GIS 殼體角焊縫的相控陣超聲檢測(cè)方法
2020-07-11 02:42:02羅宏建鄒君文徐冬梅
浙江電力 2020年6期
羅宏建,張 浩,鄒君文,徐冬梅
(1.國(guó)網(wǎng)浙江省電力有限公司電力科學(xué)研究院,杭州 310014;2.中國(guó)電力科學(xué)研究院有限公司,北京 100055)
0 引言
GIS(氣體絕緣全封閉組合電器)由于具有結(jié)構(gòu)緊湊、占地面積小、可靠性高、配置靈活等優(yōu)點(diǎn)逐步成為開(kāi)關(guān)設(shè)備的主流設(shè)備[1-4]。GIS 殼體由金屬板材焊接而成,焊接過(guò)程中,容易出現(xiàn)氣孔、未焊透、未熔合、裂紋等缺陷[5-7]。由于GIS服役環(huán)境一般存在較大溫差,容易造成這些遺留缺陷的擴(kuò)展,從而導(dǎo)致GIS 殼體氣體泄漏[8]。針對(duì)GIS 殼體對(duì)接焊縫的質(zhì)量檢測(cè),國(guó)內(nèi)外已經(jīng)開(kāi)發(fā)了多種行之有效的檢測(cè)手段[9-12]。然而由于結(jié)構(gòu)原因,目前只能采用滲透檢測(cè)對(duì)GIS 殼體角焊縫質(zhì)量進(jìn)行評(píng)估。因?yàn)闈B透檢測(cè)只能檢測(cè)角焊縫的表面開(kāi)口缺陷,無(wú)法檢測(cè)內(nèi)部缺陷,而且GIS 安裝完畢后不能從殼體內(nèi)部對(duì)角焊縫實(shí)施檢測(cè),因此目前GIS 角焊縫的質(zhì)量檢測(cè)存在很大局限性,造成GIS 殼體角焊縫泄漏頻發(fā)。