固溶處理對(duì)S31803鋼TIG 焊縫組織與腐蝕性能的影響
2020-07-27 06:58:54叢發(fā)敏夏春智劉鵬
焊接 2020年2期
叢發(fā)敏,夏春智,劉鵬
(1.江蘇科技大學(xué),江蘇鎮(zhèn)江212003;2.山東建筑大學(xué),濟(jì)南250101)
0 前言
雙相不銹鋼又稱(chēng)為奧氏體—鐵素體型不銹鋼,它是由體積分?jǐn)?shù)為60%~40%的鐵素體加體積分?jǐn)?shù)為40%~60%奧氏體組成的,一般較少相的含量最少也需要達(dá)到30%[1]。它具有優(yōu)良的強(qiáng)度、韌性及良好的耐腐蝕性,廣泛應(yīng)用于能源、船舶、化工、石油等領(lǐng)域[2]。S31803雙相不銹鋼屬中型不銹鋼,在進(jìn)行焊接時(shí)會(huì)導(dǎo)致焊縫和熱影響區(qū)雙相比例不理想,影響其耐腐蝕性能。近年來(lái),一些研究者采用常規(guī)熔焊方法對(duì)該雙相不銹鋼接頭的微觀組織與耐腐蝕性能等進(jìn)行了一定的研究,其中多數(shù)依據(jù)現(xiàn)有理論中提到的固定固溶溫度對(duì)接頭進(jìn)行處理,研究其對(duì)組織與耐腐蝕性能的影響。
高戰(zhàn)起等人[3]采用兩種不同保護(hù)氣的鎢極氬弧焊對(duì)2507雙相不銹鋼進(jìn)行多層多道焊,試驗(yàn)結(jié)果表明,在保護(hù)氣中加入氮?dú)饪梢栽黾訆W氏體的生成量,從而降低腐蝕電流密度,使其耐腐蝕能力優(yōu)于保護(hù)氣體為純Ar時(shí)的焊縫。鄒德寧等人[4]對(duì)S31803雙相不銹鋼采用焊條電弧焊多層多道次焊接,對(duì)焊接接頭進(jìn)行1 050℃固溶處理并分析其組織及力學(xué)性能。試驗(yàn)結(jié)果表明,在固溶處理后熱影響區(qū)兩相分布均勻,焊縫奧氏體相含量較高。程?hào)|亮等人[5]對(duì)S31803雙相不銹鋼薄板采用TIG焊接,對(duì)焊接接頭進(jìn)行了1 050℃的固溶處理,發(fā)現(xiàn)1 050℃固溶處理后的焊接接頭奧氏體相和鐵素體相接近1∶1,雖然硬度降低,但耐腐蝕性能優(yōu)異。而目前對(duì)于不同的固溶溫度對(duì)該雙相不銹鋼熔焊接頭顯微組織,尤其是多層焊縫不同區(qū)域的組織與耐腐蝕性能的研究還不夠充分。
