聚四氟乙烯流體軟管組件設計與工藝研究
2020-07-01 06:58:02
機電元件 2020年3期
關鍵詞:工藝
(中國電子科技集團公司第四十研究所,安徽蚌埠,340300)
1 引言
聚四氟乙烯流體軟管組件(以下簡稱流體軟管組件)一般由流體連接器、連接螺母、管接頭、壓套、聚四氟乙烯軟管組成。流體軟管組件作為液體冷卻系統的關鍵元件,其主要應用在地面雷達、機載雷達、車載雷達的液冷系統中,起到傳輸流體介質作用。流體軟管組件經常受到高溫、高壓和壓力脈沖的綜合作用,其應用環境和工作條件通常十分惡劣,可能導致軟管脫扣、內管爆破等諸多潛在風險,流體軟管組件的失效通常會引起液冷系統失效、泄漏,嚴重的還將導致泄漏的冷卻液燒壞電子設備等事故。影響流體軟管組件質量的因素主要有管接頭或壓套結構設計、裝配的扣壓量、軟管耐壓能力等,本文主要研究了流體軟管組件的結構設計和裝配的扣壓工藝,以期提高流體軟管組件的可靠性。
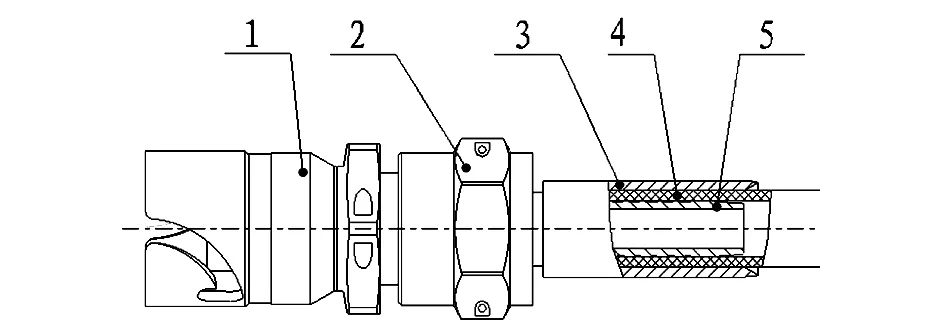
1-流體連接器 2-連接螺母 3-壓套 4-聚四氟乙烯軟管 5-管接頭圖1 流體軟管組件結構
2 流體軟管組件結構設計
2.1 管接頭
流體軟管組件中管接頭起到連接聚四氟乙烯軟管的作用,對軟管組件性能影響較大的因素有管接頭的壁厚、材料、倒刺結構和扣壓長度。理論上管接頭的內壁(內部流道)的形狀不允許發生任何的變形(扣壓后),管接頭的內徑與壁厚成反比,內徑過大導致其壁厚不足強度不夠;內徑過小又會增大組件的流阻,所以管接頭的壁厚和強度必須經過仿真計算,其強度一般應大于聚四氟乙烯軟管爆破壓力的2倍,管接頭內徑應為軟管內徑的1.05-1.10倍。
管接頭要求強度高、耐腐蝕性強,其材料一般采用316L不銹鋼,接頭表面應經過鈍化處理,零件加工完成后按照GJB360B進行鹽霧試驗,試驗時間根據產品使用的實際環境來定。
管接頭的關鍵在于外倒刺的結構,外倒刺結構按形狀可分為對稱和非對稱形倒刺,外倒刺的形狀由齒角、齒深、齒距和圓角四個要素決定,對稱結構的倒刺齒角一般取40°~50°,非對稱的倒刺齒角一般取4°~6°;管接頭與軟管屬于過盈配合,軟管內膠層有一定的彈性,管接頭插入軟管后,內膠層受壓變形,形成與倒刺結構對應的形狀,齒深取決于與之相配合的軟管內膠層厚度,內膠層越厚齒深越大,根據經驗,齒深一般取軟管內膠層厚度的1/8~1/7;軟管組件安裝時管接頭與軟管內膠層直接接觸,接觸的可分為引入段和密封段,根據經驗密封段一般有5~7個倒刺齒,齒距由軟管內徑、工作壓力、內膠層的材料等確定,通常情況下齒距可根據軟管內徑來選擇,根據經驗密封段齒距一般為軟管內徑的35%~40%;齒頂圓角由內膠層的邵氏硬度和軟管內徑決定,一般沒有強制要求。
