基于CCD視覺系統的刀具磨損測量方法
2020-07-15 08:31:54趙玉
山東農業大學學報(自然科學版) 2020年3期
趙 玉
基于CCD視覺系統的刀具磨損測量方法
趙 玉
河北工業職業技術學院, 河北 石家莊 050091
為保證刀具磨損測量能夠在指定的周期內完成,本文提出了一種測量不同刀具磨損參數的測量方法。該系統由光源照射工具、CCD相機、激光二極管(用于輪廓深度評估)、線性投影儀、抓拍器和PC機組成,通過在刀具表面投影激光光柵線來確定輪廓深度。利用本文提出的方法,無需使用非常復雜的測量系統,即可獲得三維圖像。與其他能測量二維輪廓的技術相比,它具有明顯的優勢。
CCD相機; 視覺系統; 刀具磨損; 測量方法
為了提高企業的競爭力,提高工業產品質量,現代機器視覺技術正在把自動化技術與工業生產技術相結合[1]。這些自動化生產設備配備了傳感器,可用于控制機器的各個功能模塊[2]。國內外相關學者針對信號處理、傳感器融合和人工智能技術進行了大量的研究。現有的兩種主要磨損機制為:側面磨損和凹坑磨損[3]。現今,刀具磨損的監測方法通常是依靠單一或多傳感器提供的解決方案[5]。圖1為在硬質合金刀片上測量的主要刀具磨損參數。以機器視覺技術為例,對銑刀加工過程中的銑削過程進行了監控和測量。直接光學測量技術通過對刀具的磨損進行高精度測量,將原始灰度圖像以數值形式存儲在計算機中,并計算出各種不同的參數。利用機器視覺技術可以實現直接測量過程的自動化,但同時也存在著光照優化調節的自動化問題,而光照優化是CCD圖像質量的重要參數。在本研究工作中主要強調將鋪設在一個側面磨損,利用變形激光束之間的曲率和步距算法來確定刀具前掠面或后掠面表面輪廓的深度和溝度。
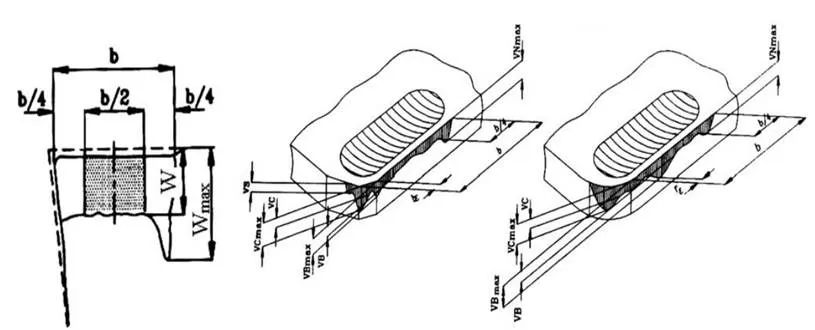
圖 1 測量的主要刀具磨損參數
Fig.1. Main tool wear parameters measured
1 測量設備和系統概述
本文利用CCD相機,連接PC機的接口卡,并配備圖像采集軟件,獲得了激光模式投射的刀具磨損的高分辨率灰度圖像[6,7]。系統采用松下GPMF130 CCD相機,其像素分辨率為768(H)*493(V),配合發光二極管,LED配備了光調制器和鹵素燈,以達到最高的輻照度。LED可以在非常高的頻率下發出、接受脈沖,因此不適用于使用靜態照明的情況。刀具磨損測量系統的原理圖如圖2所示,為了對刀具磨損區域和未磨損區域進行對比,應對硬質合金刀片的照明強度和角度進行調整,以重點分析刀具區域。
為了盡可能減少鏡像畸變的影響,在相機上安裝了遠心透鏡系統。在遠心透鏡中,孔徑直接定位在焦點上。只有平行光線才能通過這個孔,由于反射物體是無限遠的,近似可認為相機在這種情況下產生鏡像畸變。將CCD相機引入幀捕獲器,該幀捕獲器具有8 bit分辨率,可完成從模擬信號到數字信號的轉換。CCD相機傳感器是由一組光敏金屬氧化物半導體(MOS)電容器組成,這些電容器通常同時暴露并按順序讀出。整個圖像分析從數字化強度矩陣開始,使用軟件捕捉音頻和視頻信號,在計算機上記錄刀具磨損的相關參數。
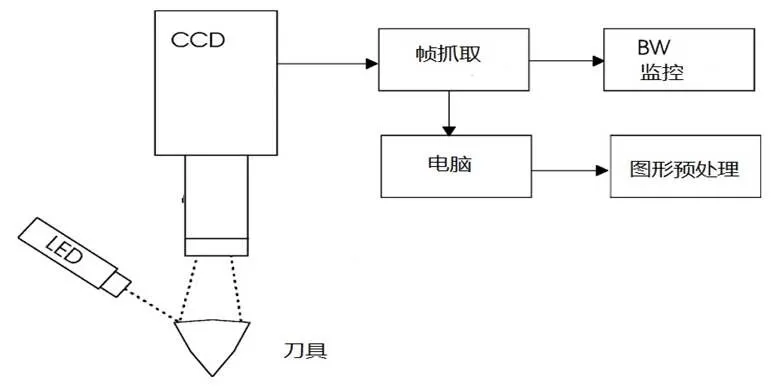
圖2 刀具磨損測量系統原理圖
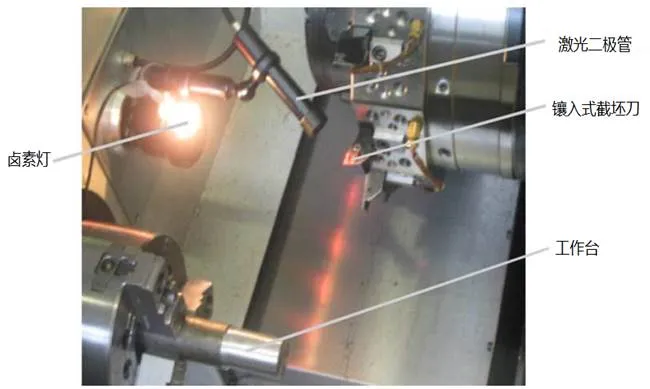
圖 3 測量裝置
2 視覺系統圖像處理方法
2.1 幀捕獲和校準
相機連接到一個PCI幀捕獲器,允許同步抓取刀具的圖像[9-11]。標準的模擬幀捕獲器使用的時鐘芯片的分辨率通常是像素分辨率的4~10倍。在水平同步信號(HSync)下降后,對時鐘第一個上升沿上的線進行數字化。因此,對于每一行,都有一個四分之一到十分之一像素的隨機偏移。為了獲得比十分之一像素更高的分辨率,幀捕獲器與相機的像素時鐘同步。為了確定刀具部件的磨損參數,需對視覺系統進行校準以確定合適的轉換因子。在顯微鏡下聚焦一組已知距離的平行線,并以像素為單位測量它們之間的距離,并得到換算系數。
