鋼管超聲波探傷通孔與刻槽校驗靈敏度差異原因探究
2020-07-23 09:21:10徐振亞
焊管 2020年6期
陳 鵬, 王 琦, 徐振亞, 董 斌
(寶山鋼鐵股份有限公司, 上海201901)
HFW 高頻焊管生產線共有兩套探傷設備,一套為焊接后的在線焊縫探傷, 另一套為精整水壓后的離線焊縫探傷。 在線焊縫探傷為過程檢測, 主要為了減少批量廢管, 監控焊接過程是否正常; 離線焊縫探傷為終探。
HFW 高頻焊管生產線在線焊縫探傷與離線焊縫探傷的一致性平均在93.9%, 對于毛刺和錯邊類缺陷, 在線焊縫探傷能較好地檢測出來, 也能起到較好的預警作用, 可避免批量缺陷的產生, 降低生產成本。 但是對于部分點狀裂紋和夾雜類缺陷, 在線焊縫探傷檢驗時敏感性不高, 常出現離線焊縫探傷存在異常而在線焊縫探傷未發現類似缺陷的現象。 然而, 此類缺陷是危害性缺陷, 對于HFW 焊管不允許存在, 會導致大批量廢管, 對產品質量、 成本控制和產量的影響很大, 也是多年來困擾在線焊縫探傷的一個問題。
1 在線焊縫探傷與離線焊縫探傷介紹
1.1 在線焊縫探傷
在線焊縫探傷方式采用探頭自發自收的水浸法脈沖反射探傷, 水層距離約20 mm, 采用直探頭、 圓晶片, 通過縱波19°斜入射至鋼管內部折射后, 采用45°折射橫波對焊縫進行檢測(如圖1所示), 一對探頭檢測外部缺陷, 另一對探頭檢測內部缺陷。
1.2 離線焊縫探傷
離線焊縫探傷方式采用探頭自發自收的水膜法脈沖反射探傷, 水層距離約0.3 mm。 采用斜探頭、 方晶片, 直接入射至鋼管內, 采用45°折射橫波對焊縫進行檢測 (如圖2 所示), 一對探頭檢測外部缺陷, 另一對探頭檢測內部缺陷。
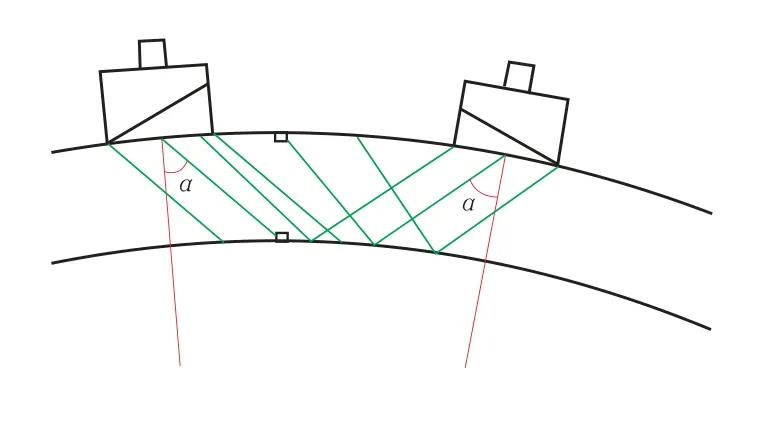
圖2 離線焊縫探傷原理示意圖
2 焊縫探傷結果存在差異的原因分析
2.1 現場對比試驗結果