2.2 壓套
壓套是流體軟管組件的重要零件之一,一般壓套覆蓋在聚四氟乙烯內管上,起到固定內管、承受扣壓力的作用。由于聚四氟乙烯軟管的外層為316L不銹鋼絲增強層,壓套內壁應為光滑表面,不得開有凹槽或倒刺結構,以免破壞不銹鋼絲增強層從而影響流體軟管組件的耐壓性能。
壓套內徑的尺寸等于聚四氟乙烯內管外徑加上一定的間隙,間隙過小則不利于裝配,間隙太大則需要較大的扣壓量,使得扣壓變形過大,間隙的大小可根據軟管材質進行調整,通常聚四氟乙烯軟管所需的間隙在0.3-1.0之間,在保證裝配的前提下盡可能使得間隙量小為宜。
套筒長度也是影響扣壓效果的一個重要因素,壓套的長度取決于扣壓長度,扣壓長度越長可以增加軟管與管接頭之間的結合力,防止軟管拔脫,扣壓長度過長不利于產品的安裝和成本控制,在使用空間受限的條件扣壓長度不得低于軟管內徑的2.0倍,一般情況下選擇2~4倍均可,壓套的材料一般和管接頭、連接螺母一致。
3 扣壓工藝研究
扣壓量是流體軟管組件扣壓工藝中的關鍵參數,扣壓量的大小將會對流體軟管的性能和可靠性產生最直接的影響。
3.1 扣壓量不當造成的失效形式
(1)扣壓量過大造成聚四氟乙烯內管端部爆裂或破損;
(2)扣壓量過小造成聚四氟乙烯內管脫落;
(3)扣壓處滲漏。
以上三種流體軟管組件的常見失效形式的直接原因都是由軟管扣壓量的計算值不準確或不科學導致的,因此科學的確定扣壓量顯得十分必要。
3.2 扣壓工藝與計算
流體軟管組件的扣壓工藝需要專用工裝和專用設備,完整的扣壓工藝由以下9個步驟來完成:
(1)切割軟管,采用專用的軟管切割機進行切割,切割斷面平整,切割長度應符合客戶需求;
(2)軟管端口處理,切割完成后用尼龍刷和沾有酒精的無紡布清潔軟管的切割部位,去除多余的鋼絲毛刺,在切割部位包上2~3圈3M纖維膠帶,將炸開的鋼絲層進行收口處理,最后用壓縮空氣吹除軟管內表面灰塵;
(3)輕輕轉動壓套,使軟管裝入壓套合適的位置,去除包裹的纖維膠帶,利用工裝在軟管上裝入連接螺母和管接頭,注意軟管必須要裝到管接頭的指定位置,否則將影響流體軟管組件的密封效果;
