BMD工藝大梁鋼的涂裝性能研究
2020-07-09 07:54:14段明南譙朝暉
寶鋼技術(shù) 2020年3期
關鍵詞:工藝
房 鑫,段明南,譙朝暉
(寶山鋼鐵股份有限公司中央研究院,上海 201999)
汽車大梁鋼以其優(yōu)異強韌性匹配、疲勞強度、冷成形性能等,被廣泛用于制作各類沖壓/輥壓大梁[1]。在對大梁鋼進行成形或涂裝前,一般需要對表面氧化鐵皮(俗稱鱗皮)進行清除。常規(guī)的除鱗工藝有酸洗和干拋丸,所以大梁的生產(chǎn)工藝路徑有以下兩種:①熱軋原料酸洗→沖壓/輥壓成形→大梁組裝→涂裝;②熱軋原料沖壓/輥壓成形→拋丸除鱗→大梁組裝→涂裝。第一條路徑需要主機廠直接采購酸洗原料或者外委酸洗除鱗。直接采購大鋼廠的酸洗原料,成本往往較高,而對于較厚規(guī)格的熱軋原料(5 mm以上)只能選擇外委一些小鋼廠進行土酸洗,隨著國家對冶金行業(yè)環(huán)保政策的日益收緊,土酸洗因環(huán)保排放不達標將被逐漸取締;第二條路徑中拋丸除鱗一般是在主機廠內(nèi)完成,但是干拋丸工藝同樣存在諸多問題,如粉塵造成的車間環(huán)境污染、粉塵爆炸風險、粉塵排放超標等,并且拋丸除鱗的表面粗糙度較大且往往存在鱗皮殘留,影響最終的涂裝性能,因此干拋丸工藝也將被汽車主機廠逐漸淘汰。此外,還有技術(shù)人員對免酸洗汽車大梁鋼進行過相關研究[2-4],以期通過成分、熱軋工藝等的調(diào)整,獲得附著力等指標滿足下游工序要求的熱軋氧化皮層,但是往往難以獲得兼顧沖壓和涂裝質(zhì)量,其表面電泳漆膜的耐鹽霧腐蝕能力較差。
寶鋼研發(fā)的無酸除鱗BMD技術(shù)是一項旨在替代酸洗的新型環(huán)保除鱗工藝[5],具備同酸洗工藝相當?shù)难趸F皮去除能力,同時不存在三廢(廢水、廢氣、廢固)的排放,并且其工藝靈活性能夠做到貼近下游用戶配置,環(huán)保和質(zhì)量上的優(yōu)勢為商用車制造企業(yè)的熱軋原料除鱗提供了一種優(yōu)良的解決方案。
