大功率LED器件與散熱器的金屬化焊接研究
2020-07-27 08:33:22杜元寶張耀華劉永福
照明工程學(xué)報(bào) 2020年3期
關(guān)鍵詞:工藝
杜元寶,張耀華,柯 強(qiáng) ,劉永福
(1.寧波升譜光電股份有限公司,中國(guó)科學(xué)院寧波材料技術(shù)與工程研究所,浙江 寧波 315000;2.中國(guó)科學(xué)院大學(xué), 北京 100049)
引言
對(duì)LED器件而言,LED芯片散熱主要與器件的封裝結(jié)構(gòu)和工藝有關(guān);對(duì)LED燈具而言,燈具的散熱主要與LED器件和燈具散熱結(jié)構(gòu)設(shè)計(jì)及導(dǎo)熱硅脂有關(guān)[1-14]。LED芯片所產(chǎn)生的熱量,最后主要通過(guò)燈具的散熱器散到空氣中去。這些熱量要從芯片傳到外部空氣,需要經(jīng)過(guò)很多層的散熱通道,具體來(lái)說(shuō),熱量從LED芯片內(nèi)部出來(lái)后,先經(jīng)過(guò)固晶膠到鋁基板的PCB,再通過(guò)導(dǎo)熱硅脂才到燈具散熱器,最后由散熱器導(dǎo)入空氣中。LED器件都有一定的正常工作溫度要求,包括環(huán)境溫度和工作溫度,LED器件正常工作的環(huán)境溫度一般要低于80 ℃,當(dāng)內(nèi)部芯片的PN結(jié)溫度過(guò)高時(shí),就會(huì)失效。因此,如何將LED器件產(chǎn)生的熱量及時(shí)傳導(dǎo)到燈具的散熱器,及時(shí)降低LED器件內(nèi)部芯片的結(jié)溫十分重要。