(4)用帶酒精的無紡布清潔扣壓零件的表面,扣壓表面應無異物、油污、灰塵等;
(5)選擇合適的扣壓模具,將軟管組件裝入扣壓設備模具中,調整模具至合適位置卡緊軟管組件,調整扣壓參數;
(6)進行扣壓,扣壓完成后進行首檢檢驗,最小扣壓尺寸≤首檢實測尺寸≤最大扣壓尺寸;
(7)將扣壓好的軟管按規定比例抽檢,進行試驗,試驗按照產品詳細規范進行,試驗項目主要包括常溫檢漏、耐壓試驗、壓力脈沖試驗等;
(8)符合檢驗規程的流體軟管組件進行包裝,入庫。
合理的扣壓量是影響流體軟管組件性能的關鍵因素之一,扣壓時扣壓機的工裝向壓套、管接頭、聚四氟乙烯內管施加徑向載荷,這里我們一般認為管接頭為理想狀態,在扣壓過程中不發生任何徑向上的變形,壓套在扣壓力的作用下產生變形,壓套的徑向尺寸變小,原有的壓套和軟管間的間隙配合變成過盈配合,軟管不銹鋼絲增強層內縮擠壓內膠層,使得聚四氟乙烯內管與管接頭倒刺充分接觸。根據現有的扣壓工藝理論,聚四氟乙烯流體軟管組件扣壓量計算的經驗公式為:
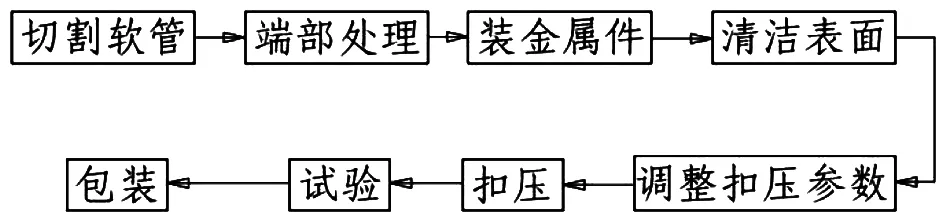
圖2 扣壓工藝流程
Δ=T·δ·μ+(D2-D1)+(d2-d1)
T=D1-d2-A·d3
式中:T——聚四氟乙烯內管厚度;
δ——內管壓縮比;
μ——經驗系數;
D2——壓套內徑;
D1——軟管外徑;
d2——聚四氟乙烯軟管內徑;
d1——管接頭倒刺外徑;
A——鋼絲層數;
d3——鋼絲直徑。
T、D2、D1、d2、d1、A、d3的值可以根據設計及工藝要求來確定,故δ值的確定對計算扣壓量十分關鍵,內管壓縮比取決于軟管的材料、邵氏硬度、軟管工作條件等因素,這里一般取40%~55%。經驗修正系數的取決較為復雜,一般取1.0~1.05,通常根據試驗不斷修正最終才能決定。
以某型流體軟管組件為例,其管接頭、壓套及軟管的尺寸如下:
D2=13.8mm,D1=13.5mm,d2=9.5mm,d1=9.9mm,A=1,d3=0.5mm,可知,扣壓量為:
Δmin=T·δ·μ+(D2-D1)+(d2-d1)
=1.1mm
Δmax=T·δ·μ+(D2-D1)+(d2-d1)
=1.32mm
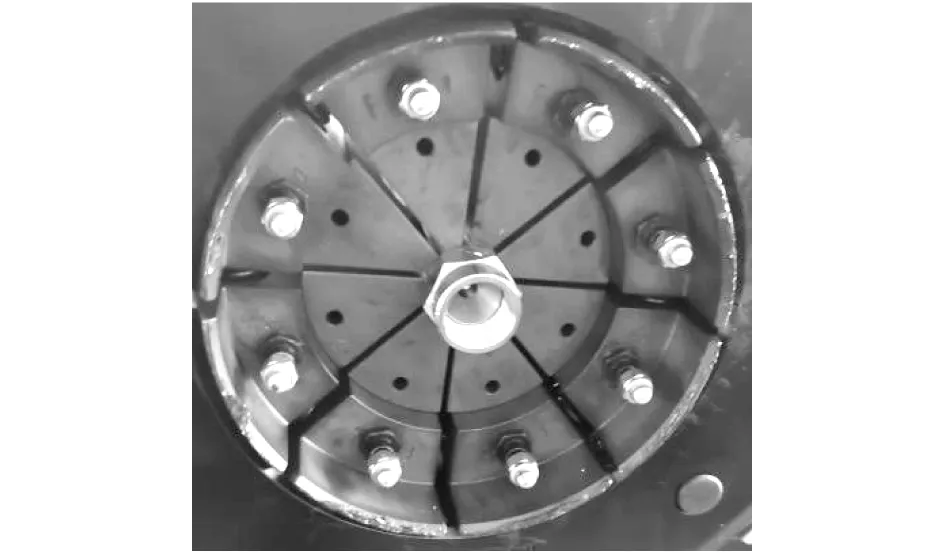
圖3
3.3 扣壓參數的確定