通過現場統計發現, 幾乎所有樣管都有相似的規律, 即ISO 10893-11 標準規定N10 (10%壁厚深度刻槽) 與Φ3.2 mm 豎通孔校驗靈敏度之間, 在相同波高下其靈敏度的差值是一致的。 下面以Φ355.6 mm×8.7 mm 規格焊管為例進行說明。
(1) 在線焊縫探傷時, 在反射波高60%情況下, Φ3.2 mm 豎通孔靈敏度比N10 刻槽靈敏度約高2~3 dB。
(2) 離線焊縫探傷時, 在反射波高60%情況下, N10 刻槽靈敏度比Φ3.2 mm 豎通孔靈敏度約高6 dB。
(3) 手工探傷校驗時, 在反射波高60%情況下, N10 刻槽靈敏度比Φ3.2 mm 豎通孔靈敏度約高6 dB, 與離線焊縫探傷校驗結果一致。
對比以上試驗結果可以看出, 在線焊縫探傷校驗時, Φ3.2 mm 豎通孔靈敏度比N10 刻槽靈敏度約高2~3 dB, 可能為異常現象。 結合現場實際, 推測其原因可能為: ①水浸法與水膜法探傷之間的差異引起; ②圓形芯片探頭與方形芯片之間差異所致; ③探傷時水浸法入射角存在周向差異, 周向折射角不能保證是45°。
2.2 實驗室對比試驗結果與分析
2.2.1 水浸法與水膜法探傷對比試驗
水層距離20 mm 水浸法采用在線探傷探頭,為圓晶片, 晶片尺寸為10 mm。 試驗結果為N10刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍,折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB。
水層距離0.3 mm 水膜法采用手工探傷探頭,為方晶片, 晶片尺寸為10 mm×12 mm。 試驗結果為N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB, 與水層距離20 mm 水浸法試驗結果一致(如圖3 所示)。
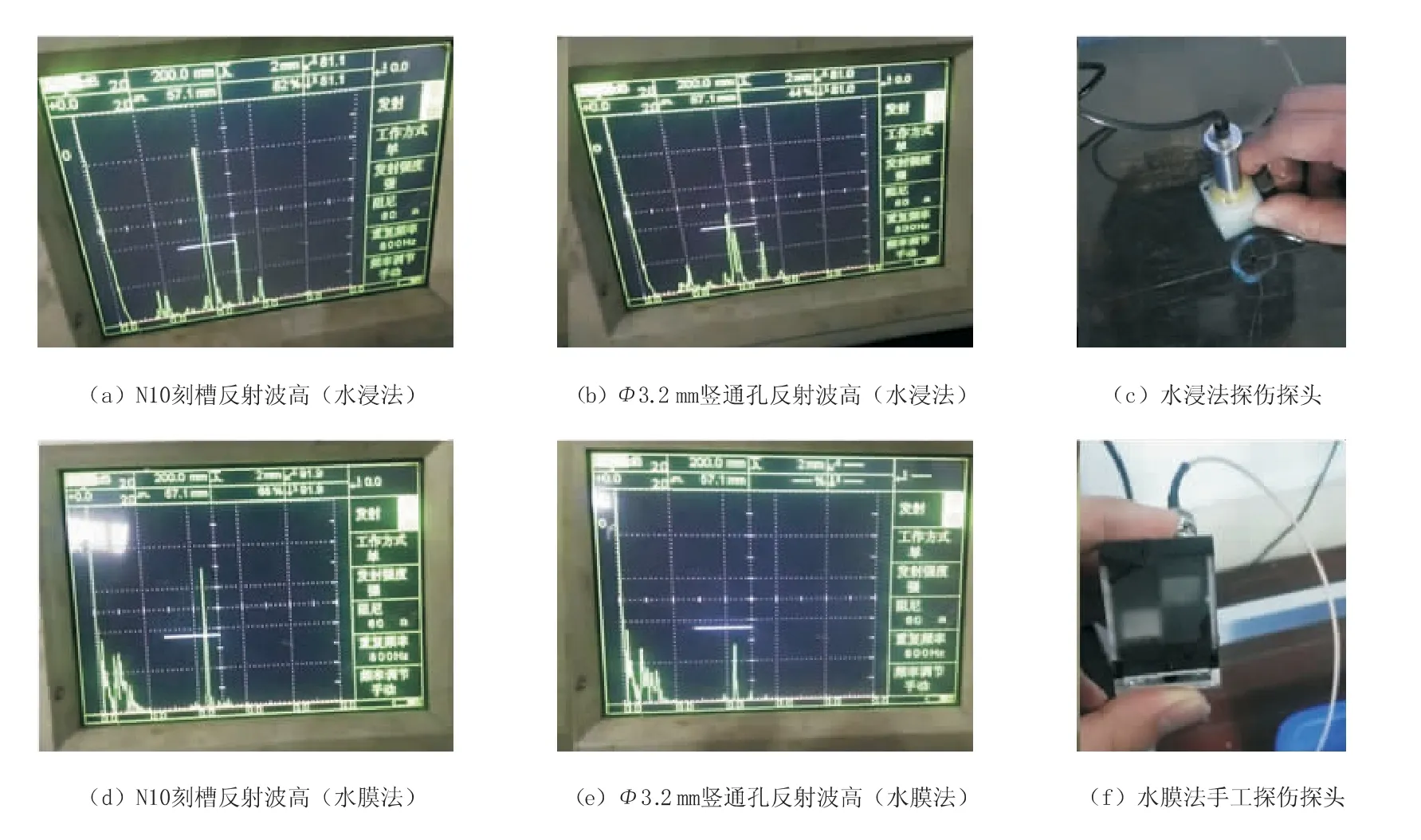
