拋物面研磨的材料去除率及表面粗糙度研究
2020-07-14 09:49:22蘭亮尚春民
機械工程師 2020年6期
蘭亮, 尚春民
(長春理工大學跨尺度微納制造教育部重點實驗室,長春130022)
0 引 言
固著磨料拋物面研磨通過磨具表面黏結的丸片與工件作用,對材料產生塑性去除,顯著提高工件的材料去除率,降低工件的表面粗糙度,在拋物面研磨加工過程中具有顯著優勢[1-4]。材料去除率和表面粗糙度是衡量工件加工效率和表面質量的重要因素[5],因此材料去除率和表面粗糙度理論預測模型的建立對優化工藝參數,提高加工效率具有重要意義。
AGARWAL[6]等對磨粒磨削后的凹槽進行了分析,研究了磨屑厚度對表面粗糙度的影響趨勢,得出表面粗糙度與磨屑厚度成正比關系;SAVIO等[7]研究了研磨工藝參數對化學機械拋光的影響;王旭等[8]則從理論上分析了切入深度對表面粗糙度的影響。
前人研究的工件形貌多為平面和球面,對于拋物面的研究還處于初始階段。本文基于固著磨料拋物面研磨的研磨機理,從單個磨粒出發,建立材料去除率和表面粗糙度的預測模型,并采用固著磨料拋物面研磨的方法驗證模型的準確性,為固著磨料拋物面研磨工藝參數的選擇提供幫助。
1 固著磨料拋物面研磨的研磨機理
