焊條偏心在線檢測與自動控制裝置的探究
2020-06-28 14:20:14欒倩倩
科學(xué)技術(shù)創(chuàng)新 2020年16期
欒倩倩
(天津市金橋焊材集團(tuán)股份有限公司,天津300300)
1 概述
焊條偏心直接影響焊接質(zhì)量,焊條偏心作為評價焊條質(zhì)量的重要項(xiàng)目之一,主要是通過調(diào)整生產(chǎn)材料、工藝、設(shè)備三個方面,根據(jù)國家標(biāo)準(zhǔn)對不同規(guī)格焊條制定偏心度范圍控制焊條偏心度。焊條規(guī)格種類繁多,而導(dǎo)致焊條偏心的因素復(fù)雜,焊條生產(chǎn)環(huán)境粉塵較多,機(jī)頭設(shè)備出條速度較快,為1000 根/分左右,且擺動頻率較快,只能通過微接觸甚至無接觸的方式測量焊條偏心度,因此檢測和控制困難指數(shù)較高。
本文闡述了針對焊條偏心在線檢測與自動控制裝置的發(fā)展過程及現(xiàn)狀,探究現(xiàn)有生產(chǎn)線焊條偏心質(zhì)量控制的精細(xì)化和智能化水平,為減少焊條偏心率提高焊條質(zhì)量節(jié)約成本做出努力。
2 生產(chǎn)工序及影響焊條偏心因素
焊條由焊芯和藥皮組成,生產(chǎn)工藝流程圖如圖1 所示。

圖1 焊條生產(chǎn)工藝流程圖
焊條的生產(chǎn)較為復(fù)雜,包括:(1)焊芯生產(chǎn):除銹、拉拔、較直、切絲。(2)藥粉的配置和攪拌:利用藥粉配置設(shè)備,按照藥粉種類和比例進(jìn)行配置,并攪拌均勻,之后加入水玻璃等,使用拌藥鍋設(shè)備攪拌均勻。(3)壓涂:利用壓涂設(shè)備將藥粉均勻的壓涂在焊芯上,焊條落入傳送帶。(4)磨頭磨尾:利用磨頭磨尾機(jī)對傳送帶上的焊條的兩端進(jìn)行磨頭和磨尾,得到具有倒角端和夾持端焊條。(5)印字:利用印字機(jī)對傳送帶上的每根焊條印字。(6)烘干:利用烘干爐對焊條烘干。(7)包裝:將合格的焊條成品包裝。
焊條質(zhì)量直接影響焊接質(zhì)量,對其焊條檢驗(yàn)工作必不可少,其中焊條偏心是焊條檢測的重要項(xiàng)目之一。目前在壓涂工序之后設(shè)會置偏心檢測崗,以及包裝之前會重復(fù)設(shè)置偏心檢測崗,保證焊條偏心度符合國家標(biāo)準(zhǔn)。
3 焊條偏心及影響焊條偏心因素
焊條偏心指在壓涂工序中,焊芯不在焊條的中心位置。焊條藥皮沿焊芯直徑方向偏心的程度稱為焊條偏心度,如圖2 所示,計算公式如(1)。對于不同直徑的焊條,偏心度要求不同。具體要求如下。
國家標(biāo)準(zhǔn)GB/T 5117(5118)中規(guī)定[1,2]:Φ2.5 以下的焊條偏心度不大于7%為合格品。Φ3.2、Φ4.0 的焊條偏心度不大于5%為合格品,Φ5.0 的焊條偏心度不大于4%為合格品。
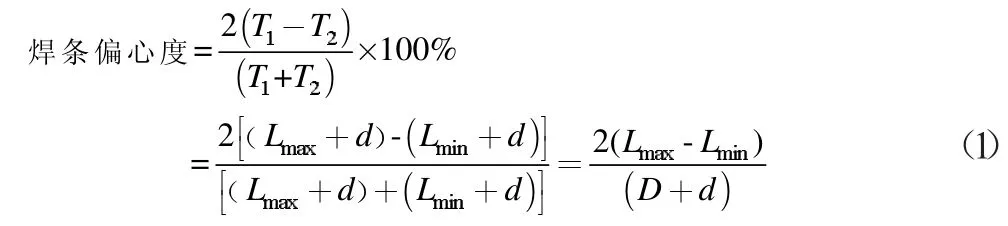
D- 焊條外直徑;d- 焊芯直徑;T1- 焊條截面藥皮最大厚度+焊芯直徑;T2- 焊條截面藥皮最小厚度+焊芯直徑;

圖2 焊條偏心示意圖
國內(nèi)大部分焊條廠使用四十五度機(jī)機(jī)頭壓涂生產(chǎn)焊條,四十五度機(jī)是指推進(jìn)螺旋刀的軸線力方向與送絲方向呈45 度角,推進(jìn)螺旋刀軸線力可分為與送絲方向一致的力和垂直力,那么垂直力則會造成焊條偏心[3]。1984 年林午光著重分析并解決壓涂機(jī)機(jī)頭內(nèi)部壓力不均,送絲管受螺旋刀的推力而擺動造成偏心問題[4]。1997年任德亮針對螺旋壓涂生產(chǎn)線焊條偏心問題從生產(chǎn)材料、工藝和設(shè)備的方面分析偏心原因,并設(shè)計出控制方法[5]。
生產(chǎn)材料方面,焊芯校直不良,如焊芯出現(xiàn)彎絲、扭絲等問題;藥粉因受潮結(jié)塊、干燥不充分、粉碎不充分等原因?qū)е骂w粒過大,或藥粉中含有雜質(zhì)。生產(chǎn)工藝方面,焊條配方設(shè)計合理性問題;配粉工藝問題,如要求藥粉配置前全部過篩,回收藥粉要過篩;水玻璃模數(shù)和濃度合理性問題;水玻璃與藥粉攪拌問題,首先藥粉必須攪拌均勻再加入水玻璃,即干拌充分的條件下進(jìn)行濕拌,且攪拌時間合理,保證藥粉密度、干濕度、粘度、塑性適宜,減少偏心同時,避免出條振動時藥皮脫落。攪拌容器清潔度問題,攪拌前要保證拌藥鍋的清潔,避免上一鍋的殘留顆粒;出條后焊條偏心檢測問題,必須實(shí)時抽檢,必要時停車調(diào)整焊條偏心情況。