圖3 水層距離20 mm 水浸法與水層距離0.3 mm 水膜法探傷試驗結果對比
2.2.2 不同晶片尺寸、 類型對比試驗
(1) 不同晶片尺寸對比。 采用10 mm×10 mm方形晶片探頭, N10 刻槽反射波高是Φ3.2 mm豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB; 采用10mm×15 mm 方形晶片探頭, N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍多, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高7 dB。試驗結果表明, 不同尺寸方形晶片探頭試驗結果基本一致(如圖4 所示)。
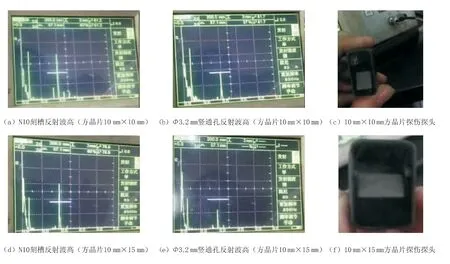
圖4 不同尺寸方晶片探傷結果對比
(2) 不同晶片類型對比。 采用Φ10 mm 圓晶片探頭, N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB; 采用10 mm×12 mm 方晶片探頭, N10 刻槽反射波高是Φ3.2 mm豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB。 試驗結果表明, 圓形晶片與方形晶片探頭試驗結果一致。
從以上兩個試驗結果可以得出, 不同晶片尺寸、 不同類型晶片對刻槽和通孔的靈敏性是一致的(如圖5 所示)。
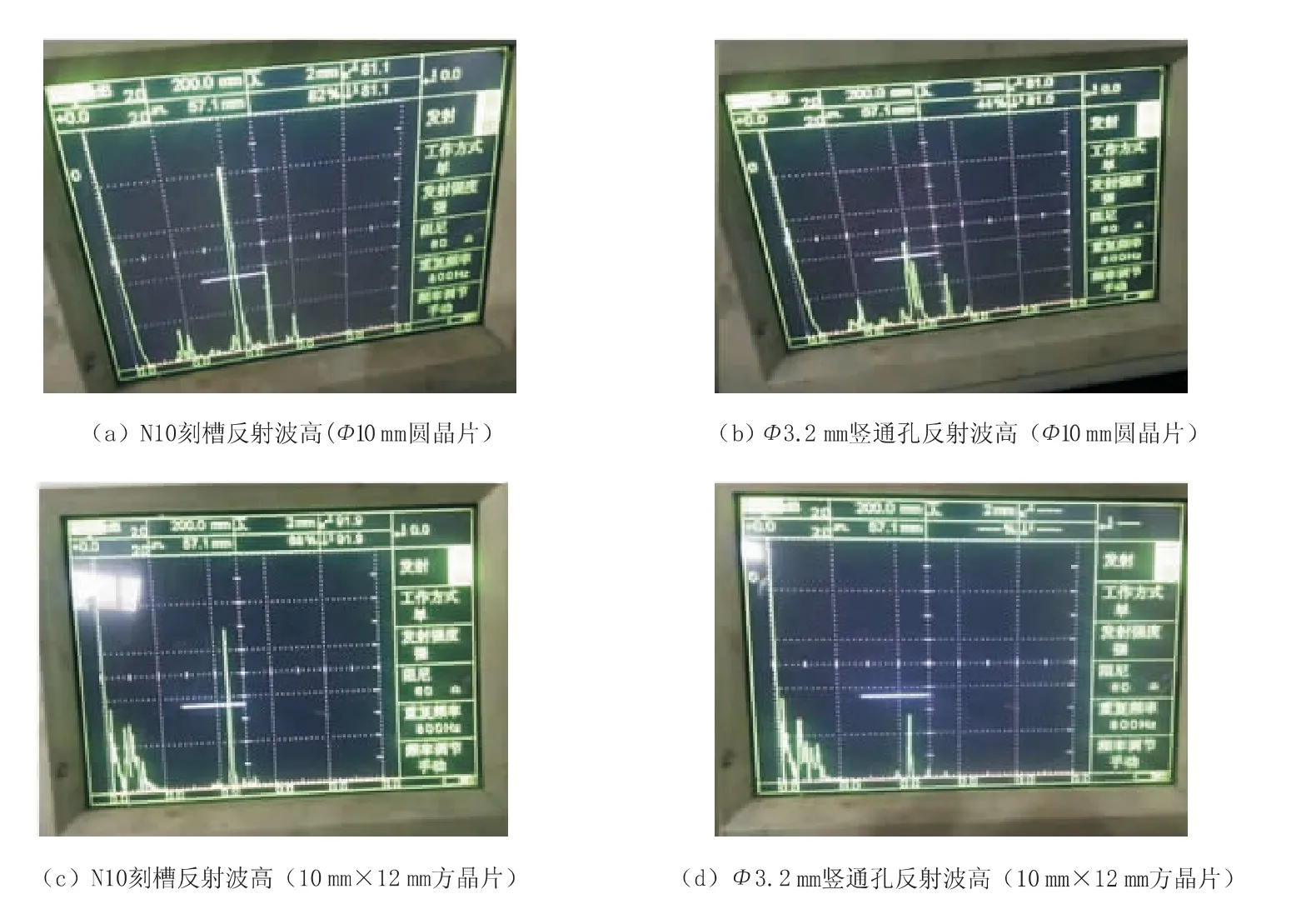
圖5 圓形晶片與方晶片探傷對比
2.2.3 在線焊縫探傷探頭不同入射角對比試驗
在相同反射波高情況下, 模擬探頭周向入射角的變化對N10 刻槽和Φ3.2 mm 豎通孔靈敏度的影響見表1。