固著磨料拋物面研磨主要是在球面高速研磨機上采用成型法加工,其原理如圖1所示。將做成拋物面的磨具裝夾在研磨機的主軸上,通過傳動裝置,電動機帶動磨具繞自身旋轉軸旋轉,通過磨具表面黏結的丸片對工件進行切削;壓頭通過墊板向工件施加研磨壓力,并保持磨具與工件的中心軸在同一直線上。固著磨料拋物面研磨的研磨機理就是通過磨具旋轉時工件的上下移動來實現材料的去除。
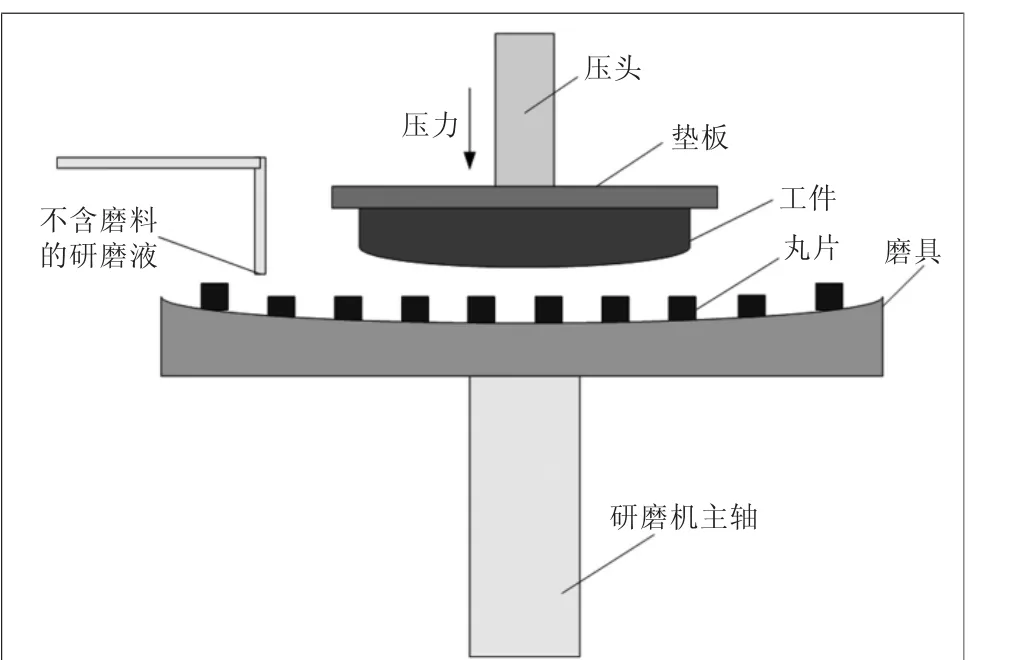
圖1 固著磨料拋物面研磨加工原理示意圖
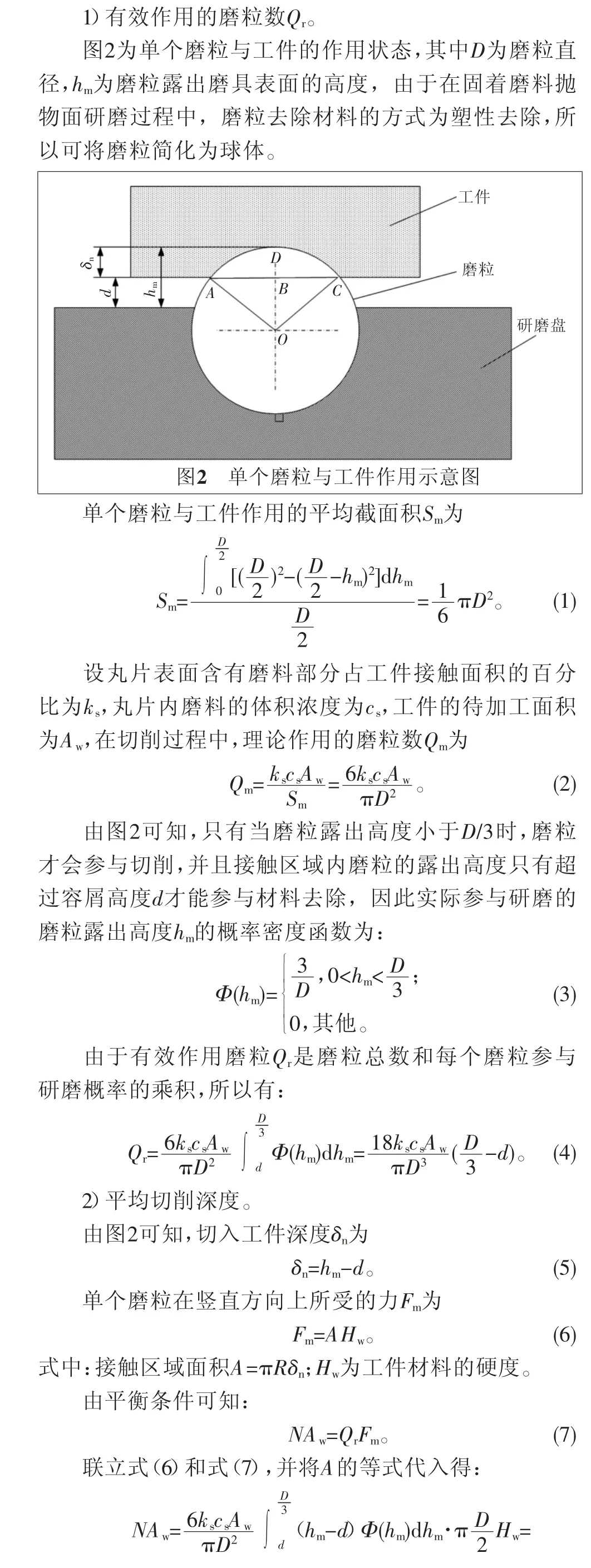
2 固著磨料拋物面研磨的材料去除率
由式(25)可以看出,材料去除率和研磨壓力、研磨機主軸轉速、磨料的面積濃度、磨料部分占工件接觸面積的百分比、工件的顯微硬度及拋物線的焦距有關,而磨粒粒徑的大小對材料去除率的影響在式中并未得到體現。
應用Matlab軟件的數值仿真功能,分析各個工藝參數對MRR的影響趨勢。設置待加工工件顯微硬度Hw的取值范圍為100~500 MPa,焦距p=500,y=25 mm,工件接觸面積的百分比ks=0.8,利用Matlab的數值仿真功能對以下3種情況進行仿真,得出研磨參數對材料去除率的影響趨勢:1) 固定參數cs=75%,n=300 