目前主要是采用導(dǎo)熱硅脂將LED器件與燈具的散熱器進(jìn)行連接,導(dǎo)熱硅脂的導(dǎo)熱系數(shù)為1~8 W·m-1·K-1,導(dǎo)熱能力十分有限。如果靠壓片來(lái)固定導(dǎo)熱硅脂,有時(shí)還會(huì)出現(xiàn)壓不牢的風(fēng)險(xiǎn)。本文嘗試將一種LED器件與燈具散熱器的金屬化焊接方式,即一種傳統(tǒng)的釬焊技術(shù),用來(lái)解決LED器件的熱傳導(dǎo)問(wèn)題。目前采用的熱傳導(dǎo)材料主要是導(dǎo)熱硅脂,其內(nèi)部填充金屬顆粒,由于有樹(shù)脂溶劑,金屬顆填充粒密度有限,限制了導(dǎo)熱能力和耐高溫性能。本文嘗試用錫膏取代導(dǎo)熱硅脂或?qū)釅|片,主要研究這種金屬化焊接方式的導(dǎo)熱性能及其對(duì)LED器件光電參數(shù)的影響。
1 金屬化焊接研究方案
金屬化焊接研究方案如表1所示。首先,制備LED光源器件,采用正裝17 mil×34 mil 藍(lán)光LED芯片,波長(zhǎng)為455~457 nm,芯片電壓為3~3.1 V,功率PO大于190 mW,基板采用30 mm×25 mm鏡面鋁基板,電路結(jié)構(gòu)8并12串,色溫為3 000 K,顯色指數(shù)Ra大于80,光源發(fā)光面直徑為19 mm。然后,將LED器件基板底部采用電化學(xué)法進(jìn)行鍍鎳處理,鏡面鋁基板底部是1070純鋁。