空孔的前端(圖中Ⅰ區(qū)域)開始打磨鋼軌A區(qū)域,此時A區(qū)域已經(jīng)有明顯的溫升;當(dāng)砂輪運動至圖6(b)位置,此時砂輪空孔的后端(Ⅱ區(qū)域)開始打磨A區(qū)域。可以發(fā)現(xiàn),A區(qū)域的溫度再次升高(顏色變深),并且熱影響區(qū)范圍進一步擴大,這個特點在B區(qū)域溫度場從圖6(c)到圖6(d)的變化中也可以發(fā)現(xiàn)。說明在鋼軌打磨過程中,鋼軌同一部位會受到砂輪前后兩次的打磨作用,在此期間,磨削區(qū)溫度會繼續(xù)升高,熱影響區(qū)會進一步向四周擴散。
圖6(e)為鋼軌的截面溫度場。截面云圖呈半橢圓形,高溫主要分布在表層位置,且溫度隨著深度的增加而降低。
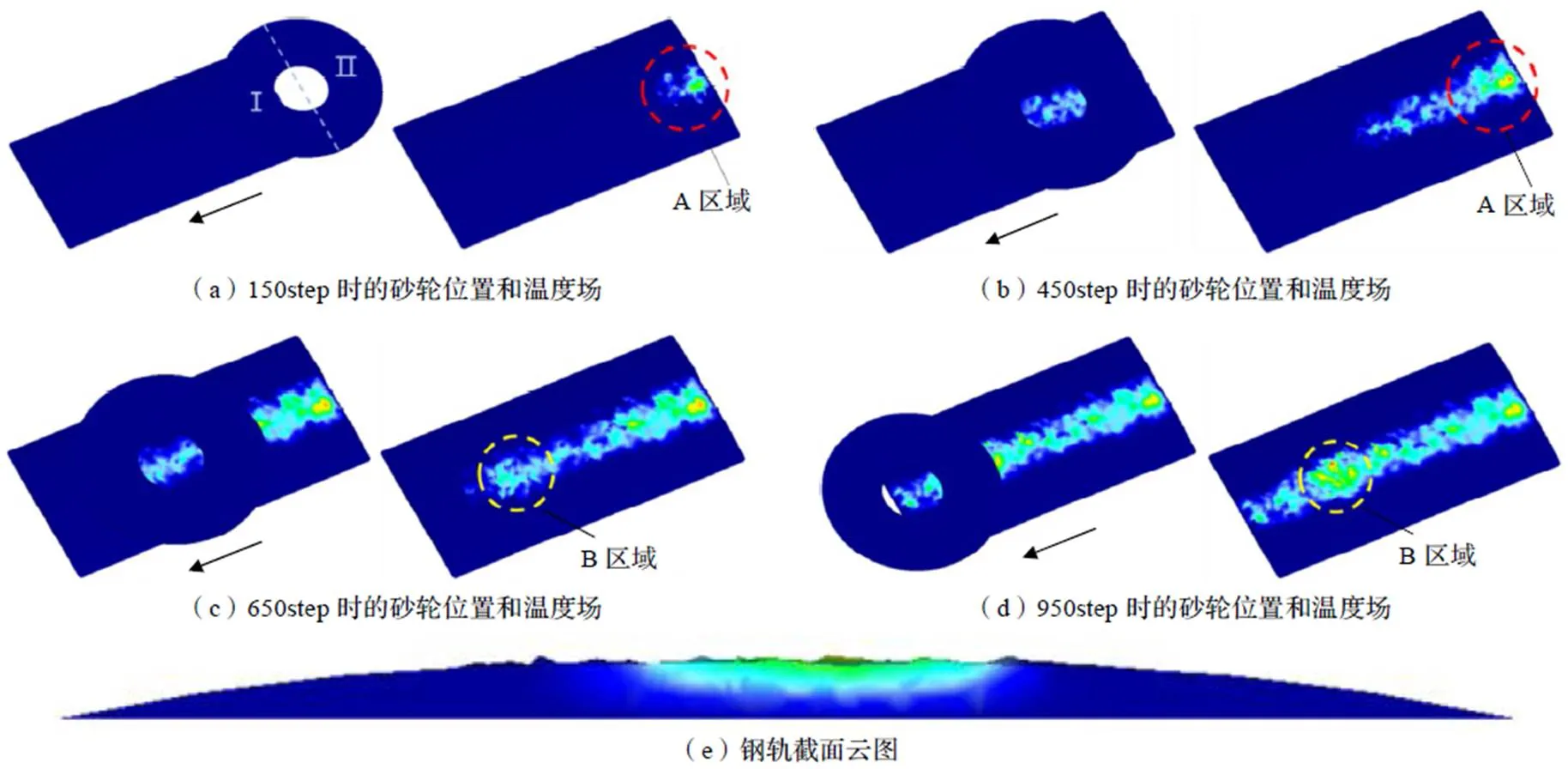
圖6 鋼軌打磨過程中的鋼軌溫度云圖
2.2 節(jié)點溫度變化
如圖7所示,節(jié)點溫度曲線前后具有兩個波峰,分別為200℃和388℃,這和上述結(jié)果(鋼軌同一部位受兩次打磨作用,溫度會繼續(xù)升高)一致。但是,中間還存在著一次波谷:鋼軌表面溫度迅速增大至第一個波峰200℃后,隨即小幅下降至193℃。這是砂輪的空心圓柱結(jié)構(gòu)導(dǎo)致的:當(dāng)砂輪前端(圖6中Ⅰ部分)打磨經(jīng)過鋼軌表面某節(jié)點處時,大量磨削熱積聚使節(jié)點溫度升高,但當(dāng)砂輪中心空孔部分經(jīng)過節(jié)點處時,并沒有磨粒繼續(xù)對節(jié)點處鋼軌進行磨削和摩擦作用,節(jié)點處沒有熱量產(chǎn)生,所以溫度不會繼續(xù)升高,反而因為熱傳遞會有所下降。當(dāng)砂輪后端(圖6中Ⅱ部分)打磨至節(jié)點處,此時節(jié)點處又開始發(fā)生打磨作用,引起溫度繼續(xù)升高。溫度升高至第二個波峰后,整個砂輪都逐漸遠離節(jié)點,節(jié)點附近鋼軌便逐漸冷卻,溫度降低。