文中采用填絲TIG對(duì)S31803鋼厚板進(jìn)行多層多道焊接,分析不同固溶溫度對(duì)TIG焊縫的微觀組織與性能(硬度和電化學(xué)腐蝕)的影響,獲得固溶溫度與組織及性能之間的關(guān)系。為獲得高質(zhì)量的S31803雙相不銹鋼焊接接頭提供重要的研究基礎(chǔ)。
1 試驗(yàn)材料及工藝
試驗(yàn)材料為S31803雙相不銹鋼,板厚24 mm;焊接材料為φ2.4 mm的ER2209焊絲,母材和焊絲的主要化學(xué)成分見(jiàn)表1。采用填絲TIG進(jìn)行多層多道焊接,為避免脆性σ相的析出,層間溫度應(yīng)小于150℃[6]。保護(hù)氣體為98%Ar+2%N2,氣體流量為10~20 L/min,鎢極采用直徑為2.4 mm釷鎢極(EWTh-2)。焊接工藝參數(shù)見(jiàn)表2。焊前需對(duì)母材及焊絲進(jìn)行嚴(yán)格的除油除銹處理,采用單邊V形坡口,如圖1所示。焊后,垂直焊接方向切取獲得焊縫截面,然后以焊縫中心點(diǎn)切成4塊分析試樣,如圖2所示,把每一區(qū)域試樣分別進(jìn)行950℃,1 000℃和1 050℃固溶處理,保溫1 h后進(jìn)行水冷。
采用金相顯微鏡分析焊縫顯微組織特征,利用HV-1000維氏硬度計(jì)對(duì)焊縫各區(qū)域硬度分布進(jìn)行測(cè)試與分析,加載力為200 g,加載時(shí)間10 s。采用CHI604E型電化學(xué)分析儀,對(duì)不同固溶溫度下的焊縫進(jìn)行電化學(xué)腐蝕試驗(yàn)。

表1 母材和焊絲的主要化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 焊接工藝參數(shù)
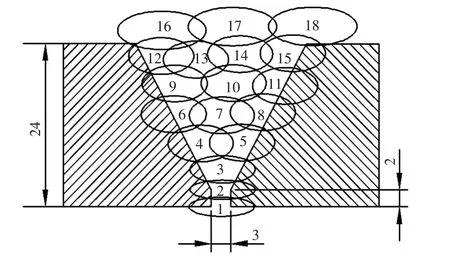
圖1 焊接接頭坡口形式
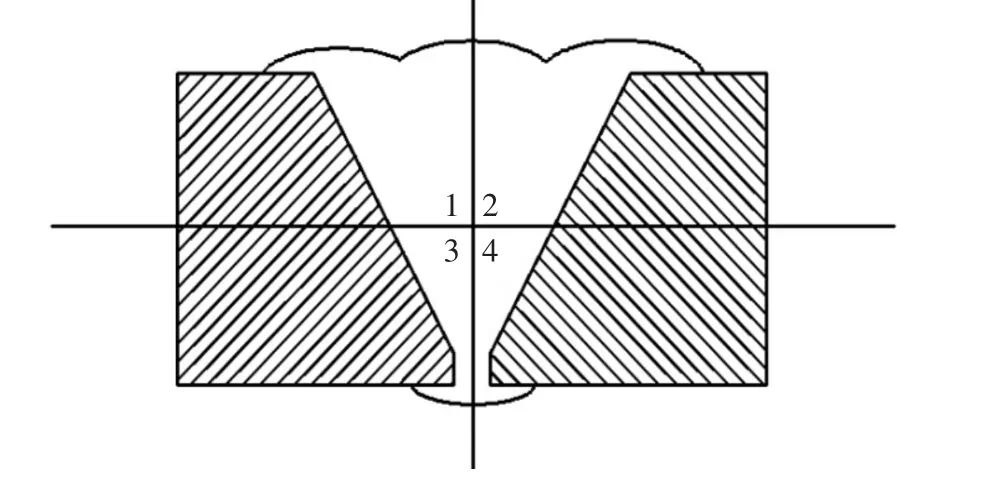
圖2 焊接接頭截面切割示意圖
2 結(jié)果與討論
2.1 顯微組織分析
焊后固溶處理可以改善焊縫組織,促使奧氏體相和鐵素體相的比例更加合理,同時(shí)可以消除焊縫由于冷卻速度過(guò)慢而產(chǎn)生的二次奧氏體和σ相[7-8]。圖3是1號(hào)試樣焊縫不同固溶處理狀態(tài)下顯微組織,其中淺色組織為典型奧氏體,深色為鐵素體,且?jiàn)W氏體分布于鐵素體基體上。