為了明確BMD工藝除鱗后表面是否滿足某商用車主機廠對涂裝性能的要求,并綜合對比多種除鱗工藝表面的涂裝效果,本文選取該用戶常規(guī)使用牌號B510L(寶鋼牌號,對應國標中的510L),對不同除鱗工藝(BMD/酸洗/干拋丸)獲得的鋼板,連同熱軋原板在內(nèi)共計四種表面,研究其在用戶各涂裝環(huán)節(jié)后的表面性能,為綜合對比各種工藝表面的涂裝質(zhì)量提供試驗依據(jù)。
1 綜合涂裝試驗方案
1.1 試驗材料準備
四種試驗板材的信息見表1。其中酸洗工藝板材取自寶鋼的連續(xù)酸洗機組,因生產(chǎn)計劃限制,只有4.5 mm厚度規(guī)格在制料,但牌號同為B510L,保持材質(zhì)與其余相同;剩余三種工藝板材,為了保證材料的一致性,原料均取自同一卷寶鋼供貨的熱軋卷。干拋丸工藝處理由用戶負責完成,BMD工藝處理由寶鋼負責完成。
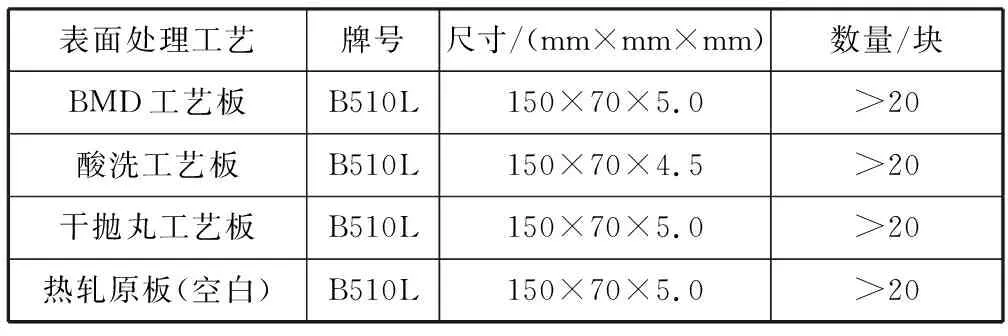
表1 試驗材料信息Table 1 Information of test plates
BMD處理后表面照片見圖1,表面為均勻的金屬色澤,除鱗等級達到Sa3.0級。然后將四種表面工藝處理的樣板裁切成統(tǒng)一尺寸(150 mm×70 mm),并在樣板的頂部進行激光切孔以便涂裝時懸掛固定。
1.2 試驗項目及方法
針對各項試驗所需的樣板及評價方法、評價指標見表2。其中標準磷化板是用于調(diào)整實驗室電泳的參數(shù),在標準磷化板的電泳漆膜厚度達標后,再對四種樣板進行電泳涂裝。
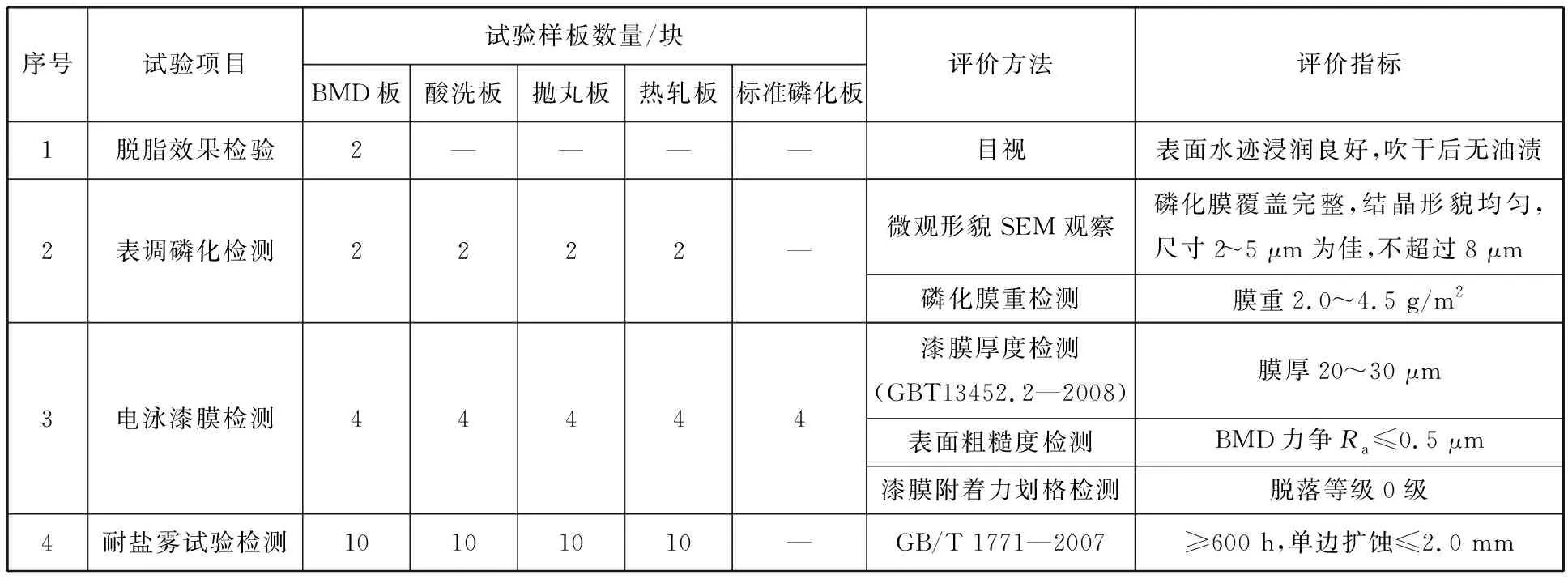
表2 試驗項目及方法Table 2 Test contents and methods