由表1 可知, 隨著探頭入射角逐漸增大, 在反射波高同為60%時, 外傷刻槽增益值始終低于豎通孔外傷增益值, 內傷刻槽增益值始終低于通孔內傷增益值; 隨著入射角的減小, 刻槽增益值也低于豎通孔增益值, 只有入射角為16.1°時, 出現了1 次內傷刻槽增益值高于通孔增益值的現象。說明, 相同反射波高時增益值越高靈敏度越低,也就是說, 刻槽靈敏度始終高于豎通孔靈敏度。

表1 模擬探頭周向入射角的變化對刻槽、 豎通孔靈敏度的影響
圖6 為模擬探頭相對于管體周向入射角不變,探頭相對于管體縱向發生偏轉, 在60%反射波高下, N10 刻槽與通孔靈敏度的對比結果見表2。
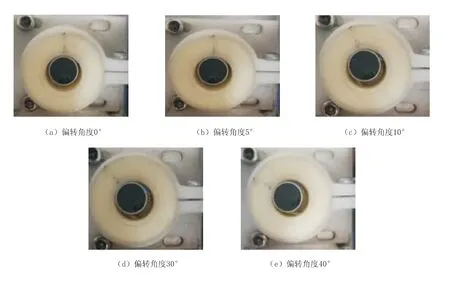
圖6 探頭周向入射角不變時, 模擬探頭發生不同縱向偏轉時的照片
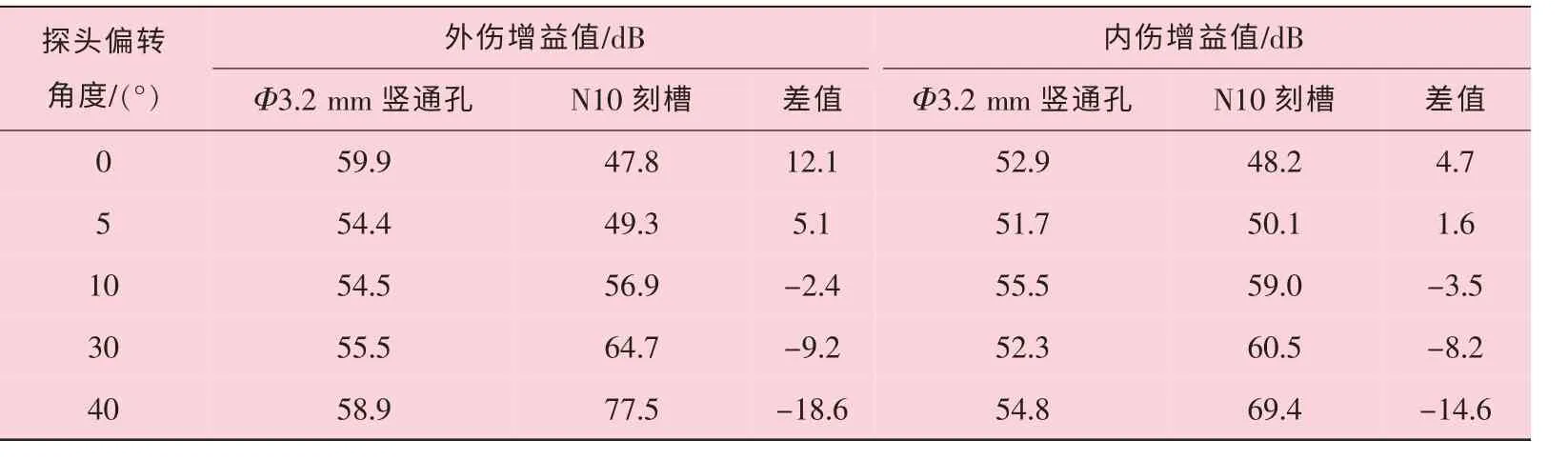
表2 探頭周向入射角不變時,探頭縱向偏轉角變化對刻槽通孔靈敏度的影響
試驗結果表明, 變換周向入射角大小, 刻槽靈敏度始終高于通孔靈敏度, 并無明顯趨勢。 與在線焊縫探傷實際校驗情況相反, 可以斷定, 在線焊縫探傷的情況并非為入射角變大或變小引起。
通過固定探頭周向入射角為19° (鋼中折射角45°), 模擬探頭發生縱向偏轉試驗, 發現隨著探頭偏轉角度的增大, 無論內傷還是外傷, 豎通孔與刻槽增益值的差值都由正變為負, 即該角度偏轉至10°以上時豎通孔增益值即開始低于刻槽增益值, 相同反射波高時增益值越高靈敏度越低, 也就是說, 該角度的偏轉至10°以上時豎通孔靈敏度即開始高于刻槽靈敏度。 與在線焊縫探傷類似,可以斷定, 在線焊縫探傷的現場狀態為探頭入射角存在偏轉現象引起了豎通孔靈敏度高于刻槽靈敏度的現象。 圖7 為探頭發生縱向偏轉示意圖。
2.2.4 試驗原理分析
(1) 探頭在縱向處于正常狀態時, 探頭與焊縫方向為垂直狀態, 當探頭檢測到鋼管內部缺陷時, 如夾雜等, 超聲波會原路返回到探頭處,探頭接收到的缺陷信號能量高, 就會顯示在檢測屏幕上。