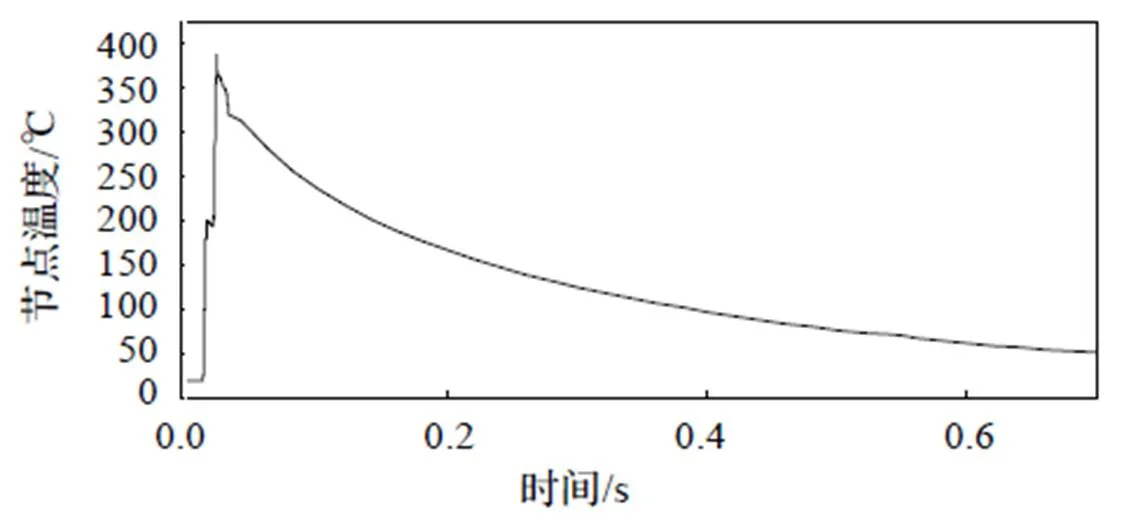
圖7 鋼軌表面某節(jié)點溫度隨時間變化曲線
2.3 打磨參數(shù)對鋼軌溫度峰值的影響
打磨深度是磨粒參與切削的深度,與打磨壓力直接相關(guān),且隨打磨壓力的增大而增大[18]。當(dāng)進給速度為20 km/h、砂輪轉(zhuǎn)速為3200 r/min時,得到圖8。可以看出,當(dāng)打磨深度從10 μm增加到70 μm時,鋼軌上最高溫度從330℃升高至529℃。這是因為隨著打磨深度的增加,實際參與打磨的磨粒增加,磨粒和鋼軌接觸作用的深度與面積也增大,最終導(dǎo)致打磨量增大,磨削作用更加劇烈。
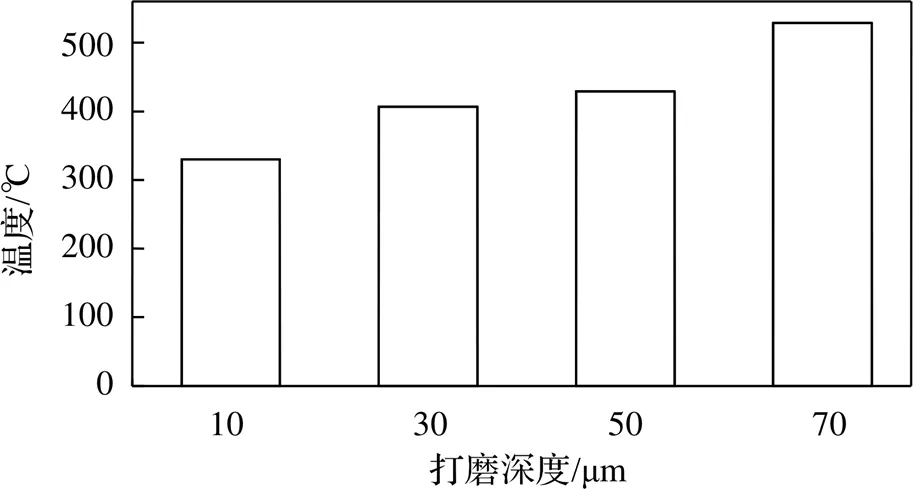
圖8 不同打磨深度下的最高溫度
進給速度是鋼軌打磨列車的運行速度。現(xiàn)場打磨時,進給速度通常在8~20 km/h之間,當(dāng)速度低于2 km/h時,為防止鋼軌溫度過高,砂輪會自動脫離軌面(抬起)[14]。當(dāng)打磨深度為30 μm、砂輪轉(zhuǎn)速為3200 r/min時,得到圖9。可以看出,當(dāng)進給速度從5 km/h增加至20 km/h時,鋼軌上最高溫度從663℃降低至407℃。這是因為打磨列車運行越快,砂輪打磨鋼軌的時間就越短,這一段鋼軌受到的磨削和摩擦作用時間就會越短,導(dǎo)致這段鋼軌上產(chǎn)生的熱量減少。此外,還可以發(fā)現(xiàn)進給速度越高,溫度降低的趨勢越小。
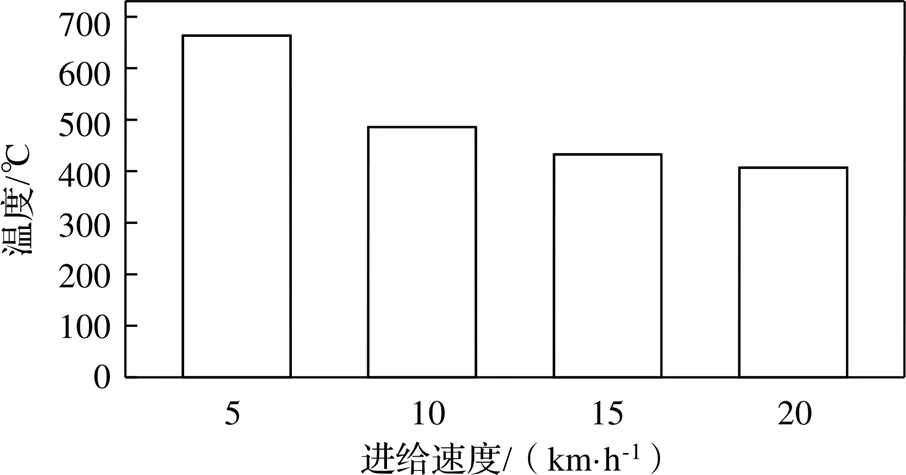
圖9 不同進給速度下的最高溫度