為了使評價結(jié)果更為客觀、公允,特別要求:①表調(diào)磷化試驗啟動的前提為四種樣板的脫脂效果相同;②電泳試驗啟動的前提為四種樣板的磷化膜各項檢測結(jié)果差異在合理范圍內(nèi);③鹽霧試驗啟動的前提為四種樣板的漆膜厚度差值在合理范圍內(nèi)。
2 結(jié)果與討論
2.1 前處理質(zhì)量檢測
2.1.1 脫脂效果檢驗
經(jīng)過除鱗后的板材,因表面易發(fā)生銹蝕,在交付用戶使用之前,一般需涂覆防銹油進行防銹。BMD表面粗糙度比酸洗板的大(BMD板3.0~4.0 μm,酸洗板1.5~2.5 μm),因而所需的防銹油涂覆量也較酸洗板高。為了明確較高的涂油量是否會對用戶涂裝線的脫脂效果帶來影響,特針對不同涂油量的BMD板材進行了脫脂效果檢驗。
脫脂流程同常規(guī)生產(chǎn)時車架的脫脂流程一致:熱水浸泡1.5 min→預脫脂2 min→脫脂3.5 min→熱水洗1.5 min,各槽液的溫度為50~55 ℃。不同涂油量的BMD板表面如圖2(a)所示,可以看到隨著涂油量的增加,表面油跡愈加明顯。經(jīng)過在線脫脂并吹干后的表面如圖2(b)所示,表面已無肉眼可見油漬。通過以上結(jié)果認為,不同涂油量的BMD樣板(1 000~3 000 mg/m2)均能在用戶脫脂線實現(xiàn)有效脫脂清洗,滿足后道工序的使用要求。但考慮到高涂油量對于脫脂線長期生產(chǎn)的負擔,最佳的涂油量還需要結(jié)合成本、防銹等要求綜合評估,原則上在滿足防銹要求的前提下越低越好。
2.1.2 磷化膜質(zhì)量檢測
(1) 磷化結(jié)晶形貌觀察。對完成在線脫脂、表調(diào)、磷化的四種樣板,采用蔡司掃描電子顯微鏡對其磷化表面微觀形貌進行觀察,結(jié)果見圖3。四種樣板表面的磷化膜覆蓋均完整,但磷化結(jié)晶的形態(tài)存在差異。在結(jié)晶尺寸方面,隨機選取較大尺寸晶粒,利用掃描電鏡自帶的標尺進行測量:BMD板磷化結(jié)晶尺寸為2.51 μm,酸洗板為3.21 μm,拋丸板為3.10 μm,熱軋板為3.27 μm。該用戶對結(jié)晶尺寸的要求為≤8μm,因此該指標四種樣板均符合要求。