生產(chǎn)設(shè)備方面,模子碗在機(jī)頭內(nèi)的位置不正或不穩(wěn),當(dāng)出現(xiàn)偏心情況,一般會通過工人調(diào)節(jié)機(jī)頭頂針,進(jìn)一步調(diào)節(jié)模子碗在機(jī)頭內(nèi)部的位置進(jìn)而修正偏心問題;定徑模安裝不正;模子碗和模子殼尺寸匹配問題;送絲嘴內(nèi)徑尺寸問題;送絲嘴與模子碗距離設(shè)置問題;送絲管、送絲嘴、定徑模配合問題,位置穩(wěn)且在同一軸線上。檢測焊條偏心度的偏心儀質(zhì)量合格。
4 焊條偏心檢測研究現(xiàn)狀
焊條偏心一直都是生產(chǎn)廠家值得研究和解決的問題,很多學(xué)者對此做出努力,主要從以下三方面進(jìn)行改進(jìn)。
4.1 壓涂設(shè)備中機(jī)頭的設(shè)計。1998 年,林午光針對四十五度機(jī)和零度機(jī)的缺點(diǎn),設(shè)計出WG-1 型(穩(wěn)管-1 型)涂粉機(jī)機(jī)頭[4],分析和對比了國外普遍使用零度機(jī)和國內(nèi)普遍使用的四十五度機(jī)兩種壓涂機(jī)頭的工作狀況,發(fā)現(xiàn)四十五度機(jī)會因機(jī)頭內(nèi)藥粉壓緊方向角度使定中管發(fā)生偏擺,且擺動頻率很高,藥芯會因此發(fā)生變形;還發(fā)現(xiàn)影響偏心的重要因素是送絲管的固定方式和藥粉的壓緊方向。而零度機(jī)制作成本較高,維修困難。WG-1 型涂粉機(jī)機(jī)頭針對送絲管進(jìn)行設(shè)計,解決了受斜向壓緊力問題。1992 年,曹學(xué)義等人,研制新型零度螺旋壓涂機(jī)使推到壓涂方向和送絲一致,且受力均勻,減小了偏心度[3]。
4.2 針對偏心儀設(shè)計及改進(jìn)。1999 年,黃南山等人對國內(nèi)焊條廠使用的HPX- 1 型焊條偏心儀進(jìn)行分析,并研究其測量原理,針對偏心儀的不足提出了改進(jìn)方案[6]。2000 年,游華云等人介紹一種可以測量不同種類、規(guī)格焊條的WHP-2 型偏心儀,同時提出一種在線監(jiān)測方案[7]。同年,王宏和盧淑琴設(shè)計出了一種可檢測、可報警的焊條偏心儀,可實(shí)現(xiàn)動態(tài)在線監(jiān)測,為焊條偏心的在線自動調(diào)整奠定基礎(chǔ)[8]。
4.3 在線檢測設(shè)備。1992 年,趙忠才等人介紹一種電焊條偏心自動檢測粉模,實(shí)現(xiàn)焊條偏心的自動檢測和調(diào)整[9]。2004 年,寇攀峰等人介紹一種焊條偏心自動檢測機(jī),可對偏心信號實(shí)時檢測,對數(shù)據(jù)進(jìn)行統(tǒng)計分析,實(shí)現(xiàn)報警并自動控制驅(qū)動分撿不合格焊條[10]。2015 年劉健等人發(fā)明一種焊條偏心自動檢測系統(tǒng),實(shí)現(xiàn)焊條偏心的自動監(jiān)測功能[11]。2017 年,康丹丹等人打破原有的信號檢測方法,介紹一種利用產(chǎn)品視覺技術(shù)完成焊條在線自動檢測和控制方法[12]。2018 年,向小燕等人提供非接觸式焊條偏心值檢測裝置,利用機(jī)器視覺檢測技術(shù)代替人工測量,提高了檢測效率[13]。
5 結(jié)論
通過調(diào)查研究,電感指針式測量法是焊條偏心檢測較為普遍的方法,這樣使得檢測、調(diào)整設(shè)備不及時,且檢測和設(shè)備調(diào)整精度較低,產(chǎn)生焊條殘次品較多,用時較長,仍不能達(dá)到夠?qū)崟r有效檢測和控制的目標(biāo)。焊條(偏心)質(zhì)量的控制和管理,依賴于從業(yè)人員技能水平與責(zé)任心,控制手段靠經(jīng)驗(yàn),人為干擾大,偏心校正有一定的滯后性,難以滿足生產(chǎn)過程中焊條質(zhì)量時時精細(xì)化控制要求,迫切需要更為先進(jìn)的精細(xì)化、智能化技術(shù)進(jìn)行有效監(jiān)控和自動校正,以確保焊條偏心質(zhì)量受控。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00