例如2019 年12月,浙江某220 kV 變電站就曾發(fā)生A 相斷路器氣室直筒法蘭焊接處漏氣,如圖1 所示。
本文介紹了一種基于相控陣超聲波檢測(cè)的GIS 殼體與法蘭端面角焊縫的無(wú)損評(píng)估方法,實(shí)現(xiàn)角焊縫內(nèi)外部缺陷檢測(cè),從而把控角焊縫質(zhì)量,保障GIS 設(shè)備安全運(yùn)行。
1 超聲相控陣檢測(cè)原理

圖1 GIS 殼體角焊縫針孔泄漏
超聲波相控陣技術(shù)來(lái)源于相控陣?yán)走_(dá),初期主要應(yīng)用于醫(yī)療領(lǐng)域,20 世紀(jì)80 年代初期被引入到工業(yè)檢測(cè)領(lǐng)域。超聲相控陣換能器基于惠更斯原理設(shè)計(jì),由多個(gè)相互獨(dú)立的壓電晶片組成線性或圓形等陣列,按照一定的規(guī)則和時(shí)序通過(guò)電子控制延遲激發(fā)各個(gè)晶片,每個(gè)晶片發(fā)射的超聲波疊加形成一個(gè)整體波陣面,通過(guò)不同的延遲法則,實(shí)現(xiàn)超聲波角度、聚焦深度和焦點(diǎn)尺寸的控制,如圖2 所示[13]。與傳統(tǒng)超聲波檢測(cè)相比,超聲相控陣檢測(cè)具有檢測(cè)速度快、靈敏度高、靈活性好、檢測(cè)結(jié)果直觀等優(yōu)點(diǎn)[14-16],特別適合類似GIS殼體角焊縫的復(fù)雜幾何形狀工件的檢測(cè)。