(2) 磷化膜質(zhì)量檢測。采用“退膜法”檢測:① 采用精密天平測試帶有磷化膜的潔凈樣板質(zhì)量;② 將表面磷化膜用弱酸清洗干凈并吹干后,再次測量樣板質(zhì)量;③ 通過質(zhì)量差值以及樣板的表面積即可得到單位面積的磷化膜質(zhì)量,結(jié)果見表3。可知四種樣板的磷化膜質(zhì)量均在用戶標準范圍內(nèi)。
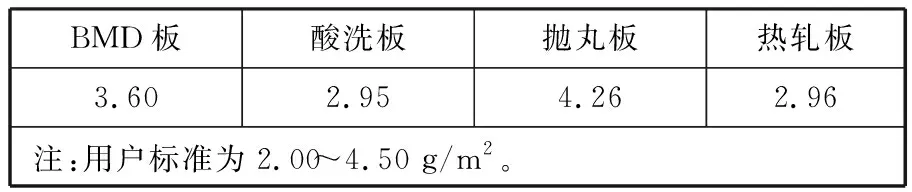
表3 樣板表面磷化膜質(zhì)量結(jié)果Table 3 Phosphating film weight of four different plates g/m2
2.2 實驗室電泳后漆膜質(zhì)量檢測
2.2.1 漆膜厚度檢測
電泳漆膜厚度是影響耐腐蝕性能的關鍵指標,為了兼顧耐腐蝕性能以及生產(chǎn)成本經(jīng)濟性,通常要求漆膜厚度處于一定合理范圍,本次認證用戶提出的標準范圍為20~30 μm,并且最低不能小于20 μm。
在對四種樣板進行電泳試驗前,首先使用標準磷化板對電泳試驗參數(shù)(包括油漆濃度、溫度、攪拌狀態(tài)、通電電流、通電時間等)進行校驗及調(diào)整,以確保標準磷化板的電泳漆膜厚度達標,然后再用該套試驗參數(shù)對四種樣板進行電泳涂裝,以此排除由試驗參數(shù)不佳導致的電泳涂裝不良。對完成電泳涂裝并烘干、冷卻后的樣板,使用FISHER便攜式漆膜測厚儀對每種樣板的正、反面進行多點的連續(xù)測量,并計算其平均值與標準方差,結(jié)果見表4。由表4數(shù)據(jù)可知,BMD板、酸洗板和拋丸板的漆膜厚度均在標準要求范圍內(nèi),熱軋板的略超上限。在標準方差方面,BMD板為0.7 μm,與標準磷化板在同等水平,而剩余三種均在1.2 μm以上,酸洗板的達到了1.79 μm。標準方差是反映數(shù)據(jù)離散程度的指標,數(shù)值越大,則數(shù)據(jù)波動越大,因而以上結(jié)果說明BMD板表現(xiàn)漆膜的均勻性更優(yōu)。