由于純鋁無(wú)法和錫膏進(jìn)行焊接,因此需要在基板底部進(jìn)行鍍鎳處理,鎳層厚度控制在200 nm左右;實(shí)驗(yàn)方案有兩種,如圖1所示,一種是先將底部經(jīng)過(guò)處理的LED器件通過(guò)導(dǎo)熱硅脂(2 W)與散熱器相連并用M4螺絲固定;另一種是通過(guò)高溫錫膏過(guò)回流焊的方式進(jìn)行金屬化的焊接將LED器件與散熱器相連,散熱器的大小為15 cm×15 cm×4 cm大小的鋁散熱器。將貼好的LED器件與散熱器一起進(jìn)行初始光電參數(shù)測(cè)試,輸入電流為270 mA、400 mA、540 mA、710 mA,功率分別為10 W、15 W、20 W、25 W。最后,將測(cè)試溫度探頭與LED器件TS點(diǎn)相連,在環(huán)境溫度為25 ℃條件下,持續(xù)點(diǎn)亮1 min、3 min、5 min、11 min直到1 h,記錄TS點(diǎn)溫度的變化,待溫度穩(wěn)定后,繼續(xù)保持25 W功率,持續(xù)老化3 000 h后,記錄25 W時(shí)兩種方案的光通量及色坐標(biāo)的數(shù)據(jù)。

表1 金屬化焊接研究方案Table 1 Research scheme of metallization connection
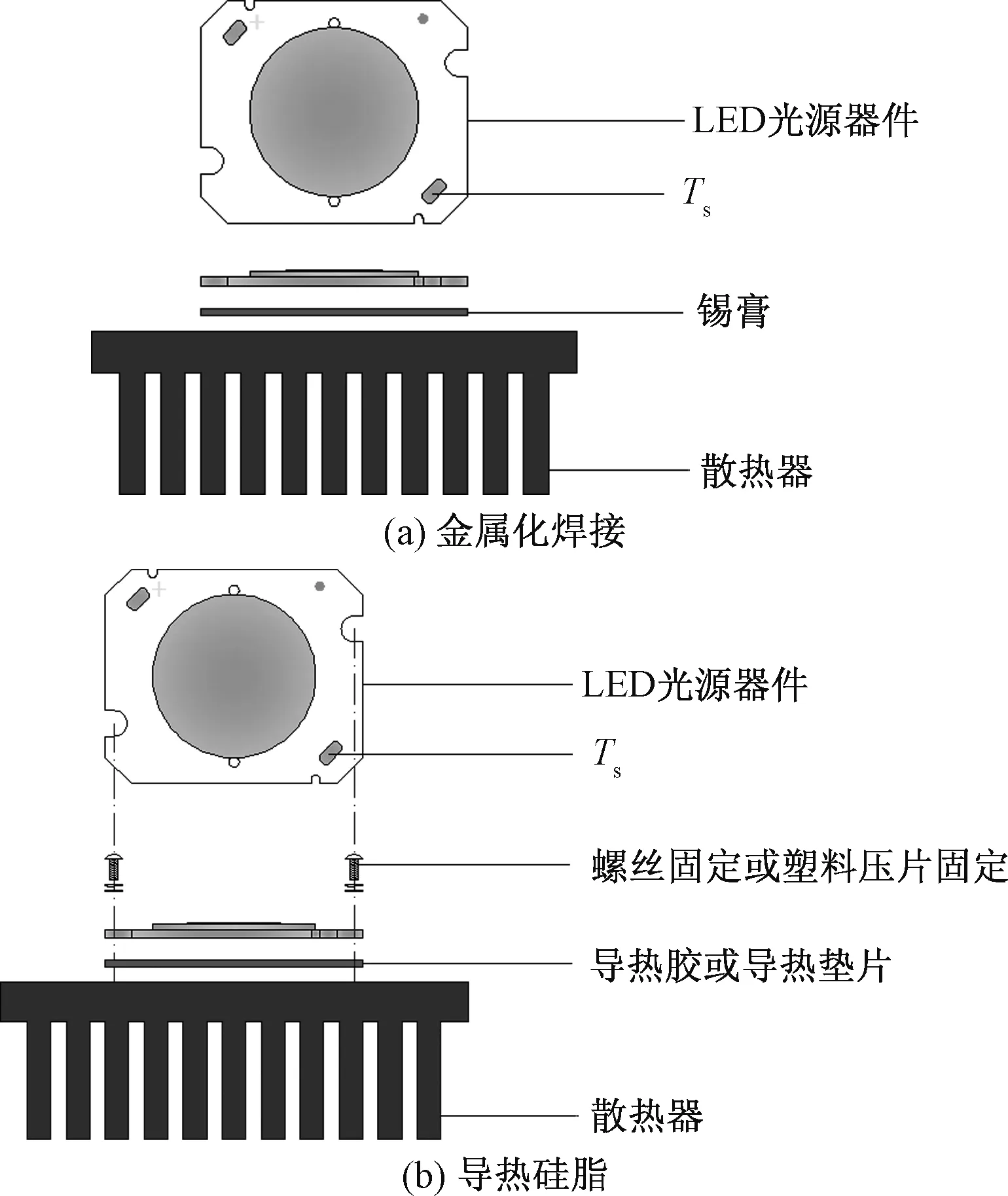
圖1 金屬化焊接和導(dǎo)熱硅脂方案Fig.1 Metallization welding and thermal conductive silicone grease