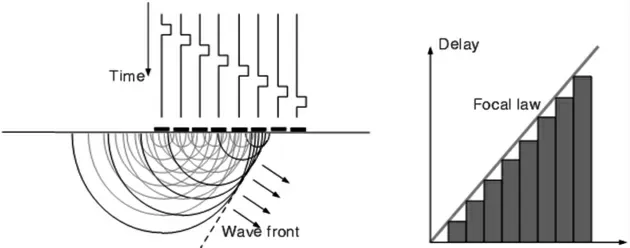
圖2 超聲相控陣換能器發(fā)射原理
2 GIS 殼體角焊縫的CIVA 仿真研究
2.1 聲束覆蓋仿真
CIVA 軟件是一款專業(yè)應(yīng)用于無(wú)損檢測(cè)的仿真軟件,可用于超聲、X 射線、渦流3 種無(wú)損檢測(cè)方法的仿真。本文利用CIVA 軟件中的超聲仿真模塊對(duì)角焊縫檢測(cè)進(jìn)行仿真,整個(gè)過(guò)程主要由兩部分組成: 一是對(duì)聲束覆蓋進(jìn)行仿真,主要是為了選用合適的晶片及聲束角度,使聲束覆蓋整個(gè)焊縫,并驗(yàn)證現(xiàn)有探頭和楔塊是否能夠滿足檢測(cè)要求;二是在角焊縫的不同區(qū)域添加缺陷,驗(yàn)證聲束覆蓋有效性和對(duì)典型缺陷的檢測(cè)效果。
如圖3 所示,典型GIS 殼體角焊縫由筒體與端部法蘭焊接而成,分為外焊縫和內(nèi)焊縫,外焊縫及內(nèi)焊縫中間存在未焊透結(jié)構(gòu)。按照此GIS 殼體角焊縫試件建立CIVA 仿真模型,如圖4 所示。數(shù)值仿真中,檢測(cè)參數(shù)設(shè)置如下: 探頭中心頻率為5 MHz,晶片數(shù)量為64 個(gè),晶片寬度為10 mm,晶片間距為0.6 mm,楔塊角度55°,高度為43 mm。