紡織機抽瑋工作原理及裝置設計
2020-06-30 02:48:06柳會平
科學技術創新 2020年17期
柳會平
(愷遜自動化科技(上海)有限公司,上海201614)
1 概述
我國是世界上最早出現紡織技術的國家。幾千年來,我國的紡織機械也在實踐中不斷的改進。近年來,隨著科學技術進步和機械發展,紡織機也從主要依靠人工驅動、操作逐步進步到依靠機器本身和可編程控制系統操控完成紡織工作。但目前國內,對于紡織工業依舊是一項勞動密集型行業,機械依舊無法大面積取代人工操作。然而,紡織廠工作環境存在大量粉塵污染和噪聲污染。這對在廠房內上班的操作人員的健康帶來了很大的影響。此外,隨著國內外紡織品需求量的增加和用工成本逐年增加,原有的人、機混合的生產模式也不再適用,因此,提高紡織機械自動化程度迫在眉睫。
2 斷瑋的產生、現處理方法及問題
眾所周知,紡織行業由于車間中工作環境惡劣、勞動強度大且工作單一技術含量低,工人的收入較低,導致一線工人流動性大,在用工高峰期時會出現人力不足等現象出現,無法生產要求。雖然,在機械發展迅猛的當下,可以用機械、電氣自動化的結合在一些生產工序中可以實現完全自動化,提高工作效率降低人工數量,但有些工序卻還是需要工人在現場手工操作,比如,當機器出現斷瑋情況時就依舊需要工人到現場。
2.1 斷瑋。斷瑋一般指緯紗斷頭造成停臺,斷瑋絲重新織入,綢面成會出現瑕疵。此外,如果斷瑋得不到有效的解決將會打亂擋車工的操作,增加擋車工的勞動強度,另外如果開貫徹的次數過多,織口調解不當,將造成間接性的稀密路,在印染加工過程中,會出現色檔,同時還會影響生產效率、增加人工成本[1]。
2.2 斷瑋的發生的原因及種類。生產中有很多原因會造成斷瑋的發生并且情況復雜,如:原紗質量差,卷緯不良,梭子和紆子不良、開口遲早不當、織機箱坐、鋼筋、梭箱、擊梭、緩沖及有關附屬裝置不良等等都會引起斷瑋情況發生。[2]按照斷瑋發生場所不同,大致可以將斷瑋分為以下兩種:梭道斷瑋和梭箱斷瑋。
2.2.1 梭箱斷瑋產生原因[3]。梭箱斷瑋產生原因主要有以下六種:a. 投梭的力量過大,停制裝置緩沖不良致使梭子回跳,導致緯線松弛甚至會出現緯絲從梭子內腔拋出,這種情況下緯線會被梭子或者皮結壓住;b.皮結活動范圍過大,梭子運動時打擊點偏移歪斜,若緯絲被梭子和梭子前板加持則可能會造成緯絲折斷;c.走梭不穩,如果梭子后端的平整度、箍座等部件不標準或者長時間使用后部件磨損可能會造成梭子飛行不穩,當梭子進入梭箱后會宅男掛機箱體前板、導桿內座等零件,擊斷緯線;d.緯線張力過大;e.零件毛刺割斷緯線;f.梭子起槽。2.2.2 梭道斷瑋。梭道斷瑋指的是緯絲在梭口中或者絲綢邊附近斷裂。造成這種情況的原因可以分為以下幾種:a.梭子不良造成:梭子內的瓷眼鋼針等緯絲通過道路加工不良,有毛刺、起槽或者破損,工作時會使緯絲被磨斷;梭子根部夾持器歪斜或者夾持里過小,也會引起斷瑋。b.紆子及紆管:紆子成型不良,使用時導致張力過小導致緯絲不能順利引出;邊緣毛糙,使用時刮傷或者直接掛折緯絲;紆管變形,緯絲引出時張力變大導致緯絲斷裂;操作不當是緯絲引出時被鉤斷。c.其他原因:擋車工操作不當,在裝填時用力過大或者過小,造成紆子接觸底部或者翹起另外邊經的排列和邊緣的傳入數紊亂,使得緯絲在斷面被斬斷[3]。
2.3 現有處理方法及問題。現有技術中,布機車間所采取的抽瑋方法是:1 人一組同時對8 臺織機進行檢查,當織機停機通過三色燈報警后擋車工就去將織機的瑋紗手動從織布中抽出然后從新啟動機臺開始工作。在處理抽瑋的過程中擋車工要在車間來回走動觀測異常,導致勞動強度高、而且照看多臺機器需要反應時間長成本也非常高,需投入大量人力,且效率不高。