(2) 探頭與焊縫存在縱向偏轉角時, 此時探頭檢測到鋼管內部缺陷, 如夾雜等, 探頭發射的聲束在鋼管內部發生了反射現象, 返回來的聲束能量很少, 則檢測返回探頭的信號能量就小,檢測屏幕上就沒有顯示或者顯示很低; 如果一味地提高靈敏度的話, 那么雜波的信號也會很高,操作工很難找到缺陷。
3 現場應用
通過大量的試驗找到了在線焊縫探傷異常的根本原因是探頭出現縱向角度偏轉, 當探頭出現10°縱向偏轉時, 豎通孔外傷靈敏度比外傷刻槽靈敏度高2.4 dB, 豎通孔內傷靈敏度比內傷刻槽靈敏度高3.5 dB, 現場在線探傷設備檢測時豎通孔靈敏度比刻槽靈敏度高2~3 dB, 由實驗室結果與現場檢測時的數據對比可知, 在線探傷設備檢測時探頭存在10°左右的縱向偏轉。 由設備專業人員對在線探傷設備進行了解體、 測量和分析, 找出了探頭出現縱向偏轉的原因是探頭整體支架橫梁、 環形支架、 探頭架內軸承及導向柱等發生了變形磨損, 這些異常使得在線探傷設備在檢測時探頭發生了10°左右的縱向偏轉, 進而出現了豎通孔靈敏度高于刻槽靈敏度的現象。
通過對設備的整改, 最終在線探傷與離線探傷的一致性從93.9%提高到98%, 夾雜裂紋類缺陷可在第一時間檢測出來, 極大地降低了批量廢管的產生, 批量廢管事故率由原來的每月2~4 次降低為每月0 次, 大大提高了產能。
4 結 論
(1) 通過大量的試驗與分析, 找到了在線焊縫探傷異常的根本原因為探頭的縱向偏轉。
(2) 找出了產生問題的原因并進行整改,最終解決了多年來制管生產線廢管率高的問題。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測控技術(2018年8期)2018-11-25 07:42:16
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