設(shè)置2 組扇掃對(duì)角焊縫進(jìn)行檢測(cè),使用晶片及所用角度范圍如表1 所示。從圖4 可以看出,仿真產(chǎn)生的第1 組聲束(直射波)覆蓋了內(nèi)焊縫區(qū)域,第2 組聲束(一次反射波)覆蓋了外焊縫區(qū)域,可見(jiàn)2 組聲束的組合能實(shí)現(xiàn)GIS 殼體角焊縫的全覆蓋檢測(cè)。
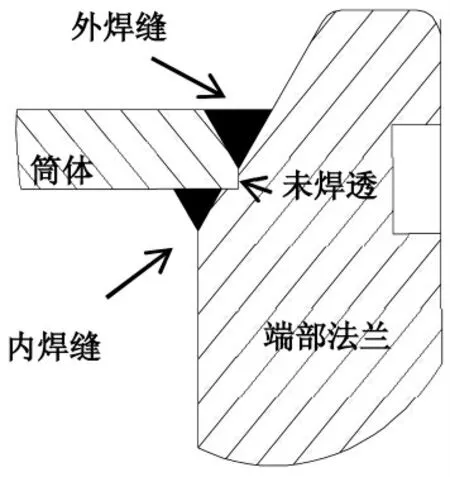
圖3 角焊縫結(jié)構(gòu)示意
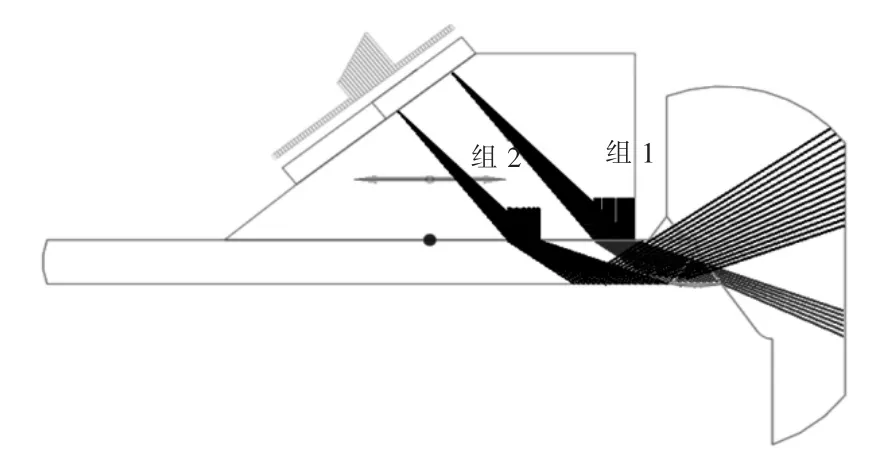
圖4 聲束覆蓋示意
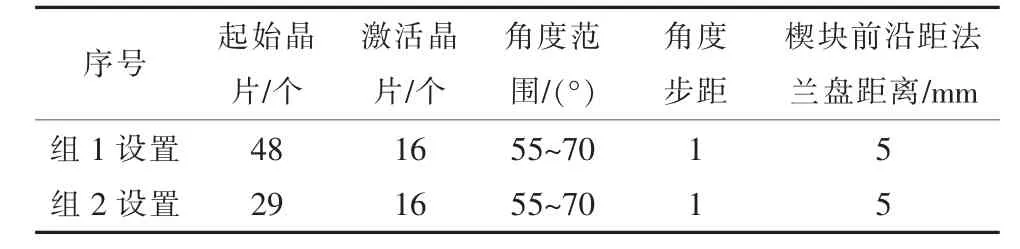
表1 探頭參數(shù)設(shè)置
2.2 缺陷檢測(cè)仿真
在角焊縫模型中添加缺陷進(jìn)行模擬檢測(cè)仿真,驗(yàn)證檢測(cè)效果。添加的模擬缺陷包括2 個(gè)固有缺陷和9 個(gè)典型缺陷。固有缺陷是GIS 殼角焊縫中允許存在的未焊透缺陷(位置如圖3 所示)。典型缺陷設(shè)置見(jiàn)表2,缺陷位置見(jiàn)圖5 所示(圖中小方塊僅標(biāo)示位置,不表示實(shí)際形狀)。

表2 缺陷詳細(xì)參數(shù)
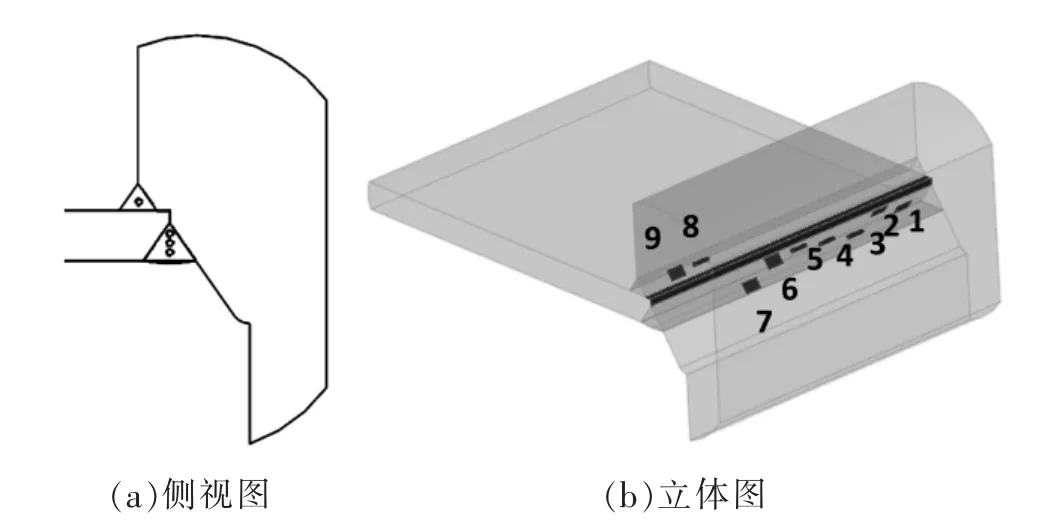
圖5 典型缺陷示意