由圖3可以看出,固溶處理前,奧氏體主要呈現(xiàn)魚(yú)骨狀,少量條塊狀,而且兩相之間較難以分辨。而固溶處理后,奧氏體含量明顯增多,由魚(yú)骨狀向塊狀及橢圓狀組織轉(zhuǎn)變,隨著固溶溫度升高,奧氏體所占比例增加,鐵素體含量降低,此時(shí)可能會(huì)因?yàn)殍F素體中Cr,Mo的減少,進(jìn)而造成晶界σ相的減少[9],而此時(shí)與固溶處理前相比,兩相組織的界限更加清晰、圓滑。
圖4是3號(hào)試樣焊縫在不同固溶處理狀態(tài)下顯微組織。對(duì)比圖3和圖4可知,固溶處理前3號(hào)試樣奧氏體略少于1號(hào)試樣,且3號(hào)區(qū)域的奧氏體組織晶粒略小于1號(hào)試樣,這是可能由于下層金屬受到多層熱循環(huán)而造成的。
總之,經(jīng)過(guò)固溶處理后,焊縫上下層的組織差異有所減小,且隨著固溶溫度升高,兩區(qū)域組織結(jié)構(gòu)更接近。這是因?yàn)楣倘芴幚頃r(shí)兩區(qū)域同時(shí)被重新加熱,σ相中的Cr,Mo等元素重新回到奧氏體和鐵素體中,抑制了σ相的析出,尤其是在1 050℃保溫1 h后,焊縫組織全部轉(zhuǎn)變?yōu)閱蜗噼F素體,水冷后大量鐵素體轉(zhuǎn)變?yōu)閵W氏體,σ相來(lái)不及析出,焊縫只有兩相組織,且同時(shí)水冷冷卻,導(dǎo)致兩區(qū)域相比例接近。而且在固溶溫度為950℃時(shí),σ相仍有殘余;固溶溫度為1 000℃時(shí),σ相已經(jīng)不容易看出;在1 050℃時(shí),σ相被完全消除。

圖3 1號(hào)試樣焊縫在不同固溶處理下的顯微組織
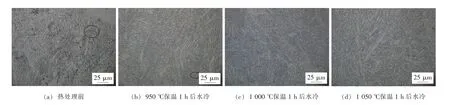
圖4 3號(hào)試樣焊縫在不同固溶處理下的顯微組織
2.2 顯微硬度分析
對(duì)固溶處理前后不同區(qū)域試樣進(jìn)行硬度分布測(cè)試,試驗(yàn)結(jié)果如圖5所示。
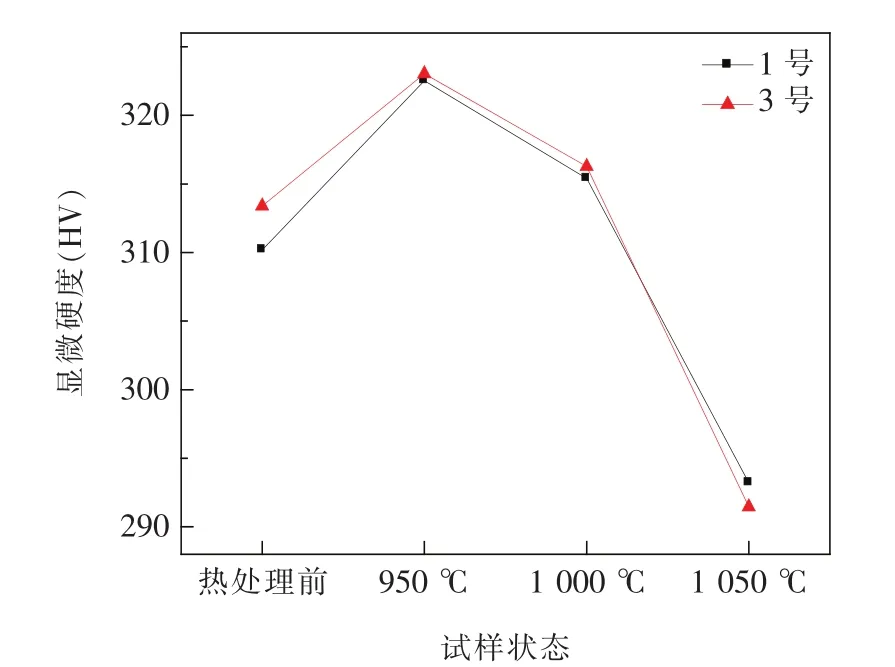
圖5 固溶處理溫度與焊縫硬度關(guān)系曲線