這些校準因子用于計算SI單元的各種磨損參數。校準測量裝置如圖4所示,攝像機和照明設備被固定在操作臺的鋁合金板上。工具被安裝在一個旋轉的平臺上,并用支架固定。支架可在,方向移動,定位精度約0.01 mm。相機的視野大約是6.7*9.0 mm2。工具和相機之間的距離大約是200 mm。

圖4 校準測量裝置
Fig.4 Calibration measuring device
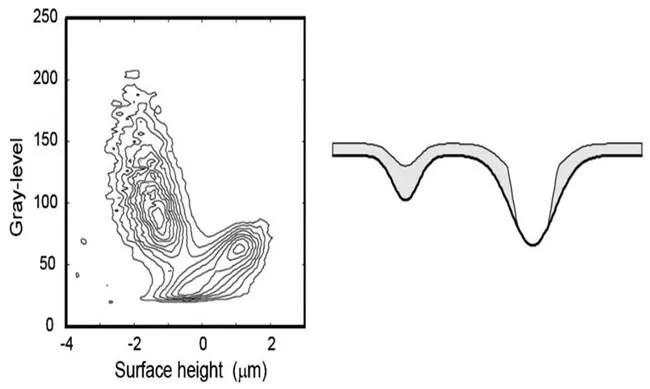
圖 5 圖像表面高度分布
2.2 灰度圖像序列生成優化圖像的方法
實際上表面紋理是局部區域灰度的空間分布。在紋理層次的分割中,使用該區域固有的灰度屬性來定義單一的同構區域。使用合適的數學軟件工具,將原始圖像像素的亮度變化轉換為表面高度變化,在此基礎上構造出二維直方圖,其形狀是按照對數分布的。圖5給出了按照底部和頂部表面上的高度隨灰度分布和被照表面足夠厚度的分布表示。
剖面深度通過二維梯度向量進行計算,可得:
對于數字圖像,可使用離散梯度來近似。其導數可以近似表示在局部窗口中計算相鄰像素之間的差異。G和G的計算公式為:
G=(6)-(4) andG=(8)-(2) (2)
式中,1,…,9為底圖像素。
矢量公式可用于檢測特征點、線和面,或這些特征組合。該算法可應用于一組4*4個內核的圖像。此算法可以實現對每個內核圖像中不同特征的提取。通過定位邊緣圖像的像素,將它們連接在一起,對象的邊界就可以被定義出來。當函數的梯度為變量時,邊緣檢測器就可以利用梯度技術來定位邊緣像素。因為紋理局部區域的灰度分布,所以可以準確識別出應用方向上的表面輪廓。
3 實驗分析
刀具磨損試驗是在沒有冷卻劑的車床上進行的。在對熱軋鋼進行車削時,通過觀察未涂層碳化物刀具的磨損并得出增長規律。在車床停止工作之前,工件被轉動了15 min。將刀片放置在視覺系統下,對側面磨損和前沿磨損采集圖像并存儲在計算機中。在車床上重復7次相同刀片的切割,每次切割10 min。通過估算最大磨損寬度、磨損面積、磨損周長、特定點切線斜率等參數,得到剖面深度。為了分析這些參數,使用“UTHSCSA圖像工具”軟件,在曲面上投影一條線,然后找出任意點的深度,以及曲率和切值。

圖6 切向和曲率隨表面坡度的變化
在圖6中可以清楚地看到,當帶刀具刀片的炮塔頭以非常慢的速度運動時,投影激光束的形狀、切向和曲率隨表面坡度變化。磨損圖像記錄在切割過程的不同階段,所有的刀具磨損參數都是通過“圖像工具”軟件來測量和獲得的,而不需要使用工具制造者的顯微鏡。
4 結論
在刀具加工和操作過程中,對切削刀片進行掃描可獲取位圖圖像信息,從而構建真實的磨損切削刀片三維模型,通過CAD建模器可以分析該模型。此解決方案需要額外的軟件和昂貴的掃描攝像頭,也對操作人員有更多的技術要求。本文提出的方法在實驗室進行了測試,該方法可保存單獨的工作狀態,然后在執行特定的材料切割插入機床組合之前加載這些相關參數。利用本文提出的方法,無需使用非常復雜的測量系統,即可獲得三維圖像。與其他能測量二維輪廓的技術相比,它具有明顯的優勢。研究結果對于類似刀具測量領域的研究具有一定的參考意義。
[1] 馮冀寧,楊曉波,孫軍英.基于細胞神經網絡圖像識別的刀具監控方法的研究[J].工具技術,2008,42(3):78-81
[2] 周滿平,譚月勝.基于單CCD相機和經緯儀的幾何測量方法研究[J].測繪工程,2013,22(5):34-37
[3] 吳劍鋒.逆向工程中基于CCD的曲面測量方法研究[D].杭州:浙江大學,2005