2 實(shí)驗(yàn)結(jié)果分析
2.1 兩種工藝負(fù)極焊盤(pán)Ts點(diǎn)溫升分析
實(shí)驗(yàn)對(duì)兩種工藝的光源器件分別輸入270 mA、400 mA、540 mA、710 mA,功率分別為10 W、15 W、20 W、25 W,分別測(cè)試兩種工藝產(chǎn)品點(diǎn)亮后1 h的溫升情況以及穩(wěn)態(tài)后持續(xù)老化3 000 h的參數(shù)衰減情況。
由圖2可以看出,兩種工藝在前5 min,TS點(diǎn)的溫度都是同步持續(xù)升高且數(shù)值基本一致;5 min以后,溫升繼續(xù)同步升高,但升溫速率開(kāi)始拉開(kāi)距離,TS點(diǎn)溫度繼續(xù)平穩(wěn)增加,1 h后趨于穩(wěn)定。穩(wěn)定后,錫膏焊接的TS點(diǎn)溫度低于導(dǎo)熱硅脂的TS點(diǎn)溫度,且隨著功率的增加兩種工藝的TS穩(wěn)態(tài)時(shí)的溫差也隨之加大,如圖3所示。
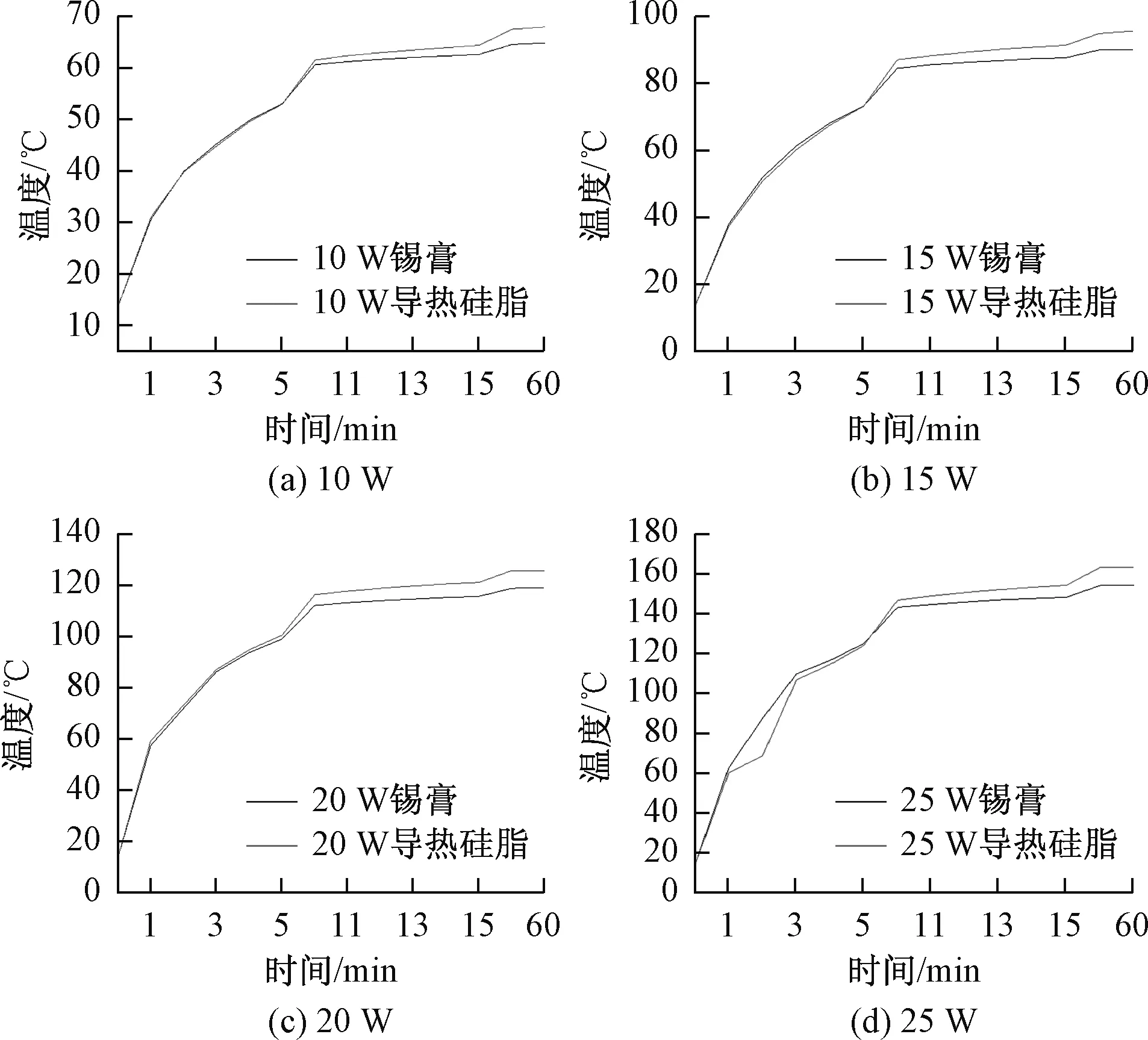
圖2 不同功率條件下兩種工藝器件的TS點(diǎn)溫升情況Fig.2 TS point temperature rise of the two process devices with various power

圖3 兩種工藝器件功率和TS點(diǎn)溫差的關(guān)系Fig.3 The relationship between the power of two process devices and TS point temperature difference