2.4 斷瑋的預防。為了防止斷瑋的出現,在開車前也需要對原材料挑選,防止殘次品流入生產工序,控制好溫度和適度,保證溫度濕度均衡,不同材料的溫濕度需要分別控制,上料時需嚴格按照生產工藝要求,定期檢查紡織車邊齒是否完好,此外對原材料的浸泡溫度、時間也要嚴格按照生產要求,防止原材料變質導致生產時斷瑋發生。
3 一種抽瑋設備設計及工作原理
我公司從實際出發,將傳感器技術與已有設備結合,經過小的改動,實現了紡織機對斷瑋的自動檢測排查,并實現檢測、排查、處理、廢料回收四合一的操作。從根源降低工人的勞動量,減少停車時間和次數。
3.1 結構。如圖1 所示,一種紡織機抽瑋裝置,主要包括三個部分:a.機頭,b.真空吸緯組件,c.廢料收集區,d.緯線探測器。機頭部分包括機頭外罩100、卷曲馬達110、擋板120、緩沖彈簧130、支撐座140、緯線倒流罩150 和壓線氣缸111;真空吸緯組件包括殼體210、腔體220、壓線錐頭230、緯線出口240、緯線吸入口250、氣管接口260;廢料收集區只設置一個廢料收集盒300。如圖1 所示,在殼體210 中安裝貫通的腔體220,壓線錐頭230 安裝在腔體220內部大頭端安裝在腔體的中部,小頭端從腔體上方探出,在壓線錐頭230 探出端安裝馬達連軸器231,聯軸器與卷曲馬達11 連接,另外壓線錐頭230 探出端還與壓線氣缸111 連接。腔體220 的另一端設置緯線出口240,緯線出口240 連接廢料收集盒300;緯線吸入口設置在殼體210 外側與緯線出口240 成90°角,緯線從緯線吸入口250 進入,經過腔體220 后從緯線出口240 穿出;壓線錐頭230 錐端轉入在腔體220 內部,頂端安裝有錐頭232,錐頭中設置有真空流道233,腔體220 內設置有與錐頭232 形狀相對應的追星臺階,殼體260 的另一端(與緯線吸入口250 相對)設置有氣管接頭260,氣管接頭260 連接真空發生流道233。緯線吸入口250被緯線導流罩150 罩住。機頭外罩100 左端通過螺栓固定在支撐座140 上,機頭外罩100 右端與廢料收集盒300 連接,機頭外罩100 下方設置緯線導流罩150;在機頭外罩100 內部從左至右依次安裝卷曲馬達110、擋板120、真空吸緯組件,在擋板120 和真空吸緯組件之間安裝有緩沖彈簧130 和壓線氣缸111,如圖2 所示。緯線探測器安裝在真空吸緯組件中檢測緯線是否進入,當緯線進入組件后,組件開始工作。
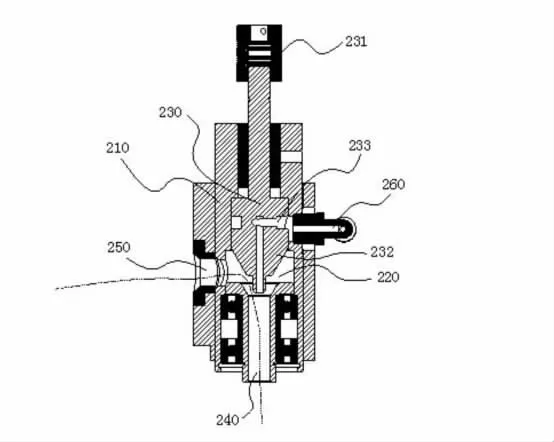
圖1 抽瑋裝置
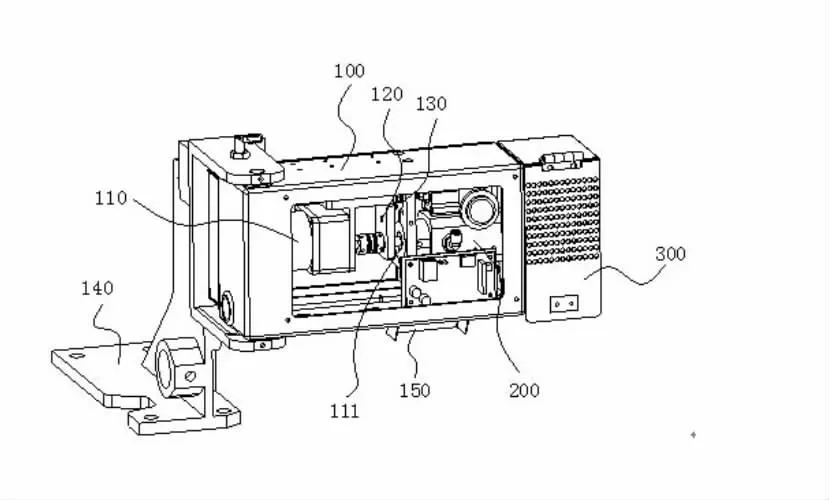
圖2
3.2 工作原理
工作的時候,a.織機通過氣流噴嘴將瑋線從緯線導流罩150 往上吹直通過緯線吸入口250 吸入到真空吸瑋組件200 中;b. 探瑋器感應到緯線來料;c.壓線氣缸111 帶動壓線錐頭230 前進,將吹上來的不良緯線壓在殼體220 和壓線錐頭230 中間,在壓線的瞬間由于緯線規格較細都是通過緩沖彈簧130 來減少沖擊保障壓線正常;d.壓線氣缸111 將緯線壓住后探瑋器感應到有料,然后卷曲馬達110 通過馬達連軸器231 帶動壓線錐頭230 旋轉將緯線旋轉收集到錐頭232;5 . 收料完成后氣管接頭260 瞬間吹氣1 秒將收起的廢料緯線通過從殼體220 中間的緯線出口240 吹入到廢料收集盒300 中。
結束語
隨著經濟發展,人工成本和生產效率將成為制約我國勞動密集型產業發展的重要因素。隨著機械與電氣自動化的結合使得紡織機自動化程度逐步提高,但在某些環節上還是需要人工操作。本設計從斷瑋后抽瑋工序為切入點,通過機器自動排查斷瑋,自動抽瑋,減少了工人的勞動強度,提高了生產效率,達到減少工人數量,進一步達到了節省人力資源和生產成本的目的,將在紡織機全自動化領域中起到不小作用。