上文對扣壓量的計算僅能作為工程實際應用提供參考,扣壓參數的確定還需要考慮軟管結構、材料、使用環境等因素然后進行修正。目前,扣壓參數的準確計算與確定仍然是行業內的技術難點之一,國內外目前都沒有一套成熟的計算分析方法,目前主要是根據經驗公式求解后進行試驗驗證,從而最終的扣壓參數值。扣壓參數的確定流程如下:
(1)根據經驗公式,計算得到初始的扣壓參數范圍;
(2)選取幾組不同參數的軟管做好標識和記錄;
(3)按產品詳細規范進行耐壓、泄漏、壓力脈沖試驗,并做好記錄;
(4)根據試驗結果和結構剖切分析再次修正扣壓參數;
(5)按重新修訂的扣壓參數進行壓力脈沖試驗;
(6)根據壓力脈沖試驗結構最終確定流體軟管組件的扣壓參數。
4 試驗驗證
4.1 試驗要求
(1)檢漏試驗:將流體軟管組件一端通1.5MPa氣壓,將流體軟管組件浸入水中保壓15min,流體軟管組件接頭及扣壓處應無泄漏;
(2)耐壓試驗:流體軟管組件在2倍的最高工作壓力下,流體軟管組件接頭及扣壓處應無泄漏及其他異常現象;
(3) 溫度沖擊:按GJB 360B-2009中相應程序進行試驗,溫度范圍:-55 ℃~+70 ℃,極限溫度下各保持1h, 流體軟管組件接頭及扣壓處應無泄漏;
(4)壓力脈沖實驗:按GB/T 5861-2003中相應規定進行試驗,試驗壓力為工作壓力的1.33倍,脈沖頻率5Hz,在規定次數范圍內流體軟管組件接頭及扣壓處不得有滲漏和其他異常現象。
4.2 試驗結果
以某型流體軟管組件為例,試驗選取了實測扣壓量為1.11mm的軟管和扣壓量為1.30mm的軟管各8根,分別進行標記,然后進行試驗。
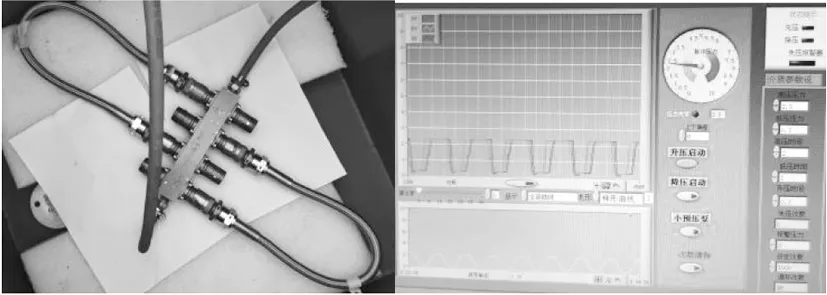
圖4
本次試驗的軟管組件均順利通過試驗,滿足設計要求,試驗結果表明,本文設計的軟管結構及扣壓工藝合理,能夠為今后同類產品的設計及工藝提供一定的參考。
5 結論
本文對聚四氟乙烯流體軟管組件進行了結構設計,介紹了流體軟管組件的扣壓工藝,對影響流體軟管組件性能和可靠性的關鍵因素扣壓量進行了分析計算。研究表明,本文設計液冷系統用流體軟管組件,采用內脹外扣的工藝和合理的扣壓量,完全符合產品的設計要求。在流體軟管組件的設計與工藝上,本文的內容可作為參考,有效保證軟管接頭設計的合理性和扣壓的可靠性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52