r/min,N的取值范圍為0~0.3 MPa;2)固定參數N=0.12 MPa,cs=75%,n的取值范圍為200~400 r/min;3) 固定參數N=0.12 MPa,n=300 r/min,cs的取值范圍為30%~80%。
仿真結果如圖3所示,分別表示了研磨壓力、主軸轉速、磨粒濃度對材料去除率的影響趨勢。
由圖3可以看出,雖然工件材料的硬度不同,但是材料去除率MRR隨各工藝參數的變化趨勢基本一致,且工件硬度越小,材料去除率的變化越明顯,即材料去除率和主軸轉速及研磨壓力的5/4次方成正比,與磨粒濃度的1/4次方成反比。
3 表面粗糙度
由于表面粗糙度受多種工藝參數的影響,所以建立可靠的表面粗糙度預測模型對于固著磨料拋物面研磨具有重要意義。
將磨粒切入工件的深度δn描述成瑞利分布[9],則δn的概率密度函數為:

式中,τ是與研磨條件、工件材料等因素有關的參數。
由于將磨粒簡化為球型,所以在切削過程中,工件表面會留下半圓弧狀的凹槽,微觀形貌示意圖如圖4所示,根據表面粗糙度的定義可以得出:

式中:δnc1為輪廓中心線的深度值;δn為輪廓線上任意一點的深度值。
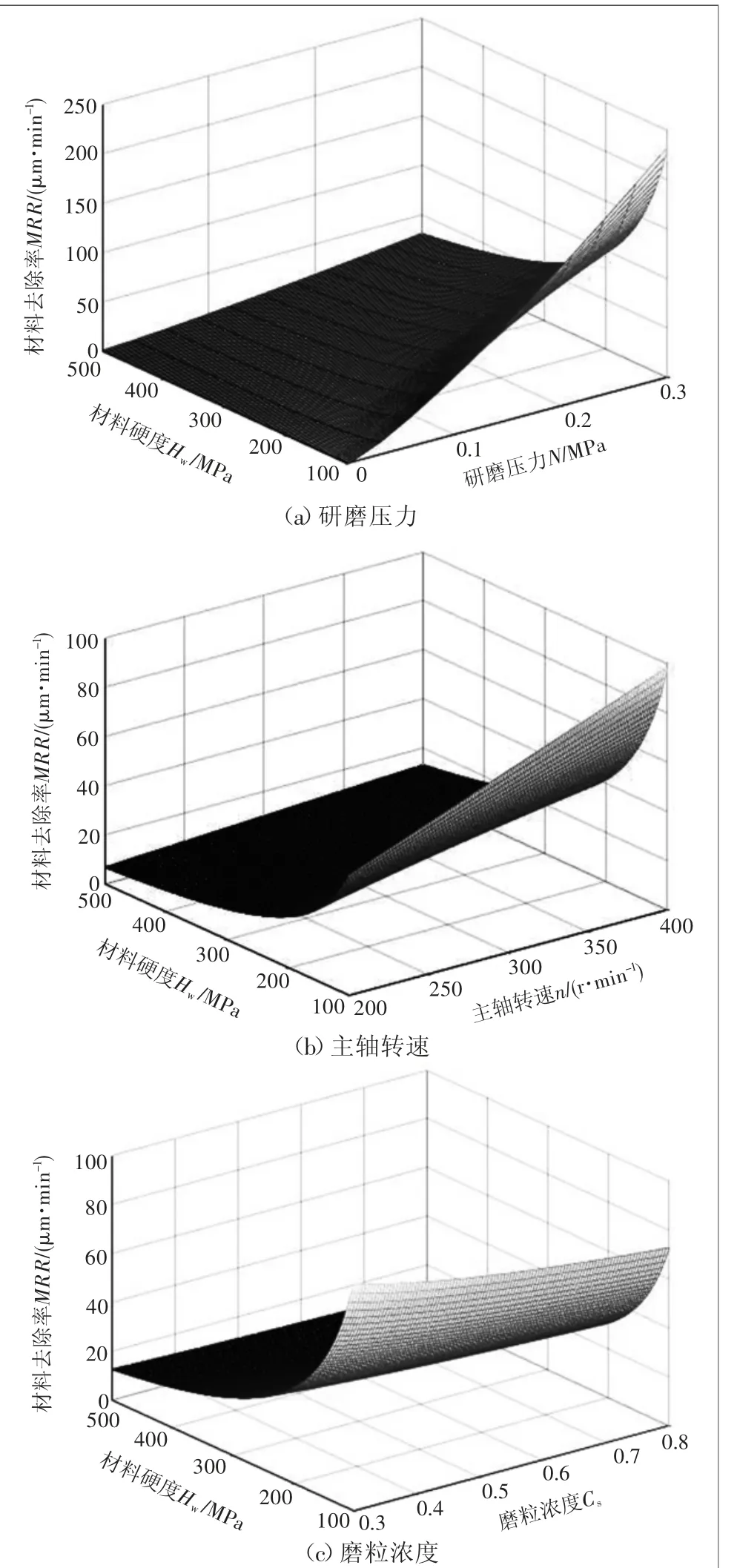
圖3 各工藝參數對材料去除率的影響趨勢
