西門子S7-1500和S7-200Smart以太網通訊應用
2020-07-29 00:50:42張陽王龍
商品與質量 2020年16期
張陽 王龍
1.北京泓泰天誠科技有限公司 北京 100102
2.洛陽海凝機器人科技有限公司 河南洛陽 471000
以太網:以太網是一種計算機局域網技術,是世界中最普遍的一種計算機技術。IEEE組織的IEEE802.3標準制定了以太網的技術標準,它規定了包括物理層的連線、電子信號和介質訪問層協議的內容。以太網是一種差分(多點)網絡,最多可有32個網段、1024個節點。以太網可實現高速(高達100Mbit/s)長距離(銅纜:最遠約為1.5km;光纖:最遠約為4.3km)數據傳輸。
PUT和GET指令:即從遠程CPU讀寫指令,通過在博圖軟件(西門子S7-1500/1200系列PLC)調用該指令對遠端CPU進行讀寫功能的操作,也可用使用STEP 7-MicroWIN SMART V2.0以上版本,通過向導進行組態,從而執行對遠端CPU的讀寫功能的操作[1]。
1 S7-1500與S7-200SMART通訊
S7-1500與S7-200SMART采用S7連接的以太網通訊方式,S7-200SMART本身自帶以太網接口,因此需要將兩臺PLC通過網線進行物理連接,如下圖所示:

1.1 連接示意圖
由于使用博圖軟件進行調用PUT和GET指令相比使用STEP 7-MicroWIN SMART要繁瑣些,因此在該項目中直接在STEP 7-MicroWIN SMART軟件中使用PUT和GET的向導,進行指令的調用。
在向導中設置PUT和GET傳送的大小,如果是給遠程發送則在類型出選擇PUT,如接收遠程信號,則在類型處選擇GET,如下圖所示:
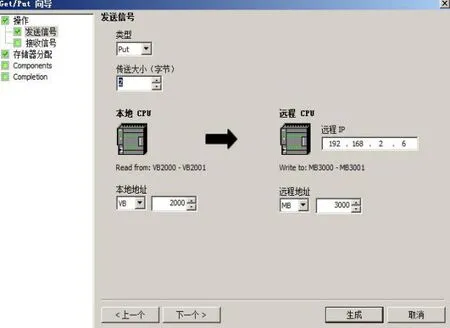
發送信號給遠程
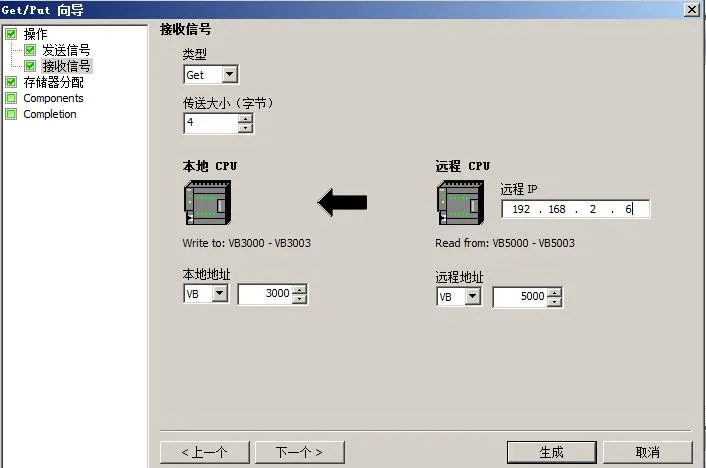
1.2 接收遠程信號
遠程IP地址要寫入S7-1500的IP,生成后,會在調用子程序中生成一個NET_EXE的子程序,在主程序中調用該子程序即可根據向導中設定的本地地址進行對遠程CPU的讀寫編程工作。(例:通過S7-200SMART給S7-1500發出指令,使用在PUT向導中設置本地地址VB2000,遠程地址MB3000,這樣在程序段如果V2000.1通,那么S7-1500中M3000.1正常會接通。)
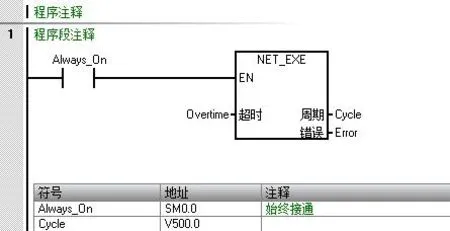
NET_EXE子程序調用
2 案例應用
該成功案例使用在天津某集團公司的一條自動化生產線,生產線的控制主要由西門子S7-1500來控制,生產線前段放置一臺桁架機械手,用于為生產線搬運工件。機械手對工件的上料動作和取空托盤的動作,都需要S7-1500和S7-200SMART之間有一個數據的交換,由于整條生產線與上位機的通訊都使用以太網通訊,因此將S7-1500和S7-200SMART也確定為以太網通訊,當生產線需要上料時會通過以太網通訊給桁架機械手發出上料要求,桁架機械手會在接到上料信號后,將工件運送至生產線上,當機械手將工件送至生產線上后,會通過以太網通信發出信號,生產線會自動運行,當空托盤回到指定位置后,也會給桁架機械手發出指定,桁架機械手取回空托盤[2]。這樣,S7-1500和S7-200SMART通過以太網實現數據信息的交換傳遞。
3 結語
本文利用S7-200SMART本身集成的以太網接口與S7-1500的以太網接口物理連接,通過以太網通訊,通過STEP 7-MicroWIN SMART中PUT和GET向導,實現桁架機械手與自動化生產線的數據信息交換傳遞,進而實現制定的功能,滿足現場客戶的要求[3]。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
西安航空學院學報(2014年5期)2014-07-13 01:27:52
