地板前橫梁工藝改進
2020-07-25 06:45:32吳日洪上汽大通汽車有限公司南京分公司
鍛造與沖壓 2020年14期
關鍵詞:工藝
文/吳日洪·上汽大通汽車有限公司南京分公司
S80 輕卡駕駛室地板前橫梁(圖1)采用1.8mm料厚的210P1材料生產,零件下端與地板匹配,零件造型起伏大,兩側多處存在不同方向的翻邊,沖孔角度在0°~90°不等,且分布在多個平面上,模具工序排布難度較大。
地板前橫梁作為連接駕駛室前圍板、地板及左右側圍的結構零件,零件前端與前圍板搭接,下端與地板面匹配,兩側與側圍搭接,搭接面的面差要求均在(-0.5,0.5)mm 之內,任何搭接面的精度偏差都會影響整車駕駛室總成的精度。零件截面近似“Z”形,結構強度弱,易回彈,零件尺寸精度合格率不足80%。
本文結合實際案例,對地板前橫梁沖壓工藝進行優化,不僅降低了投資成本及生產成本,而且極大地提升了零件質量及精度合格率。
橫梁零件原加工工藝存在的問題
為了滿足零件質量和精度要求,S 系列輕卡車型的地板前橫梁工藝將工序內容分開,由此帶來的弊端就是模具工序數多,投資費用高,生產成本高。X 系列輕卡車型的地板前橫梁對模具工序進行精簡(工序內容見表1),采用4 道工序完成沖壓。其中工序OP10 壓邊圈設計采用氣墊頂桿來提供壓力,模具生產備模時需要按位置圖布置頂桿,生產準備時間長,且由于使用頂桿形式的拉延工序,工作臺必須要有氣墊或液壓墊,模具生產可供選擇的機床受限。工序OP20 采用“直切”方式(圖2),此種工藝方式中零件兩端切邊方向與沖裁面的角度為20°,切邊刀口周圍常有碎屑積落,且該區域模具刃口強度低,易崩刃。工序OP40 的翻邊是采用將產品旋轉一定角度后進行垂直翻邊的方式(圖3),該工藝下零件翻邊易拉毛,且翻邊面易回彈。

表1 X 系列輕卡地板前橫梁沖壓工藝
新車型地板前橫梁模具開發方案
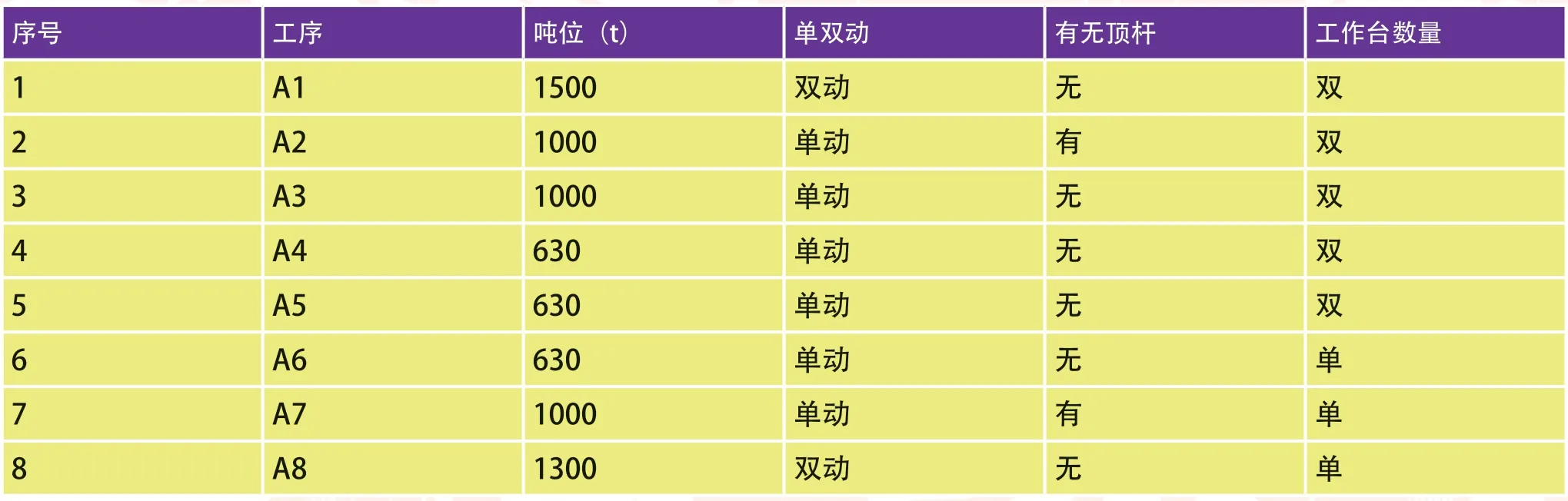
表2 生產線設備信息

表3 模具開發工藝方案
為提高換模效率,避開雙動和單工作臺的機床,根據車間現場設備的情況(表2),并結合產品數據工藝分析,選用A2 ~A5 工序機床,確定該地板前橫梁通過四道工序完成沖壓,模具開發方案如表3 所示。
工藝改進亮點
氮氣缸形式拉延
工序OP10 采用氮氣缸作為壓邊圈的壓力源(圖4),共計使用了16 個10t 級的氮氣缸,成形至行程極限時可提供的最大壓邊力約200t,老式的氣墊頂桿最大僅能提供160t 左右的壓邊力,采用氮氣缸式結構,壓邊力均勻且穩定,產品拉延質量得到了極大改善。模具安裝時,可不受機床工作臺無氣墊(或液壓墊)的限制,在任意一臺安裝參數、設備噸位滿足要求的機床上生產。同時,生產準備時間也比原來縮短了10min。
異形廢料分序切邊