由圖5可以看出,熱處理前,焊縫1號(hào)試樣的硬度略低于3號(hào)試樣,但整體相差不大,這是由于下部熱輸入低,導(dǎo)致鐵素體向奧氏體轉(zhuǎn)化的少,冷卻后含有的鐵素體多,硬度較大,而上層含有σ相等,所以硬度相差不大。固溶處理后,兩區(qū)域硬度接近,且在950℃熱處理后,硬度略有增加,而且在1 050℃時(shí),硬度值最低。
2.3 電化學(xué)腐蝕分析
圖6為S31803雙相不銹鋼焊縫經(jīng)過(guò)不同固溶處理后,在3.5%NaCl溶液中的電化學(xué)恒電位極化曲線。金屬的耐腐蝕性能可以用腐蝕電流密度和自腐蝕電位來(lái)表示,腐蝕電流密度反映腐蝕速度,自腐蝕電位反映腐蝕的難易程度[10]。腐蝕電流密度和自腐蝕電位分析結(jié)果見(jiàn)表3。
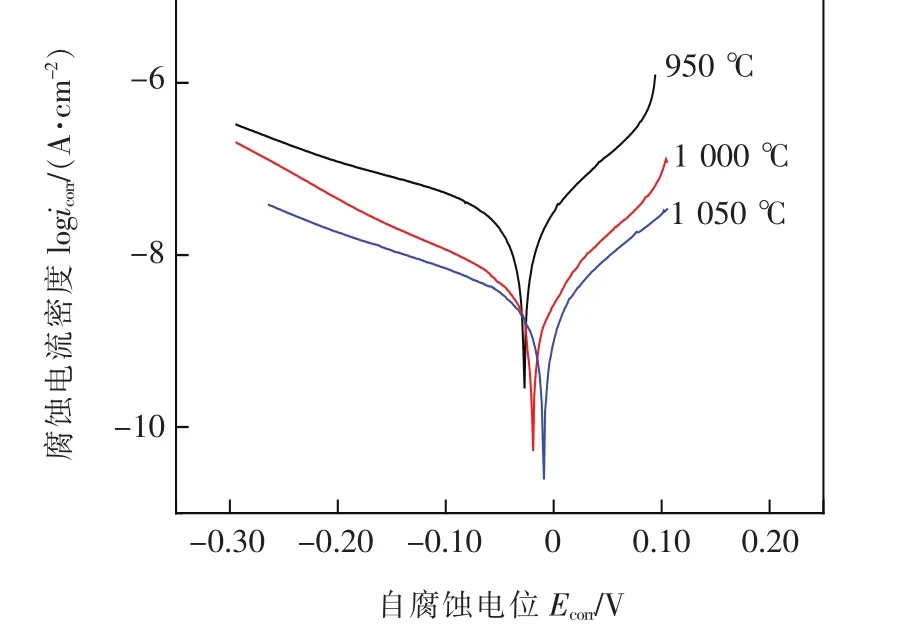
圖6 不同固溶溫度下焊縫的電化學(xué)腐蝕極化曲線
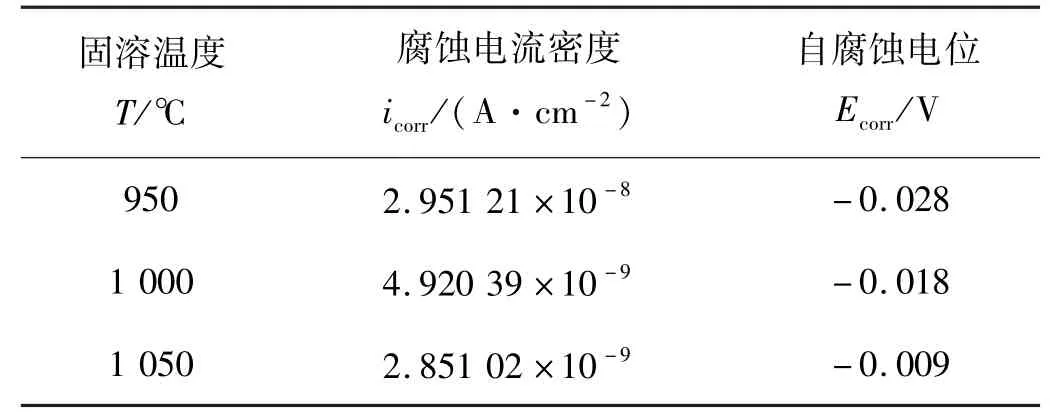
表3 不同固溶溫度下焊縫電化學(xué)腐蝕分析結(jié)果
由圖6可知,隨著固溶溫度的升高,焊縫自腐蝕電位明顯提高,所以焊縫越不易被腐蝕。由表3可知,隨著固溶溫度的提高,焊縫腐蝕電流密度明顯下降,所以焊縫腐蝕的速度下降。總的來(lái)說(shuō),隨著固溶溫度的提高,焊縫金屬的耐腐蝕性越好。這是因?yàn)樵? 050℃固溶處理后,焊縫金屬的奧氏體含量較多,而此時(shí)σ相消失,進(jìn)而耐腐蝕性能顯著提高。
3 結(jié)論
(1)S31803雙相不銹鋼采用填絲TIG進(jìn)行多層多道焊接,焊縫出現(xiàn)少量σ相,焊縫下層奧氏體含量少于上層。固溶處理后,兩相比例接近,σ相在1 050℃消失,且隨固溶溫度的提高,奧氏體相所占比例增大。固溶處理使焊縫上下區(qū)域硬度接近,且在950℃固溶熱處理后,硬度略有增加,當(dāng)采用1 050℃固溶處理時(shí),硬度值最小。
(2)隨固溶溫度的升高,焊縫金屬的耐腐蝕性能增強(qiáng),固溶溫度為1 050℃時(shí),耐腐蝕性能最佳。固溶溫度為1 000℃的腐蝕電流密度只是950℃的16.7%,1 050℃僅是950℃的9.7%,但是如果考慮硬度以及對(duì)耐腐蝕性能需求不是很?chē)?yán)格時(shí),為節(jié)約能源,可以考慮固溶溫度為1 000℃。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16