模塊化開關柜底板加工工藝分析
2020-06-29 23:57:09左智華宋曉光朱志豪
科技創新與應用 2020年20期
左智華 宋曉光 朱志豪
摘 ?要:文章通過闡述開關柜典型零件底板的加工過程,包含展開圖設計、折彎工藝凹邊設計、原材料選擇、程序編制、折彎模具組合、折彎順序等六個方面,對底板的加工工藝進行分析,解析鈑金零件加工過程需要注意的地方。
關鍵詞:原材料利用率;工藝凹邊;二次定位;激光復合機;雙折彎;止檔
中圖分類號:TM591 文獻標志碼:A ? ? ? ? 文章編號:2095-2945(2020)20-0099-02
Abstract: In this paper, the processing process of the base plate of typical switch cabinet parts is described, including six aspects such as the design of expansion drawing, concave edge design of bending process, selection of raw materials, programming, combination of bending dies, bending sequence, etc. The processing process of the base plate is analyzed, and the points needing attention in the processing process of sheet metal parts are analyzed.
Keywords: raw material utilization rate; process concave edge; secondary positioning; laser compound machine; double bending; stop gear
引言
鈑金零件是開關柜、充氣柜、環網柜柜體、機柜、箱變、機構的重要組成部分,在競爭激烈的配電開關市場,熟悉鈑金零件的加工工藝,通過選擇合適的原材料、展開圖設計方法、選用恰當的機床、編程方法、折彎方法等,可以有效的提高原材料利用率、提高加工效率、降低勞動強度,最終達到降低零件的加工成本的目的,提高產品的競爭力。
本文通過對模塊化開關柜底板的加工工藝分析,闡述在加工過程中與成本相關的注意事項及降低成本所能采取的部分方法。
1 底板基本情況
原材料為2mm敷鋁鋅鋼板,長寬分別為1450mm、600mm,經過沖裁、折彎而成,有凸包、雙折邊特征,詳見圖1。
2 展開圖設計
展開圖設計之前,應通過試驗確定不同折彎特征下的折彎扣除,通過試驗得出底板涉及三個折彎特征的折彎扣除,分別是單折彎或雙折彎內側折彎對應的折彎扣除為3.5mm、壓邊對應的折彎扣除為0.86mm、雙折邊外側折彎對應的折彎扣除為4.3mm。
展開圖的獲得有兩種方法,第一種是通過繪圖軟件,直接繪制展開圖,這種方法對不在同一個平面的特征,需要分別計算每個特征之間的距離,費時費力,容易漏掉相應的特征,因此不推薦此方法;第二種方法是通過三維造型軟件,直接用對應的鈑金模塊繪制出對應的三維模型,設置好對應的折彎扣除參數,通過展開命令可以直接得到所需要的展開圖,這種方法直觀、效率高,因此推薦通過此種方法獲取需要的展開圖。無論通過哪種方式獲取的展開圖,都要對展開圖進行工藝處理,例如添加工藝孔、為提供材料利用率設計工藝凹邊。針對本文所提到的地板,由于零件上存在凸包特征,且開關柜有IP4X的防護要求,所以在做展開圖設計時要考慮工藝孔的位置、大小;根據機床上模具的安裝方式,確定展開圖凸包是向內還是向外,否則容易造成廢品,完全對稱零件除外。