[4] 陳國華.基于CCD的非接觸式活塞外圓在位檢測系統[J].制造業自動化,2007,29(3):52-54
[5] 林偉青,張翔,吳劍鋒.基于單CCD曲面測量方法[J].福建農林大學學報(自然科學版),2007,36(3):328-330
[6] 范依航,鄭敏利,楊樹財,等.高效切削鈦合金時刀具磨損試驗分析[J].沈陽工業大學學報,2011,33(2):166-171
[7] 趙媛媛,肖作江,李延風.基于單CCD相機的高精瞄具純粹零位走動測量方法研究[J].長春理工大學學報(自然科學 版),2019,42(3):33-37
[8] 郭永彩,王毅,扶新,等.基于面陣CCD的密度測量系統研制[J].激光雜志,2008,29(5):77-78
[9] 段振云,吳霄.基于CCD和MATLAB的刀具實際輪廓的檢測[J].組合機床與自動化加工技術,2010(4):77-79
[10] 高永全,王凡.刀具磨損的測量與自動補償[J].組合機床與自動化加工技術,2006(12):82-83
The Approach to Measure a Tool Wear Based on CCD Vision System
ZHAO Yu
050091,
To ensure tool wear measurements to be completed within a specified period of time, this paper presented a measuring method for different tool wear parameters. The system had the characteristics of flexible measurement, high precision and high spatial resolution. The tool wear measurement system consisted of a light source irradiation tool, a CCD camera, a laser diode (for contour depth assessment), a linear projector, a snapper and a PC. The feature of this technique was to determine the contour depth by projecting the laser grating line on the tool surface. Using the method proposed in this paper, 3D images could be obtained without using a very complex measurement system. Compared with other techniques that could measure two-dimensional contour, it had obvious advantages.
CCD camera; visual system; prop wear; measurement method
TP242.3
B
1000-2324(2020)03-0500-03
10.3969/j.issn.1000-2324.2020.03.021
2018-11-13
2019-02-04
趙玉(1981-),女,碩士,講師,主要研究方向為機械制造與自動化. E-mail:dinggangshixijd@126.com
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