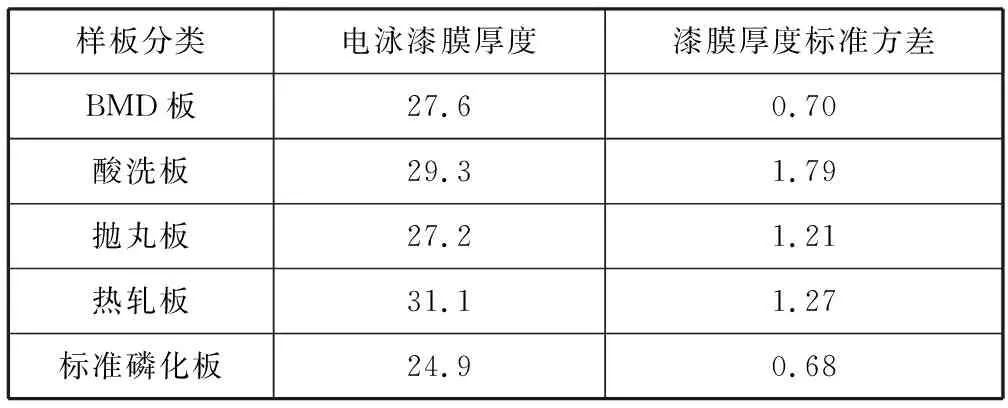
表4 樣板表面電泳漆膜厚度及標準方差Table 4 Electrophoresis coating thickness and standard deviation μm
2.2.2 BMD板的漆膜表面粗糙度
使用觸針式手持粗糙度測量儀對BMD表面電泳漆膜粗糙度進行測量,Ra平均值為0.45 μm,滿足用戶要求的Ra<0.5 μm的要求。
2.2.3 劃格黏貼試驗
按用戶要求,選取其中的BMD電泳板和熱軋電泳板,進行表面漆膜的劃格試驗(參照標準:GB/T 9286—1998 色漆和清漆 漆膜的劃格試驗),劃格后的兩種樣板對比結(jié)果見圖4。其中BMD板表面切割邊緣平滑,無脫落,而熱軋板表面在切口交叉處或沿切口邊緣有明顯的漆膜脫落,參照表5(摘自GB/T 9286—1998 色漆和清漆 漆膜的劃格試驗)所示的劃格試驗標準分級,BMD板為0級,而熱軋板則在2~3級之間。
2.2.4 耐腐蝕鹽霧試驗
從試驗樣板中選取表面漆膜厚度達標的四種樣板,每種樣板3塊,組成3組平行樣(每組包括四種類型的樣板各1塊),進行劃叉處理后,放置于同一鹽霧試驗箱,啟動鹽霧試驗(試驗條件:溫度35 ℃,氯化鈉溶液濃度5%,濕度95%)。并在鹽霧試驗進行至360、500和600 h時分別開箱進行檢查記錄,具體結(jié)果見圖5。如圖5(a),在360 h開箱時,第一組樣板未除銹狀態(tài)下看到熱軋板表面銹蝕就已經(jīng)非常明顯;500 h開箱時,第二組樣板的除銹前、后表面見圖5(b)、(c),在清除表面銹蝕后,可以看到干拋丸板和熱軋板擴蝕已經(jīng)非常嚴重;600 h開箱時,第三組樣板除銹后的表面見圖5(d),可見BMD板和酸洗板劃叉的邊緣依然比較清晰,熱軋板則出現(xiàn)明顯擴蝕,而干拋丸板除了擴蝕問題,還有整板大面積的漆膜脫落。