可靠性方面,將色溫為3 000 K、Ra大于80的兩種工藝產(chǎn)品在85 ℃環(huán)境溫度條件下進(jìn)行老化測(cè)試,功率為25 W,老化時(shí)間3 000 h。兩種工藝產(chǎn)品的光通量衰減情況和色坐標(biāo)衰減情況如圖4所示。
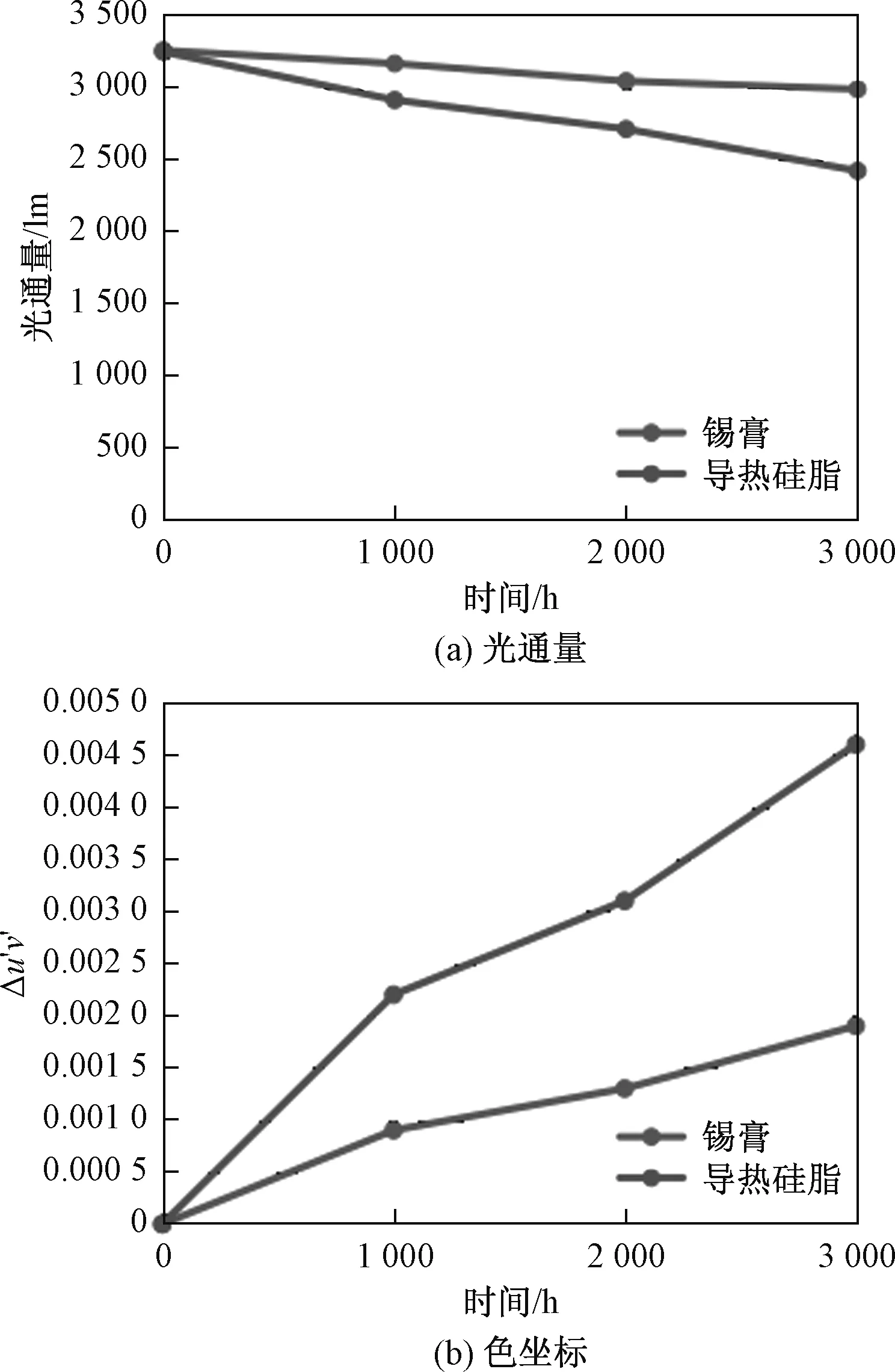
圖4 兩種工藝產(chǎn)品的光通量衰減情況、色坐標(biāo)衰減情況Fig.4 The flux attenuation and the color coordinate decay of two process devices
2.2 兩種工藝的機(jī)理分析
為了有效傳導(dǎo)LED芯片產(chǎn)生的熱量,除光源自身熱阻要低外,光源及散熱器之間的熱阻至關(guān)重要。研究表明,兩個(gè)接觸面積的實(shí)際接觸面積僅為名義接觸面積的0.01%~0.1%,即便施加一個(gè)10 MPa的垂直接觸壓力,實(shí)際接觸面積也只能提高至名義接觸面積的1%~2%。這主要是因?yàn)閮煞N接觸面之間存在很多凹凸不平的空隙,這些空隙原則上僅為導(dǎo)熱系數(shù)為0.026 W·m-1·K-1的空氣填充,為了將空氣排出,目前主流的做法是填充一種導(dǎo)熱硅脂,以降低界面熱阻,如圖5(a)所示。導(dǎo)熱硅脂的導(dǎo)熱系數(shù)介于1~8 W·m-1·K-1之間,其導(dǎo)熱能力十分有限,這成為制約大功率LED器件應(yīng)用的主要技術(shù)瓶頸。