對(duì)角焊縫進(jìn)行相控陣超聲檢測(cè)的數(shù)值仿真,1號(hào)、3號(hào)、7號(hào)和8號(hào)缺陷的成像圖分別如圖6—圖9所示。從相控陣超聲成像圖中可以發(fā)現(xiàn)明顯的高強(qiáng)度聲反射區(qū)域,圖6、圖7 中的反射區(qū)域位置與內(nèi)焊縫的1 號(hào)缺陷、3 號(hào)缺陷吻合,圖8、圖9 的反射區(qū)域經(jīng)過(guò)一次反射折算也能與外焊縫的7 號(hào)缺陷、8 號(hào)缺陷吻合,可見(jiàn)不論對(duì)于內(nèi)焊縫的缺陷,還是外焊縫的缺陷,在當(dāng)前檢測(cè)參數(shù)下均能有效檢出。模擬缺陷回波強(qiáng)度見(jiàn)表3,表中數(shù)值表示相應(yīng)角度波束檢測(cè)到1—9 號(hào)缺陷時(shí)的發(fā)射相對(duì)能量,數(shù)值越大代表發(fā)射能量越強(qiáng)。由模擬計(jì)算結(jié)果可知,2 組聲束設(shè)置互補(bǔ),能夠?qū)崿F(xiàn)內(nèi)外焊縫所有缺陷的有效檢出;所有筒體內(nèi)側(cè)焊縫的缺陷,第1 組及第2 組聲束均能檢測(cè)到,而且第1 組直射波的靈敏度相對(duì)較高;而對(duì)于外焊縫的8 號(hào)、9 號(hào)缺陷只有1 組聲束能檢出,表明外焊縫的缺陷容易漏檢。
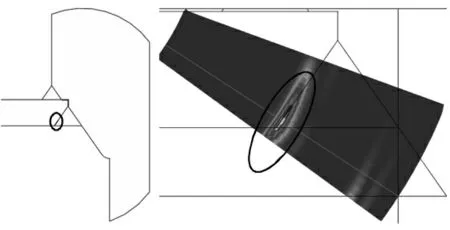
圖6 1 號(hào)模擬缺陷示意
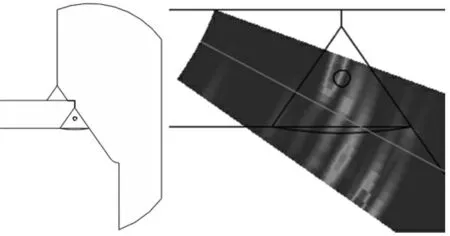