區別于原橫梁類模具的“直切”方式,本次地板前橫梁兩端的切邊工藝分別在OP20 和OP30 上完成,具體方案如下。
⑴在OP20 中,根據零件切邊線定制非標異形沖頭(圖5)進行預沖孔,沖孔角度為30°,由于角度過大且零件料厚為1.8mm,通過斜楔使得沖裁方向垂直于零件表面,工序圖如圖6 所示。
⑵在OP30 中,制作符型的刀塊(圖7)完成地板前橫梁兩端剩余的切邊工作。此工藝方法可以避免由“直切”方式沖裁所帶來的零件切邊質量差、易產生碎屑的問題,同時還能增加模具的結構強度,提高模具的使用壽命。
不同方向翻邊的“獨立式整形”
原橫梁類零件兩端的翻邊工藝受限于翻邊方向的不同和工序數量,不得不采用斜翻邊的方式。為解決斜翻邊造成的翻邊易拉毛和翻邊回彈問題,本次地板前橫梁工藝開發,創新地采用了“獨立式整形”的方式(圖8),即通過兩塊互不干涉的翻邊整形刀塊,在同一工序中分別以不同方向的作用力來對零件進行翻邊整形,此方式的特點在于其可以提供垂直于零件翻邊線的作用力,可以保證翻邊面的質量和精度,還可以節省模具工序數,從而降低模具投資費用。
工藝改進效益
投資費用
根據以上模具工藝,共需開發4 副模具,總噸位為28t,與前期開發的地板前橫梁模具相比,節約了投資費用約30 萬元。
換模效率
原地板前橫梁模具工藝布局均是從A1機床開始,雙動機床的平均換模時間約為60min,后序A6 ~A8機床單工作臺的平均換模時間約為40min,橫梁模具的整體換模時間約為50min,換模效率低。本次地板前橫梁工藝開發,避開了A1、A6 ~A8 機床,同時使用氮氣缸作為壓力源取代頂桿,省去了頂桿按圖擺放的時間,將整體換模時間縮短至25min,降低了50%。
產品質量
⑴使用氮氣缸作為壓邊圈的壓力源,不僅能提供足夠的壓邊力,且壓力穩定,使得產品拉延充分,也可提前預防后序的零件回彈問題。
⑵零件兩端切邊的新型工藝,既保證了零件在有限的工序內完成復雜的切邊內容,同時使得沖裁方向垂直于零件,避免了切邊毛刺的產生,解決了刀口處易產生碎屑的問題。模具刀口的強度得到提升,減少了崩刃的風險。
⑶翻邊整形方向垂直于零件平面,可減少翻邊拉毛,同時能夠較好地控制翻邊回彈,提升翻邊面的外觀質量和翻邊面精度,減少因搭接面回彈而對整車精度造成的影響。
結束語
優化后的模具方案與傳統方案比較,具有的特點為:通過創新的工藝方法優化了工序排布,減少了一副模具的開發,節約模具開發費約30 萬元;采用氮氣缸作為壓邊圈的壓力源,同時規避雙動機床和單工作臺機床,最大程度節約了換模時間,縮短換模時間50%;優化后的模具已批量投入生產,產品質量和零件精度較原輕卡車型零件得到了極大改善。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