砂輪作為直接磨削鋼軌材料的工具,其轉(zhuǎn)速是鋼軌打磨過程中的重要參數(shù)。當(dāng)打磨深度為30 μm、進給速度為20 km/h時,得到圖10。可以看出,當(dāng)砂輪轉(zhuǎn)速從2000 r/min增加至3800 r/min時,鋼軌上最高溫度從353℃升高至445℃。這是因為在同一時間段內(nèi),轉(zhuǎn)速越大,有更多的磨粒和鋼軌接觸摩擦,更多的鋼軌材料被切削,導(dǎo)致在鋼軌上產(chǎn)生了更多的磨削熱。
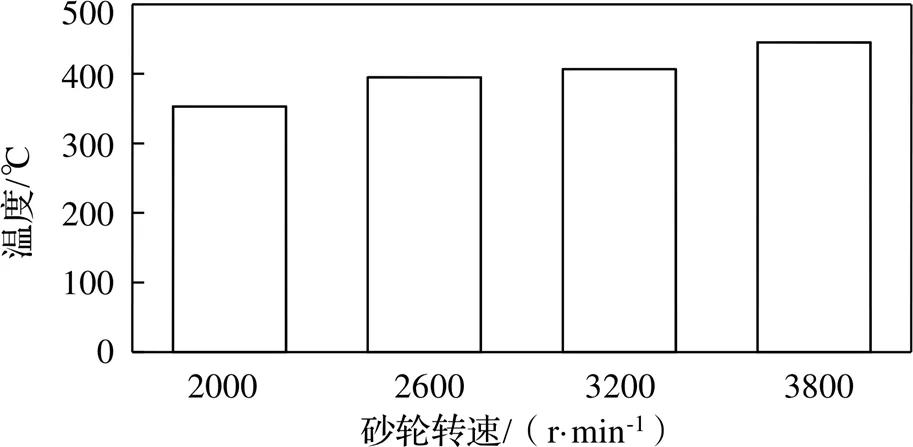
圖10 不同砂輪轉(zhuǎn)速下的最高溫度
3 結(jié)論
本文考慮到真實的磨削過程,建立與現(xiàn)場砂輪形貌一致的砂輪模型,建立單個砂輪進行鋼軌打磨的溫度場計算模型。研究了鋼軌打磨過程中的鋼軌溫度場變化過程,分析了鋼軌表面節(jié)點溫度的變化規(guī)律,探討了打磨參數(shù)(打磨深度、進給速度、砂輪轉(zhuǎn)速)對打磨溫度的影響規(guī)律。得出以下結(jié)論:
(1)單個砂輪進行鋼軌作業(yè)時,鋼軌受到砂輪前端和后端的兩次打磨作用,磨削區(qū)域溫度繼續(xù)升高,熱影響區(qū)進一步向四周擴散。
(2)鋼軌上節(jié)點溫度先增加,再小幅降低,然后繼續(xù)增加至最高,最后逐漸下降。
(3)打磨參數(shù)對打磨溫度有明顯影響。當(dāng)打磨深度從10 μm增加到70 μm時,鋼軌最高溫度從330℃升高至529℃;當(dāng)進給速度從5 km/h增加至20 km/h時,鋼軌最高溫度從663℃降低至407℃;當(dāng)砂輪轉(zhuǎn)速從2000 r/min增加至3800 r/min時,鋼軌最高溫度從353℃升高至445℃。
[1]Ma L,Guo J,Liu Q Y,et al. Fatigue crack growth and damage characteristics of high-speed rail at low ambient temperature[J]. Engineering Failure Analysis,2017(82):802-815.
[2]Jiang W J,Liu C,He C G,et al. Investigation on impact wear and damage mechanism of railway rail weld joint and rail materials[J]. Wear,2017(376-377):1938-1946.
[3]Ding H H,F(xiàn)u Z K,Wang W J,et al. Investigation on the effect of rotational speed on rolling wear and damage behaviors of wheel/rail materials[J]. Wear,2015(330-331):563-570.
[4]Wang W J,Gu K K,Zhou K,et al. Influence of granularity of grinding stone on grinding force and material removal in the rail grinding process[J]. Proceedings of the Institution of Mechanical Engineers,Part J: Journal of Engineering Tribology,2018,223:355-365.
[5]李志偉,張沭玥. 精密成形磨削工藝參數(shù)的仿真研究[J]. 機械,2018,10(45):20-27.
[6]王純賢,鄭夢龍,吳喆,等. 相變材料對磨具磨削層熱性能影響的理論與數(shù)值分析[J]. 機械,2019,5(45):1-7.