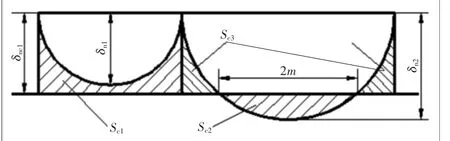
圖4 工件表面微觀形貌圖
在固著磨料拋物面研磨過程中,磨粒的切削會產生δn小于輪廓中心線δnc1的凹槽和δn大于輪廓中心線δnc1的凹槽,并且兩種類型的凹槽與中心輪廓線形成的期望面積相加為零,即

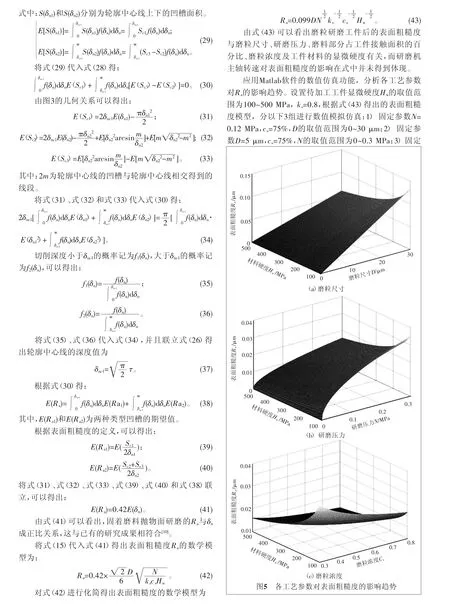

由圖5可以看出,雖然工件材料的硬度不同,但是表面粗糙度隨各工藝參數的變化趨勢基本一致,且工件硬度越小,表面粗糙度的變化越明顯,即表面粗糙度與磨粒尺寸及研磨壓力的1/2次方成正比,與磨粒濃度的1/2次方成反比。
4 實驗驗證
4.1 實驗準備
本次實驗采用QJM220型大球面研磨機,其外觀如圖6所示。由于丸片購買時已經固定了磨粒粒徑D及磨粒濃度cs,所以這里不討論D和cs對固著磨料拋物面研磨結果的影響,只討論研磨壓力及主軸轉速的影響。研磨實驗選用凸凹磨具,分兩組進行,實驗分組情況如表1所示。
4.2 驗證實驗

圖6 QJM220型高速研磨機
表1 分組情況
1)研磨壓力N對固著磨料拋物面研磨的影響。