圖7 3 號(hào)模擬缺陷示意
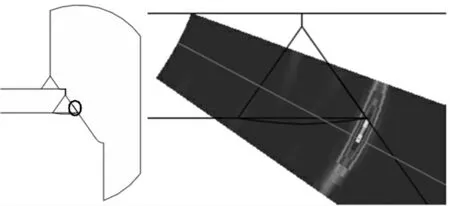
圖8 7 號(hào)模擬缺陷示意
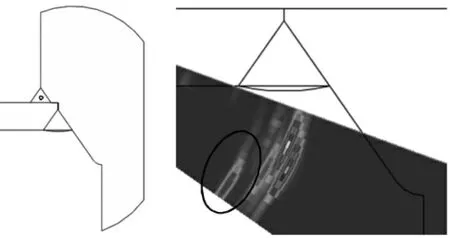
圖9 8 號(hào)模擬缺陷示意
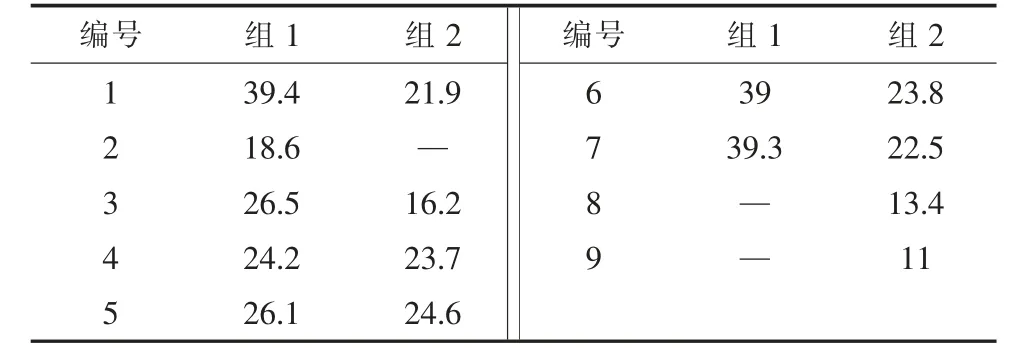
表3 缺陷回波強(qiáng)度當(dāng)量(dB 不考慮衰減)
3 GIS 角焊縫檢測(cè)的試驗(yàn)研究
對(duì)GIS 角焊縫試件進(jìn)行相控陣超聲檢測(cè)試驗(yàn)。檢測(cè)系統(tǒng)由檢驗(yàn)儀器、編碼器及相控陣探頭組成,如圖10 所示。待檢試件如圖11 所示,GIS筒體規(guī)格Φ557 mm×8 mm,在筒體法蘭角焊縫內(nèi)側(cè)及外側(cè)加工6 個(gè)人工缺陷,設(shè)置如表4 所示。

圖10 檢測(cè)系統(tǒng)
對(duì)檢測(cè)系統(tǒng)進(jìn)行校準(zhǔn),包括楔塊延時(shí)校準(zhǔn)、角度校準(zhǔn)、靈敏度校準(zhǔn)。首先利用CSK-IA 試塊的R100 弧面校正探頭的電子觸發(fā)時(shí)刻與聲束進(jìn)入被測(cè)工件瞬間之間的延遲,即楔塊延時(shí)校準(zhǔn)。然后進(jìn)行扇掃描角度校準(zhǔn),利用CSK-IA 試塊的R100 弧面對(duì)不同偏轉(zhuǎn)角度聲束的回波高度差值進(jìn)行修正。最后進(jìn)行靈敏度校準(zhǔn),利用CSK-ⅡA試塊的Ф2 mm×40 mm 橫通孔繪制TCG(距離增益補(bǔ)償)曲線。