[7]何岸,龔邦明. 鋼軌精磨機測控系統(tǒng)設(shè)計[J]. 機械,2015,10(42):40-43.
[8]Singleton R,Marshall M B,Lewis R,et al. Rail grinding for the 21st century-Taking a lead from the aerospace industry[J]. Proceedings of the Institution of Mechanical Engineers,Part F: Journal of Rail and Rapid Transit,2015,229(5):457-465.
[9]Ding J J,Lewis R,Beagles A,et al. Application of grinding to reduce rail side wear in straight track[J]. Wear,2018(402-403):71-79.
[10]Kanematsu Y,Satoh Y,et al. Influence of Type of Grinding Stone on Rail Grinding Efficiency[J]. Quarterly Report of RTRI,2011,52(2):97-102.
[11]Uhlmann E,Lypovka P,Hochschild L,et al. Influence of rail grinding process parameters on rail surface roughness and surface layer hardness[J]. Wear,2016(366-367):287-293.
[12]Zhou K,Ding H H,Zhang S Y,et al. Modelling and simulation of the grinding force in rail grinding that considers the swing angle of the grinding stone[J]. Tribology International,2019,137(9):274-288.
[13]Zhang S Y,Zhou K,Ding H H,et al. Effects of Grinding Passes and Direction on Material Removal Behaviors in the Rail Grinding Process[J]. Materials,2018,11(11):2293.
[14]Zhang Z Y,Shang W,Ding H H,et al. Thermal model and temperature field in rail grinding process based on a moving heat source[J]. Applied Thermal Engineering,2016(106):855-864.
[15]Lin B,Zhou K,Guo J,et al. Influence of grinding parameters on surface temperature and burn behaviors of grinding rail[J]. Tribology International,2018(122):151-162.
[16]聶蒙,李建勇,沈海闊,等. 鋼軌打磨作業(yè)過程中磨削溫度建模與仿真[J]. 鐵道學(xué)報,2013,35(10):89-93.
[17]商維,張沭玥,郭俊,等. 基于虛擬砂輪建模的鋼軌打磨材料去除仿真研究[J]. 機械工程學(xué)報,2018,54(4):30-36.
[18]Zhou K,Ding H H,Wang W J,et al. Influence of grinding pressure on removal behaviours of rail material[J]. Tribology International,2019(134):417-426.
Temperature Field of Rail Grinding Based on a Virtual Grinding Wheel
HUANG Langming,ZHOU Kun,DING Haohao,GUO Jun,LIU Qiyue,WANG Wenjian
( Tribology Research Institute, Southwest Jiaotong University, Chengdu 610031, China)
Based on the rail grinding process in the field, a virtual grinding wheel model was built according to the field grinding wheels, and a wheel-rail model during rail grinding was established. The finite element software DEFORM was used to study the evolution of temperature field on the rail during rail grinding, and temperature change of a node on the rail surface was analyzed. Meanwhile, the influence of grinding parameters (such as the grinding depth, the feed speed of a grinding train, and the rotational speed of a grinding wheel) on grinding temperature was studied. The results showed that during rail grinding, the rail was ground twice by the grinding wheel. The temperature of ground area continued to rise, and heat affected zone expanded. The node temperature experienced a small decrease in the process of rapid increase, then increased to the maximum value, and then decreased slowly. Grinding parameters had influence on the grinding temperature. With the grinding depth increasing from 10 μm to 70 μm, the maximum temperature on the rail surface increased from 330℃ to 529℃. With the feed speed increasing from 5 km/h to 20 km/h, the maximum temperature on the rail surface declined from 663℃ to 407℃. With the rotational speed increasing from 2000 r/min to 3800 r/min, the maximum temperature on the rail surface increased from 353℃ to 445℃.
rail grinding;virtual grinding wheel;grinding parameters;grinding temperature
U213.4
A
10.3969/j.issn.1006-0316.2020.07.001
1006-0316 (2020) 07-0001-06
2020-01-14
國家自然科學(xué)基金項目(51575460);四川省高校科研創(chuàng)新團隊項目(18TD0005)
黃瑯茗(1994-),男,四川廣安人,碩士研究生,主要研究方向為鋼軌打磨行為仿真研究,E-mail:huanglangming@foxmail.com;
劉啟躍(1964-),男,四川成都人,博士,教授,主要研究方向為輪軌系統(tǒng)服役行為及材料摩擦磨損。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