單邊擴蝕寬度測量結(jié)果:酸洗板0.4 mm,BMD板0.8 mm,熱軋板2.7 mm,干拋丸板因漆膜脫落,試驗已經(jīng)失效,未予測量。
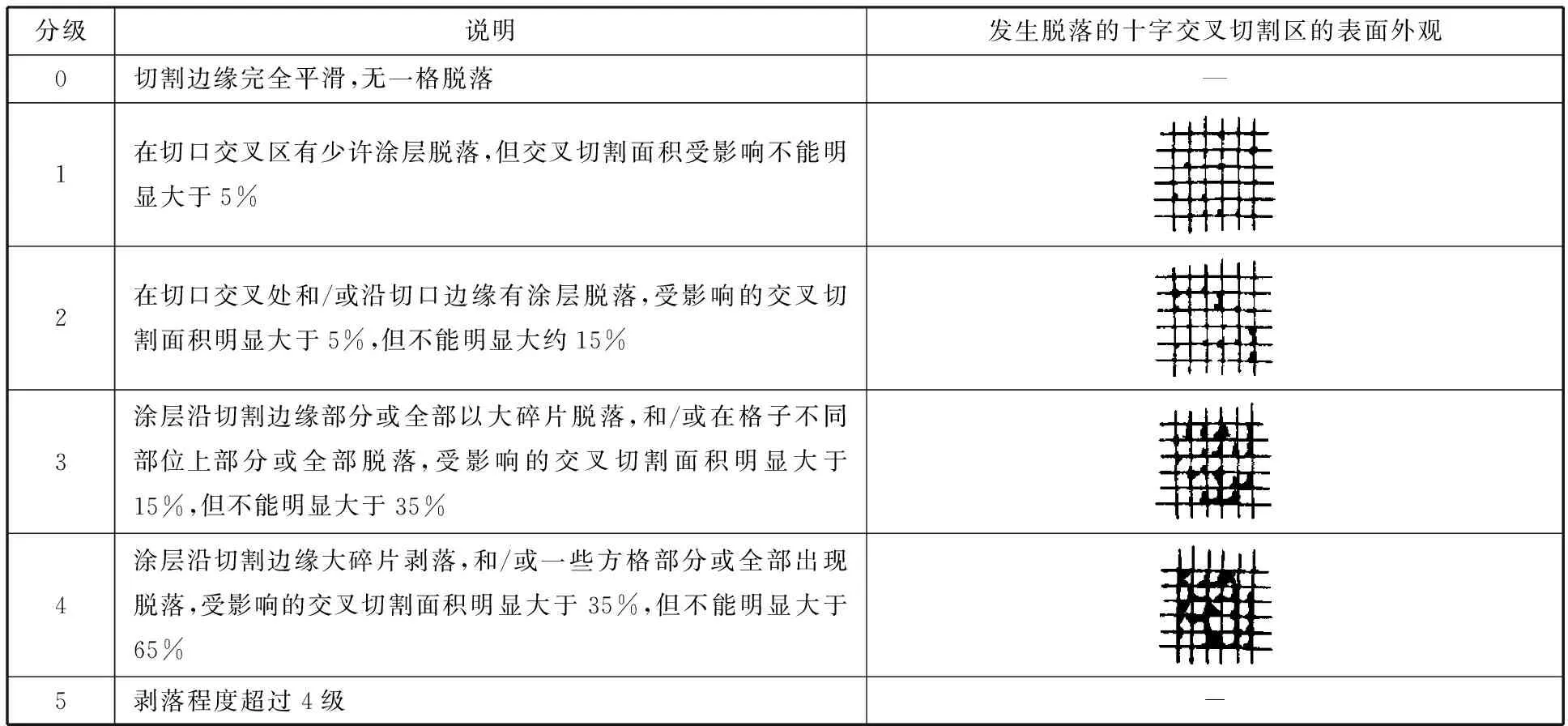
表5 漆膜的劃格試驗結(jié)果分級Table 5 Result grading of adhesion test
2.3 綜合涂裝試驗小結(jié)
將全部涂裝試驗的結(jié)果匯總于表6。綜合對比后認為,本次提供的BMD板在全部認證試驗項目上均達到了用戶標準要求,其涂裝質(zhì)量同酸洗板在同一水平,部分指標(如漆膜的厚度均勻性)甚至優(yōu)于酸洗板;而拋丸板與熱軋板,盡管表調(diào)磷化質(zhì)量、電泳漆膜厚度也在用戶標準范圍內(nèi),但是通過漆膜劃格試驗、耐鹽霧腐蝕試驗,說明兩種表面的涂裝質(zhì)量均不理想,存在漆膜結(jié)合力差、耐鹽霧擴蝕能力弱的問題,無法滿足用戶的使用要求。
3 結(jié)論
(1) 經(jīng)BMD除鱗的B510L板材,其各項涂裝試驗的結(jié)果均達到該商用車主機廠用戶的標準,并接近酸洗板標準要求,而干拋丸除鱗板材和熱軋板在最終的耐鹽霧腐蝕試驗時過早地出現(xiàn)時效,其涂裝性能無法滿足用戶要求。
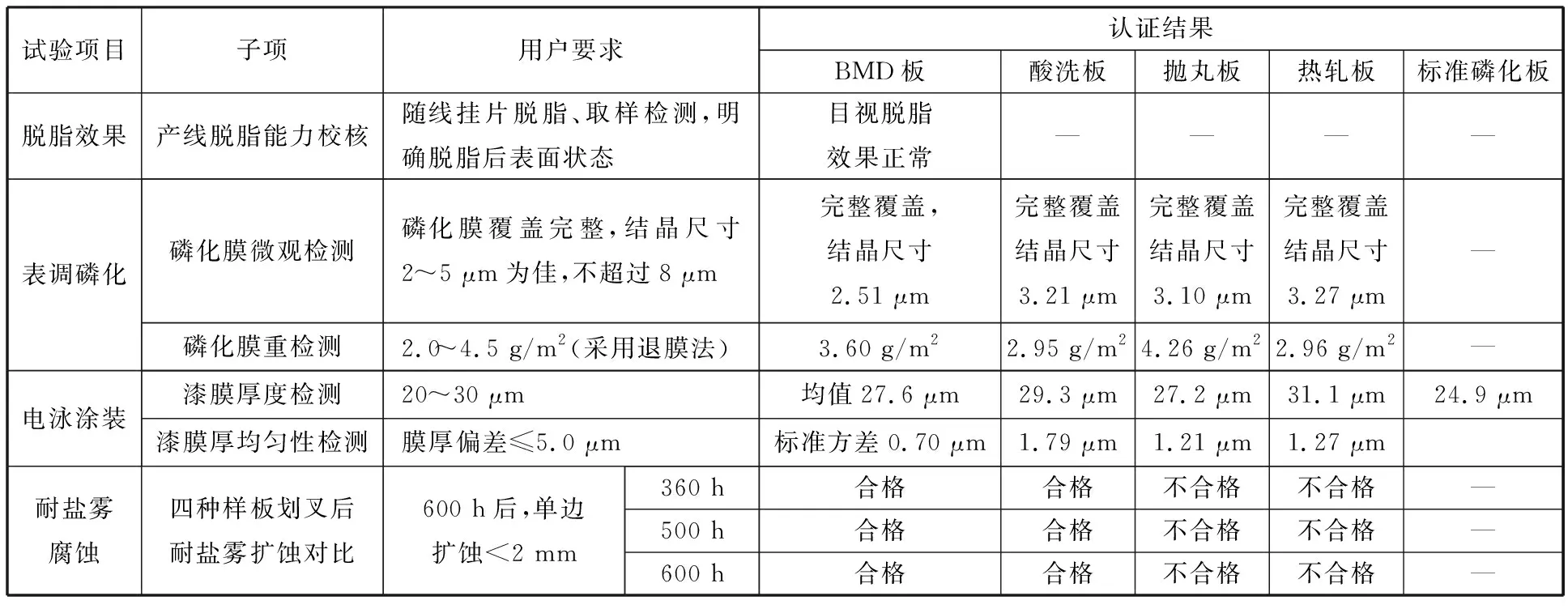
表6 四種工藝板材涂裝認證總結(jié)Table 6 Coating test summary of four different plates
(2) BMD工藝可替代現(xiàn)有的酸洗及干拋丸工藝,滿足商用車主機廠對熱軋大梁鋼的除鱗需求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