其他實驗參數固定,只改變N的大小,具體實驗參數如表1的A組所示,分別采用凸磨具和凹磨具研磨K9玻璃,研磨時間為15 min ,整理做出研磨壓力N和材料去除率MRR的曲線圖及研磨壓力N和表面粗糙度Ra的曲線圖如圖7和圖8所示。
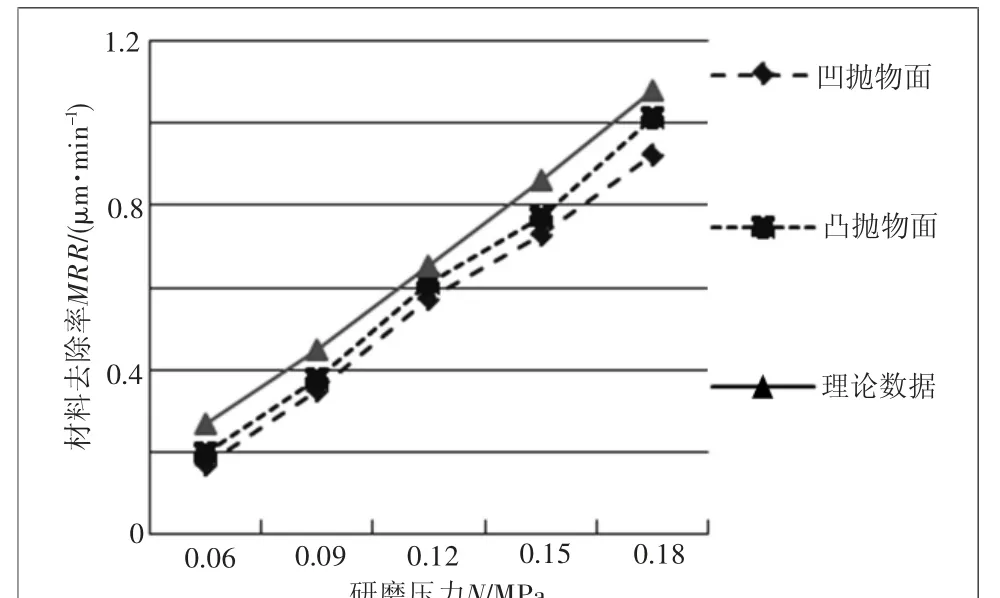
圖7 N對MRR的影響曲線
由圖7可知,對于MRR來說,不論是研磨凹拋物面工件還是凸拋物面工件,理論數據和實驗數據隨N的變化趨勢基本相同,即N增加,MRR也隨之增加,且MRR和N的5/4次方成正比關系,表明前文得到的MRR理論預測模型關于N的預測是基本準確的。
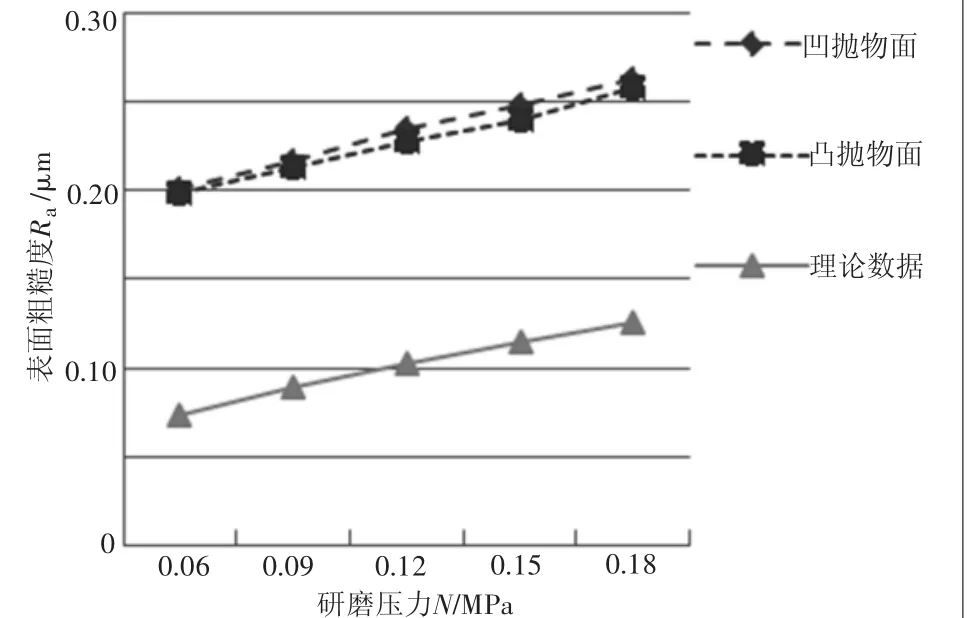
圖8 N對Ra的影響曲線
由圖8可知,對于Ra來說,不論是研磨凹拋物面還是凸拋物面工件,理論數據和實驗數據隨N的變化趨勢基本相同,即N增加,Ra也隨之增加,且Ra和N的1/2次方成正比關系,表明前文得到的Ra理論預測模型關于N的預測是基本準確的。但是可以明顯看出實際的表面粗糙度要大于理論粗糙度,所以Ra的理論預測模型只能體現表面粗糙度的變化趨勢,并不能代替實驗得出實際表面粗糙度的值。
2)研磨機主軸轉速n對固著磨料拋物面研磨的影響。