3 工藝凹邊設計
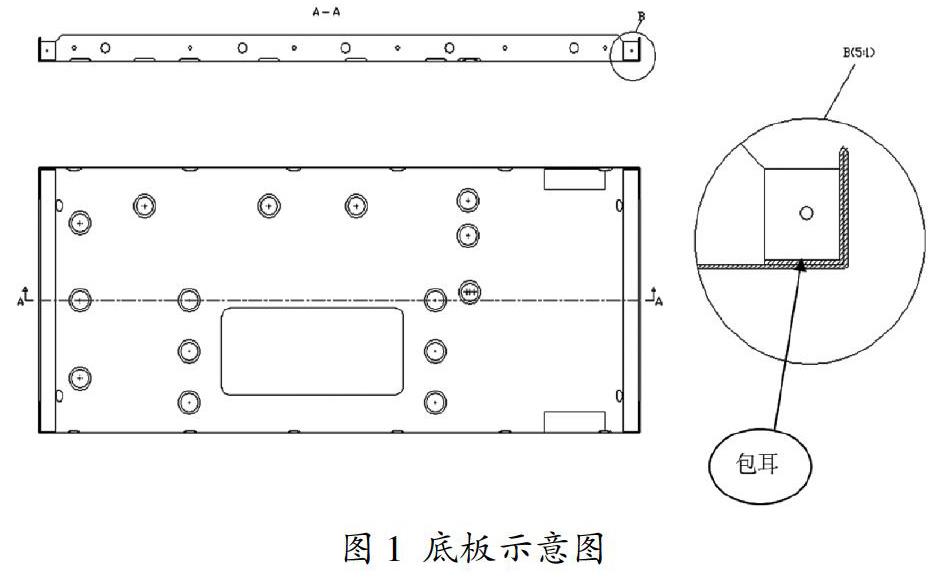
為了提高材料利用率,降低產品成本,在不影響零件強度性能的前提下,可設計折彎定位凹邊,用于折彎定位。凹邊的設計一般寬度不大于5mm,長度比折彎機止檔寬度大10mm為宜。設計工藝凹邊能極大的提高原材料利用率,缺點是會造成沖床模具的偏載,降低模具使用壽命,在折彎階段編程時需要考慮止檔的位置。帶凹邊的底板展開圖見圖2。
4 原材料選擇
原材料可直接選用與展開圖輪廓大小一致的板材,選用的原材料需要定尺而成,好處是可大幅提高原材料利用率,缺點是用量小,采用非常規定尺板反而容易造成原材料采購成本增加,同時根據不同的定尺要求,定尺成本不同,因此是否采用此種方法要通過充分的核算,確保利益最大化。
5 沖裁
實現圖2的成形,根據不同的加工方式,可以分為三種,第一種是直接用大型的沖壓機,配置相應的模具,一次完成沖裁,這種加工方式效率非常高、人工成本低,適用于大批量生產零件的加工,缺點是首次投入大,需要投入大量的模具費用;第二種是采用傳統的數控沖床,配置相應的模具,進行加工,柔性比較好,可加工不同位置特征的零件,缺點是加工效率不高;第三種是采用激光沖床復合機,配置常用的模具進行加工,優點是柔性更好,非常適用于異型孔的加工,缺點是機床相對較貴,加工費用高。
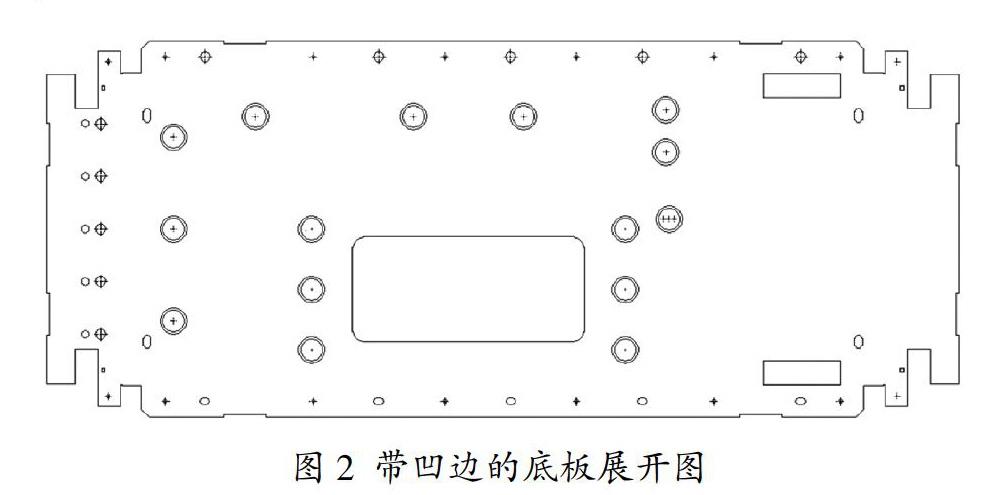
本文結合常規的數控沖床進行闡述,由于不能配置的數控沖床功能不同,有的具備無死角、全幅面的加工能力,有的不具備,在具備此能力機床上加工時無需考慮二次定位問題。在不具備此加工能力的機床上加工時,需要通過零件的二次定位,兩次沖裁實現零件全幅面加工,第一次實現圖3粗實線部分的加工,第二次實現細實線部分的加工。圖3中中心線以下是粗實線部分,以上是細實線部分。
6 折彎道具組合
以德國通快5系列的數控折彎機為例,選擇模具組合。選用的模具組合圖見圖4。可以在不更換模具的情況實現90°折彎、壓平、雙折彎,效率極高。
7 折彎順序
鈑金零件的折彎順序一般為先短后長,可以減少刀具的組合次數。按照這個原則應先折彎兩個短邊,后折彎兩個長邊,零件需要轉動450°。如果按照長短長短的折彎順序,零件需要轉動270°,比第一種方式少轉動180°,提高了效率,降低了工作強度,能夠降低產品成本。第二種方式需要在組合模具時,充分考慮折彎順序,否則容易造成干涉。盡管理論上第二種方式比第一種效率更高,勞動強度低,但是針對底板這個零件,由于存在雙折彎及包耳特征的存在,折彎順序設置不恰當,會直接造成廢品。該零件為先短邊壓平,后折彎兩長邊,最后兩短邊的順序。
折彎過程中還應注意折彎機止檔要與凹邊對應,否則容易造成折彎零件不合格。另外零件的折彎還應設計必備的支撐旋轉工作臺,工作臺要高低適中、可移動、不損壞鈑金零件表面。
8 結束語
鈑金零件的加工過程看似簡單,實際上,在不同的環節都有不同的技巧,運用不同的技巧都會對產品的最終成本造成不同程度的影響,因此各個環節選擇的方法要經過充分考慮、核算、驗證,才能實現鈑金零件加工高效、成本最低、利益最大。
參考文獻:
[1]左智華.開關柜柜體雙折邊零件制造工藝研究[J].科技視界,2012(28):269-270.
[2]左智華.鈑金原材料定尺的研究與應用[J].中國科技縱橫,2019(11):39-40.