PW1100 發動機防止空中停車的研究
2020-07-01 01:27:30易瑋中國南方航空股份有限公司沈陽維修基地
航空維修與工程 2020年5期
■ 易瑋/中國南方航空股份有限公司沈陽維修基地
1 PW1100 發動機的應用情況
配裝PW1100 發動機的A320neo 飛機目前已被全球32 家航空公司選用,其中南航有24 架。與常規發動機相比,該型發動機由于具有更大的涵道比、油耗和排放更少、更加綠色環保且噪聲小等特點,越來越受到各國航空公司的喜愛。
但是,新事物都有其兩重性。PW1100發動機在風扇和低壓壓氣機之間加裝了一個減速箱,受不成熟的新材料應用以及技術設計滯后等因素的影響,致使該型發動機在實際使用中問題層出不窮。
2 PW1100 空中停車故障隱患的幾個典型表現
1)2017 年3 月20 日, 一 架A320 飛機空中先后出現“ENG 2 CHIP DETECTED”“ENG 2 OIL LO PR”“ENG 2 FAIL”“ENG 2 SHUT DOWN”“ENG 2 OIL SYS FAULT”等故障信息,右發動機自動關車,飛機單發安全備降。地面檢查發現,右發風扇葉片與防磨帶相磨并卡死。更換右發動機后,地面試車正常。
2)2019 年6 月26 日,一架A321飛機起飛后,高度29000ft 時機組聽到左發異響,同時觀察到左發EGT 超限、N1 值波動,收回油門后EGT 正常,N1值繼續波動且出現N1 高振動。機組人工關車,單發返航,安全落地。孔探檢查發現,左發渦輪LPT3 級葉片損壞。更換左發動機后地面試車正常。
3)2019 年11 月23 日,一架A321飛機空中出現左發滑油低壓、左發滑油碎片探測、左發加熱系統故障、左發FADEC 等信息。機組按檢查單處置,關閉左發并備降,安全落地。孔探檢查發現,齒輪箱內部有裂紋,IDG 驅動軸缺失,滑油泵和發電機齒輪損壞。分析認為故障的根本原因是發動機在特定轉速下產生共振,導致輪齒斷裂。更換左發動機后,地面試車正常。
3 PW1100 發動機故障隱患分析及維護措施
3.1 3 號軸承封嚴磨損(干式)
截至目前,世界機隊中已有38 起因3 號軸承干式封嚴(DFS)早期磨損導致的換發,大多數被滑油碎屑監控(ODM)探測到(封嚴使用時間大概為500FH)。其中5 起未被孔探探測到,封嚴磨損后,滲漏的滑油進入引氣系統導致客艙異味。普惠公司于2018 年11 月5 日發布SB PW1000G-C-73-00-0032-00A-930A-D,引入EEC 軟件版本FCS4.5,通過降低主滑油溫來減少早期磨損事件。之后,普惠公司又于2018年12 月20 日發布了SI 375F-18,要求一次性孔探檢查3 號軸承前后封嚴。目前,普惠公司正在研究設計新構型,預計2020 年第2 季度發布。
維護措施包括:
1)實時監控ODM 計數,并視需安排磁堵檢查。
2)編寫EO:B32072P063,升級EEC 軟件至FCS4.5。目前南航機隊已完成此項工作。
3)編寫EO:B32072P077,對于新發動機或送修返回(安裝了干式封嚴)發動機,1000FH 內孔探檢查DFS。結合世界機隊狀況,重新評估孔探間隔,計劃將“EO:針對在翼DFS 使用時間小于1500FH 的發動機” 修訂為每500FH 孔探一次,共執行3 次。
3.2 MOP/IDG 驅動齒輪斷裂
截至目前,世界機隊已發生18 起因主滑油壓力/整體驅動發電機(MOP/IDG)驅動齒輪斷裂導致的事件,其中16 起空停(低滑油壓力),2 起中斷起飛(無推力響應)。主要原因是在特定N2 轉速下,MOP/IDG 驅動齒輪存在共振現象,導致其出現高周疲勞而斷裂(見圖1)。普惠公司已發布相關SB 73-00-0037,要求在翼升級EEC 軟件版本至FCS5.0,以快速通過共振時的N2 轉速,減少齒輪斷裂;同時發布了相關SB 72-00-0129 改裝,重新設計滑油泵/IDG 齒輪,并要求在發動機返廠時完成齒輪更換。FAA 也已頒發相關AD FAA-2019-0393。