其他實驗參數固定,只改變研磨機主軸轉速n,具體實驗參數如表1的B組所示,分別采用凸磨具和凹磨具研磨K9玻璃,研磨時間為15 min,整理做出主軸轉速n和材料去除率MRR的曲線圖及主軸轉速n和表面粗糙度Ra的曲線圖如圖9和圖10所示。
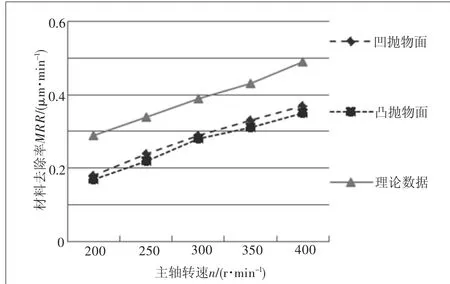
圖9 n對MRR的影響曲線
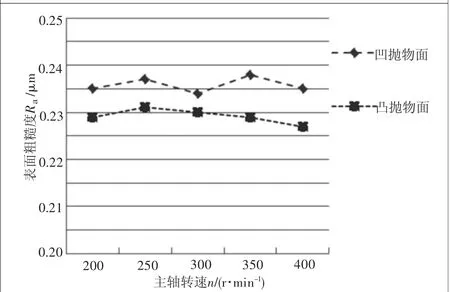
圖10 n對Ra的影響曲線
由圖9和圖10可知,對于材料去除率MRR來說,不論是研磨凹拋物面工件還是凸拋物面工件,實驗數據隨研磨機主軸轉速的變化趨勢基本相同,即n增加,MRR也隨之增加,并且MRR的變化趨勢基本呈線性。而研磨機主軸轉速不影響工件的表面粗糙度,因此可以通過適當的提高轉速來提高研磨效率。
5 結 論
1)不論是研磨凹拋物面工件還是凸拋物面工件,雖然工件材料硬度不同,但是研磨工藝參數的變化趨勢基本相同,理論預測模型僅能預測材料去除率和表面粗糙度的變化趨勢,并不能代替實驗得出具體的實驗數值。
2)固著磨料拋物面研磨的材料去除率與主軸轉速成正比,與研磨壓力的5/4次方成正比,與磨粒濃度的1/4次方成反比;表面粗糙度和磨粒尺寸、研磨壓力的1/2次方成正比,與磨粒濃度的1/2次方成反比。
3)預測模型的建立對優化工藝參數、提高研磨效率具有重要意義。