金屬化焊接界面層是金屬,錫膏的導(dǎo)熱系數(shù)高達(dá)60 W·m-1·K-1以上,導(dǎo)熱十分迅速,理論上如果散熱器足夠大,可以在很短時(shí)間之內(nèi)導(dǎo)走熱量,如圖5(b)所示。因此,這兩種工藝接觸處熱量的實(shí)際傳導(dǎo)速率不同,在相同的散熱器下,最終TS點(diǎn)的溫升差會(huì)隨著LED光源功率的增加而增大。
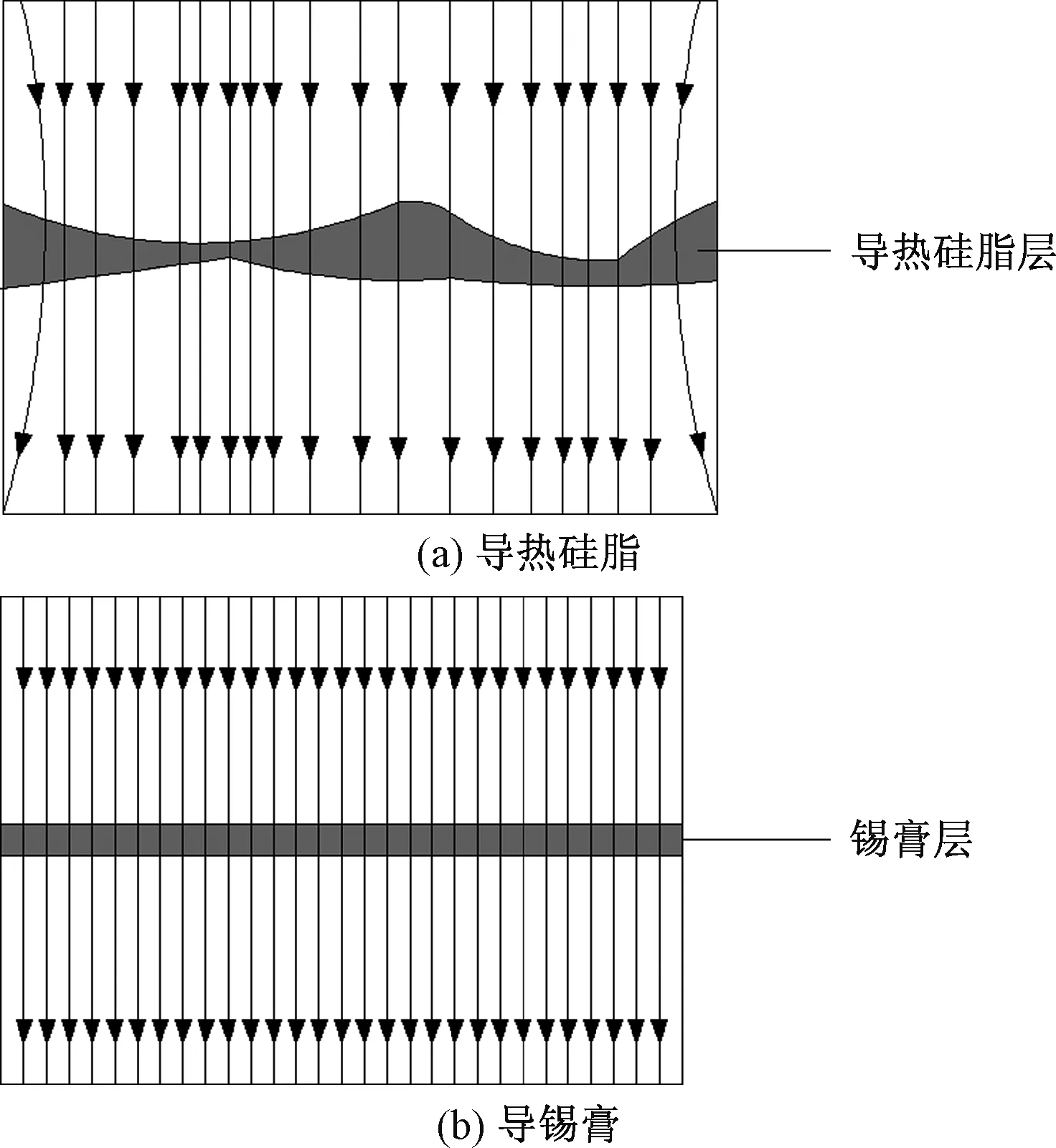
圖5 導(dǎo)熱硅脂界面層和錫膏界面層的熱傳導(dǎo)Fig.5 Thermal conductivity of silicon grease interface layer and solder paste interface layer
3 結(jié)論
本文嘗試使用錫膏取代導(dǎo)熱硅脂或?qū)釅|片并對(duì)這種金屬化焊接工藝進(jìn)行了研究。實(shí)驗(yàn)中將LED器件與燈具散熱器通過(guò)錫膏進(jìn)行連接,研究了LED光源器件不同功率下的溫升情況及持續(xù)老化3 000 h的亮度衰減情況。實(shí)驗(yàn)發(fā)現(xiàn),相比于用導(dǎo)熱硅脂的連接,采用錫膏連接后,LED光源器件的TS溫升速度變慢,持續(xù)老化3 000 h光衰變小,這表明金屬化焊接可以有效地提高LED器件的可靠性和穩(wěn)定性。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52