鋁箔軋機軋制過程中鋁板帶箔厚度精確計算技術的研究應用
2020-07-08 06:45:20王修亮
新疆有色金屬 2020年2期
王修亮
(新疆眾和股份有限公司 烏魯木齊 830013)
1 鋁板帶箔軋制厚度超厚超薄的現狀和問題
目前我國鋁箔軋機軋制過程中鋁板帶箔厚度主要由X 射線測厚儀進行在線檢測并反饋控制。X 射線厚度檢測單元主要引進國外檢測控制技術,測厚儀檢測標定時以標準樣片為參考進行合金系數線性曲線補償,使測厚儀檢測樣片厚度與標準樣片標稱厚度一致,但測厚儀存在檢測誤差、標定誤差、樣片誤差,造成鋁箔厚度反饋控制偏差,經常導致大批量鋁卷超厚超薄問題。需要對厚度檢測控制系統進行技術改進,增加鋁板帶箔厚度在線精確計算功能,提升鋁板帶箔厚度檢測控制糾偏能力,徹底解決鋁板帶箔整卷厚度超厚超薄問題。
2 鋁板帶箔軋制過程中厚度精確計算技術研究設計
針對鋁板帶箔軋制過程中厚度控制超厚超薄的技術難題,通過在鋁箔軋機厚度檢測控制系統中加入在線實時厚度精確計算程序,以計算厚度實時驗證測厚儀在線檢測厚度,在線實時厚度計算程序公式 為2π(r+nt)wt=π(R2-r2)w,可轉換為T=,再轉換為T=,其中n為第n圈、w 為寬度、r 為初始卷徑、R為實時卷徑、m為總圈數。
在鋁箔軋機卷取側增加脈沖檢測裝置計算卷取圈數,增加激光測距儀檢測卷徑,再編輯鋁板帶箔厚度精確計算程序并寫入PLC 中進行調試,實時精確計算出鋁板帶厚度。再在鋁箔軋機厚度檢測控制系統中加入厚度檢測計算比較程序,將鋁板帶箔軋制過程中程序計算厚度和設定目標厚度進行比較,當偏差大于報警預設值時,在控制系統HMI 人機界面中進行厚度超限報警提示,當偏差大于停車預設值時,傳動控制系統進行自動停車控制處理,避免鋁板帶箔整卷超厚超薄問題。
3 鋁板帶箔軋制過程中厚度精確計算技術實施過程
(1)在鋁箔軋機卷取側增加定位脈沖檢測裝置,鋁板帶箔軋制過程中卷取機每轉動一圈給PLC控制器發送一個脈沖信號,在PLC 程序編輯鋁板帶卷取圈數計算程序,實現鋁卷軋制過程中轉動圈數的自動累積運算。鋁板帶卷取圈數計算程序見圖1所示。

圖1 鋁板帶卷取圈數定位脈沖計算程序
(2)在鋁箔軋機卷取側增加高精度激光測距儀,激光測距儀將檢測距離信號轉換成4-20mA 模擬量信號發送到PLC 控制器,在PLC 程序編輯卷徑檢測功能控制程序,實現鋁卷軋制過程中動態卷徑數據實時高精度檢測。鋁板帶卷徑檢測PDA 數據如圖2所示。
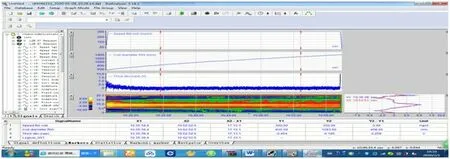
圖2 鋁板帶卷徑檢測PDA數據
(3)編輯調試鋁板帶在線實時厚度精確計算功能控制程序,在線實時厚度計算程序公式為2π(r+nt)wt=π(R2-r2)w,可轉換為 T=,再轉換為 T=其中n為第n圈、w為寬度、r為初始卷徑、R 為實時卷徑、m 為總圈數、k為卷密度。鋁板帶在線厚度精確計算程序如圖3示。

圖3 鋁板帶在線厚度精確計算程序
(4)編輯調試鋁板帶厚度檢測計算比較程序,將鋁板帶箔軋制過程中程序計算厚度和設定目標厚度進行比較,當偏差大于報警預設值時,在控制系統HMI 人機界面中進行厚度超限報警提示,當偏差大于停車預設值時,傳動控制系統進行自動停車控制處理,避免鋁板帶箔整卷超厚超薄問題。
(5)編輯鋁箔軋機控制系統HMI 界面程序,在HMI界面中加入檢測厚度、計算厚度、設定厚度等數據,并加入進行厚度超限報警提示信號。實現鋁板帶箔軋制過程計算厚度和檢測厚度實時顯示和控制。
4 鋁板帶箔軋制過程中厚度精確計算技術研究應用效果
鋁板帶箔軋制過程中厚度精確計算技術的研究與應用,通過設計編輯調試鋁板帶箔厚度精確計算程序,在鋁箔軋機厚度檢測控制系統中加入在線實時厚度精確計算功能,實現了鋁板帶在線厚度自動精確實時計算。在鋁箔軋機厚度檢測控制系統中加入厚度檢測計算比較程序,將鋁板帶箔軋制過程中程序計算厚度和設定目標厚度進行比較,當偏差大于報警預設值時,在控制系統HMI 人機界面中進行厚度超限報警提示,當偏差大于停車預設值時,傳動控制系統進行自動停車控制處理,有效解決了鋁板帶箔軋制過程中大批量鋁卷超厚超薄問題。該技術屬于當前鋁加工行業自動控制領域首次科技創新應用,并取得了顯著的實用效果。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