圖11 待檢測(cè)GIS 殼體
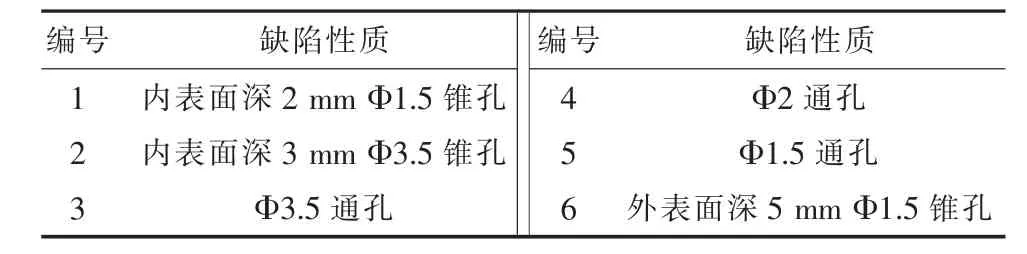
表4 缺陷清單
角焊縫的掃查包括2 組聲束的掃查。探頭楔塊前沿距離端部法蘭10 mm,以TCG 靈敏度,沿罐體環(huán)向使用直射波對(duì)角焊縫內(nèi)側(cè)區(qū)域進(jìn)行掃查,得到第1 組聲束數(shù)據(jù)圖,如圖12 所示。探頭往后移動(dòng),使其前沿距離端部法蘭35 mm 采用一次反射波對(duì)角焊縫外側(cè)區(qū)域進(jìn)行掃查,得到第2 組聲束數(shù)據(jù)圖,如圖13 所示。
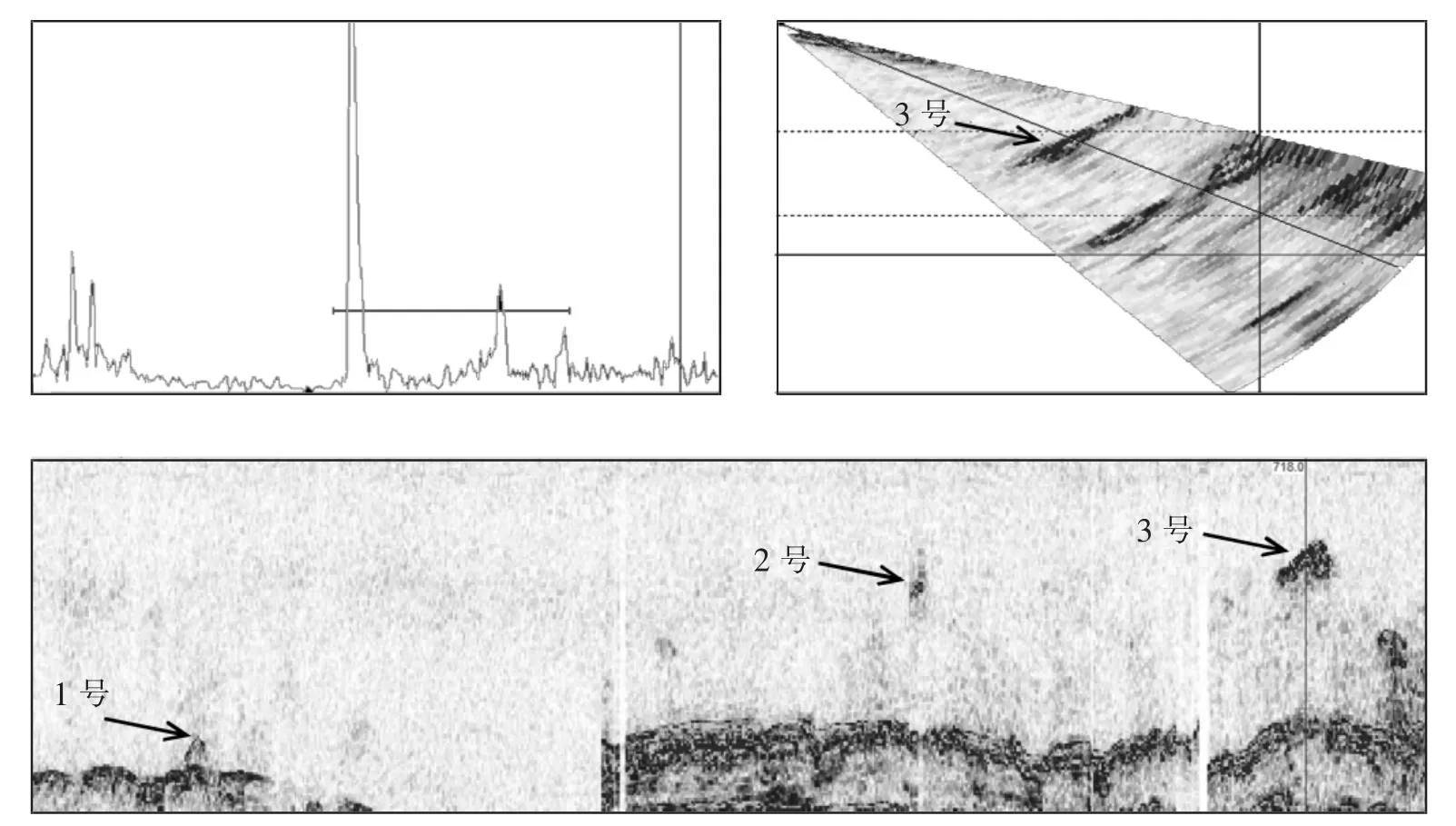
圖12 第1 組聲束數(shù)據(jù)
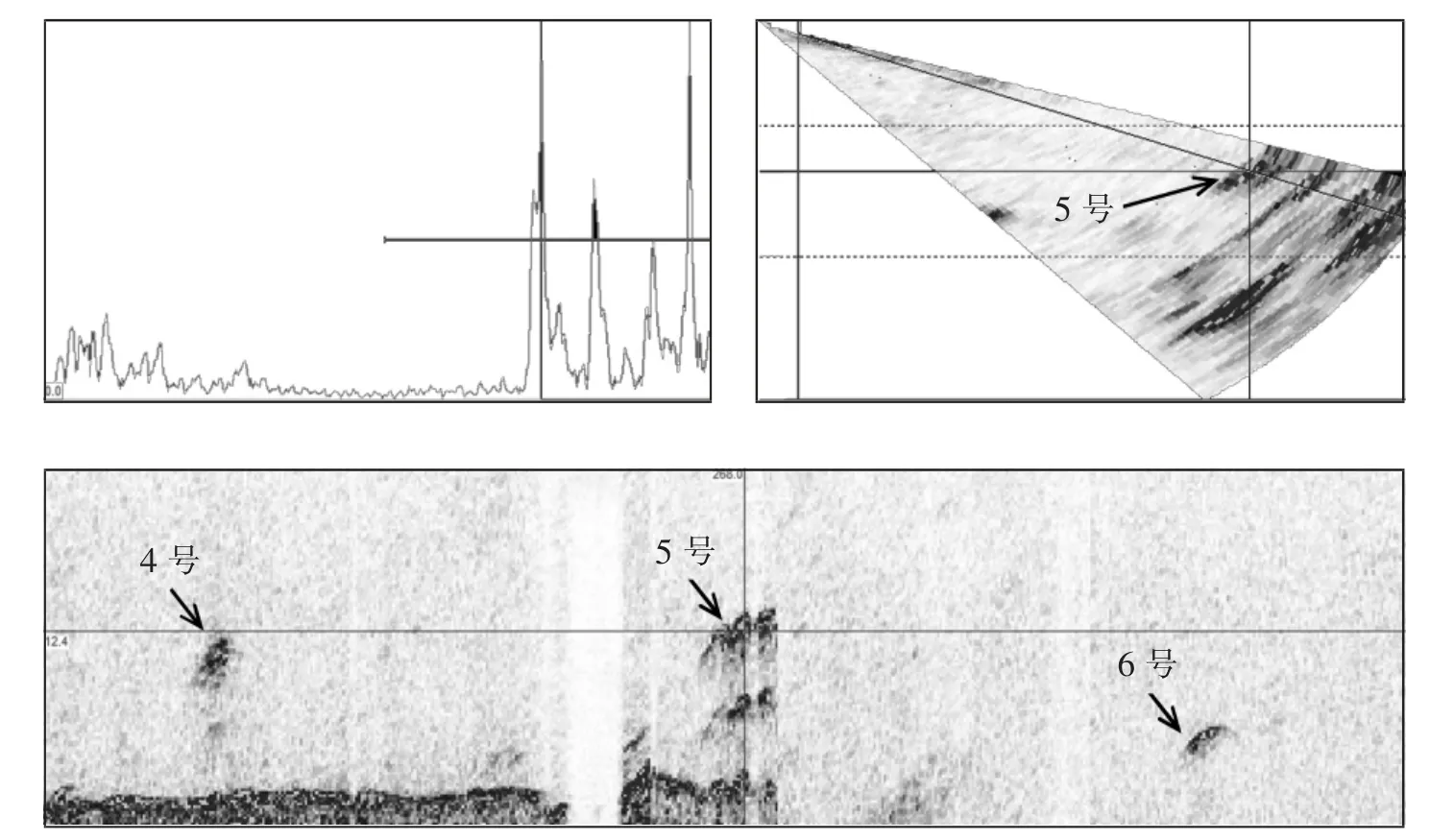
圖13 第2 組聲束數(shù)據(jù)
以圖12 為例,左上圖為A 型脈沖圖,顯示的是60°聲束的檢測(cè)情況;右上圖為為扇形掃描圖,顯示的是40°到70°聲束的掃查情況: 下圖顯示的是60°聲束的B 掃描圖,橫坐標(biāo)為掃查軸,縱坐標(biāo)為深度軸,顏色表示聲壓強(qiáng)度。