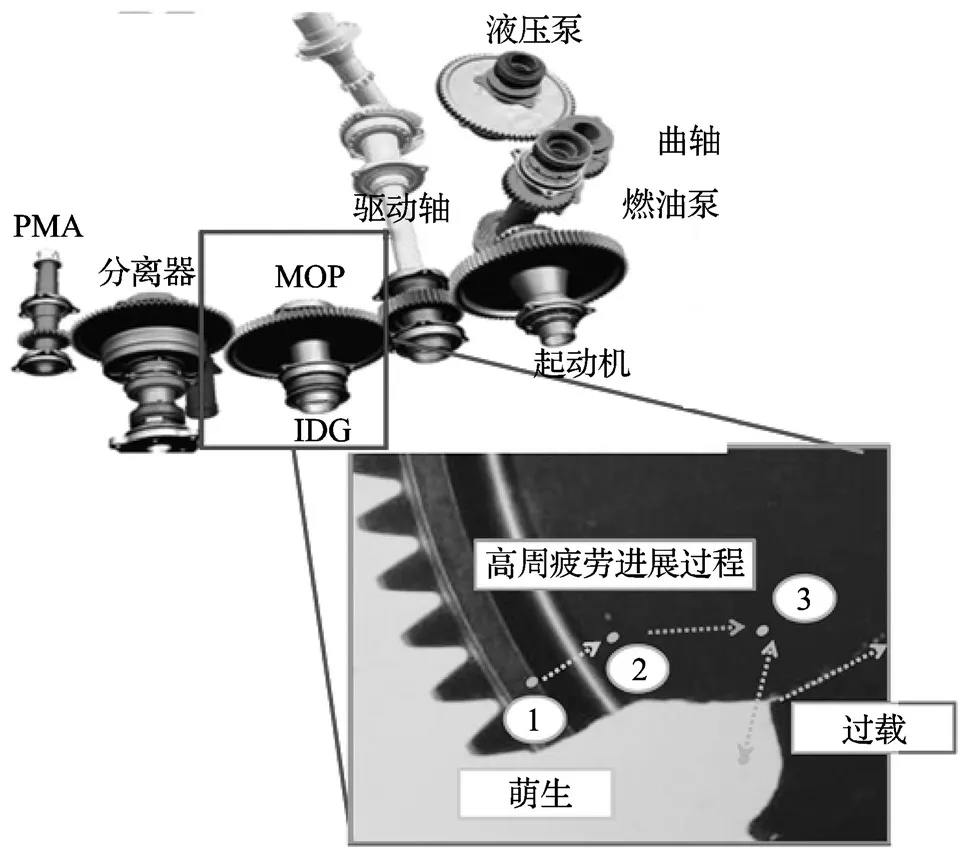
圖1 MOP/IDG驅動齒輪斷裂

圖2 LPT葉片斷裂
維護措施包括:
1)在翼升級EEC 軟件版本。
2)與普惠公司溝通在翼更換滑油泵/IDG 齒輪事宜,編寫EO 在翼執行改裝。
3)在改裝完成前,通過發動機滑油監控報密切監控發動機OMD 計數并視需安排磁堵檢查。
3.3 LPT 第3 級葉片斷裂
截至目前,世界機隊已發生31 起LPT 第3級葉片斷裂事件,其中7起空停,南航有1 起空停3 起返航。主要原因是該葉片采用輕質的鈦鋁合金材料制成,重量很輕但強度較差,容易受沖擊而斷裂(見圖2)。目前已知的調查結果有燃燒室螺樁脫落,LPT 鉚釘脫落,HPT2級葉片斷裂和LPT 內腔的FOD(螺桿)。
普惠公司于2019 年5 月14 日發布了SB PW1000G-C-72-00-0111-00A-930A-D,引入新構型的LPT 第3 級葉片以解決此問題。
維護措施包括:
1) 按照AMM 72-53-00-220-801-A,詳細目視檢查LPT 第3 級葉片和外側空氣封嚴。
2)縮短HPT 孔探間隔至750FH,新增LPT 孔探項目,嚴密監控LPT3 葉片上游可能的材料脫落。
3)編寫EO:B32072P087,引入備用爬升構型,降低爬升時的發動機功率。
4)通過運指中心發布風險提示單,機組人員可通過電子飛行本(EFB)查看相關的預警提示。
5)制定機隊LPT 第3 級葉片改裝計劃,并與普惠公司溝通改裝事宜,以換發的形式,梯次完成南航機隊的改裝。
3.4 HPC 系軸(tie-shaft)周向裂紋
截至目前,世界機隊已有7 起確認的HPC 系軸周向裂紋事件,暫無空停事件,南航有1起非計劃下發(P770429)。事件的基本現象包括N2 高振動(非瞬時)、油門桿無響應或N2 振動跟隨油門桿變化。
調查發現,HPC 系軸和HPC 前轂的嚙合處由于徑向移動,在HPC 系軸最后側的根部螺紋處產生周向裂紋(見圖3),裂紋引起了不平衡,導致N2高振動,N2 的振動給N2 轉速傳感器帶來干擾,故障信息傳輸到EEC,限制了飛機低速時的油門響應,為防止超速,EEC 的軸剪切邏輯會立即關閉發動機,導致因N2 高振動引起的空停率居高不下。普惠公司計劃引入更好的抗磨涂層,改善其幾何構型。
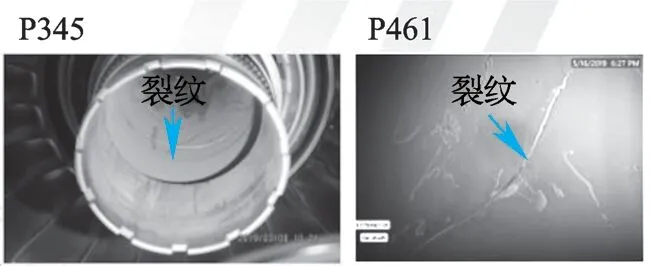
圖3 HPC系軸周向裂紋
維護措施包括:
1)實時監控機隊N2 振動情況和譯碼分析。
2)特別留意N2 高振動的排故,將排故后的譯碼與之前的N2 高振動譯碼進行對比,做出合理的判斷并制定進一步的措施。
4 總結
實施上述一系列措施后,南航執管的PW1100G 發動機的每千小時空停率由世界平均水平的0.011 下降到0,提高了運行品質,保證了飛行安全。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年13期)2022-08-11 09:29:16
天天愛科學(2020年6期)2020-09-10 07:22:44
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車與新動力(2015年1期)2015-02-27 12:11:01
建筑材料學報(2014年3期)2014-03-11 17:08:02
計算物理(2014年2期)2014-03-11 17:01:44
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