從圖12 及圖13 的B 掃描圖依次發(fā)現(xiàn)了1—6 號(hào)缺陷,缺陷檢測(cè)情況如表5 所示。可見(jiàn),不論內(nèi)焊縫的缺陷還是外焊縫的缺陷,相控陣超聲均能有效檢出,而且還能精確判斷缺陷的當(dāng)量及位置。
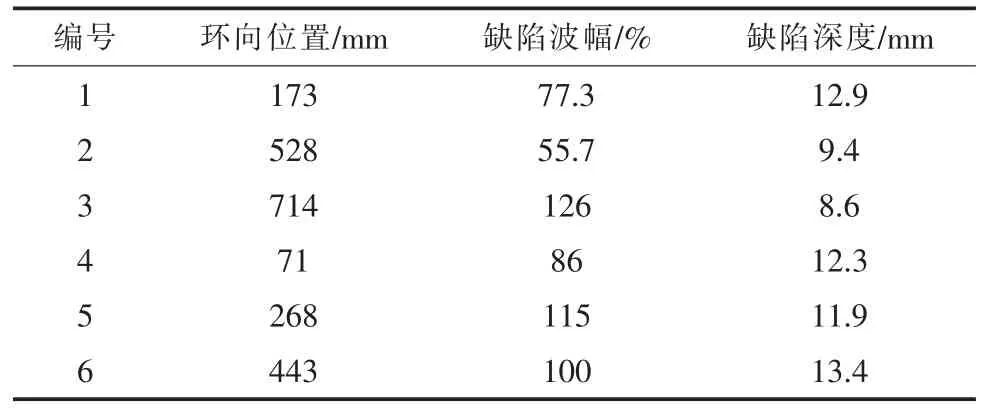
表5 缺陷檢測(cè)結(jié)果
4 結(jié)語(yǔ)
針對(duì)GIS 殼體角焊縫結(jié)構(gòu)復(fù)雜、質(zhì)量評(píng)估難的問(wèn)題,本文介紹了一種GIS 角焊縫的相控陣超聲檢測(cè)方法。基于CIVA 仿真平臺(tái)的模擬計(jì)算結(jié)果表明,通過(guò)2 組參數(shù)設(shè)置能夠?qū)崿F(xiàn)對(duì)GIS 殼體角焊縫的聲束全覆蓋。對(duì)于添加的固有缺陷和模擬缺陷,2 組扇形掃描能夠相互補(bǔ)充,實(shí)現(xiàn)缺陷的100%檢出。試驗(yàn)結(jié)果表明,相控陣超聲檢測(cè)可以清晰分辨出缺陷信號(hào)及焊縫結(jié)構(gòu)信號(hào),而且還能以圖像的形式直觀顯示檢測(cè)結(jié)果,實(shí)現(xiàn)了GIS角焊縫質(zhì)量的有效管控。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測(cè)控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04