礦用提升機鋼絲繩自動平衡裝置結構優化研究
2020-06-28 06:52:46楊志強
煤礦現代化 2020年4期
楊志強
(霍州煤電集團辛置煤礦,山西 霍州 031412)
0 引言
隨著煤礦企業規模壯大,煤炭產量日益增加,對提升機機械性能的安全可靠性提出了更高的要求。礦井提升機鋼絲繩作為牽引物料的關鍵裝備,對于整個提升系統的安全穩定性有著重要的影響[1]。由于煤礦作業環境惡劣,容易受到外部條件以及作業人員素質干擾,如鋼絲繩牽引煤炭物料時由于裝卸配重不合理就容易造成鋼絲繩兩側拉力不平衡的情況發生[2]。因此,提升機鋼絲繩配套了張力自動平衡裝置對兩側拉伸張力不平衡時進行自動調節,最大化保障受力均勻對稱。對于煤礦常用的JKB型提升機鋼絲繩自動調節裝置的現場觀察得知,現有結構還有優化提升空間,通過優化其中板、側板結構可進一步將低兩側張力的數值差異率。通過資料調研分析可知,當鋼絲繩兩側張力的差異率降至10%以內就可以有效的延長其使用壽命,防止斷繩的安全生產事故發生,保障煤礦企業本質安全管理水平[3]。
1 提升系統組成
JKB型提升機采用的是落地式多繩摩擦式提升機,該提升系統是煤礦物料運輸傳送的重要紐帶,在整個生產系統中有著生產承上啟下的作用,如圖1所示,落地式提升機主要由主導向輪,鋼絲繩等設備組成,并在鋼絲繩上安裝有張力自動平衡裝置[4]。
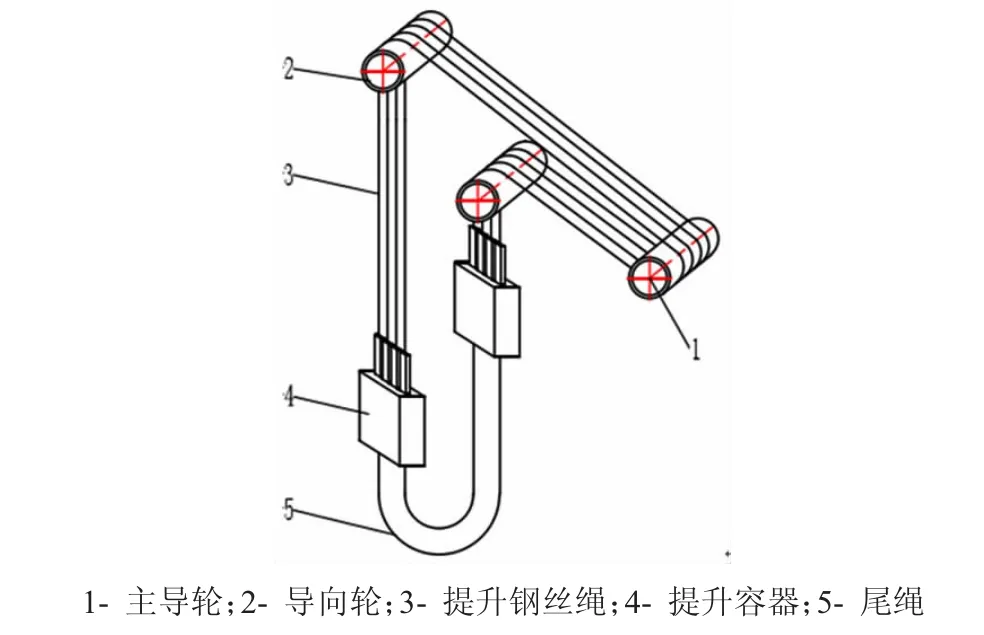
圖1 落地式多繩摩擦式提升系統示意圖
該類型的提升機系統容易受到礦井機器其他載荷的振動作用,并且作業人員工作素質對其安裝的精準度也會造成影響,在長時間的提升作業過程中,會對金屬部件產生磨損,金屬構件受到磨損會產生運動變形,造成鋼絲繩支撐構件的不均衡性[5],對張力自動調節裝置提出更高的調整要求,如圖2為JKB型提升機張力自動調節裝置。

圖2 JKB型提升機張力自動調節裝置
該類型張力自動調節裝置聯合機械和液壓調節的方法對鋼絲繩之間存在的壓力值差進行調整,當一側的鋼絲繩的張力更大的時候,就會通過裝置的中板、側板進行傳遞,對液壓油缸進行壓縮,此時連桿的懸臂增長,這一側的鋼絲繩張力就會變小。此外,當一側張力變小的時候,就會使懸臂縮短,使兩側的鋼絲繩張力達到平衡。從工作原理分析可知,中板及側板的結構對其調節平衡張力的能力有較大的影響,因此可通過對中板及側板結構的優化,提升張力調節的設備性能[6]。
2 鋼絲繩張力特性分析
為更好的開展張力自動調節裝置的結構優化研究,首先對JKB型提升機鋼絲繩的張力變化規律進行研究,通過仿真分析的方法,采用AMESim軟件模擬出在張力自動平衡裝置調節下張力的變化情況,張力自動平衡裝置的相關參數如表1所示。
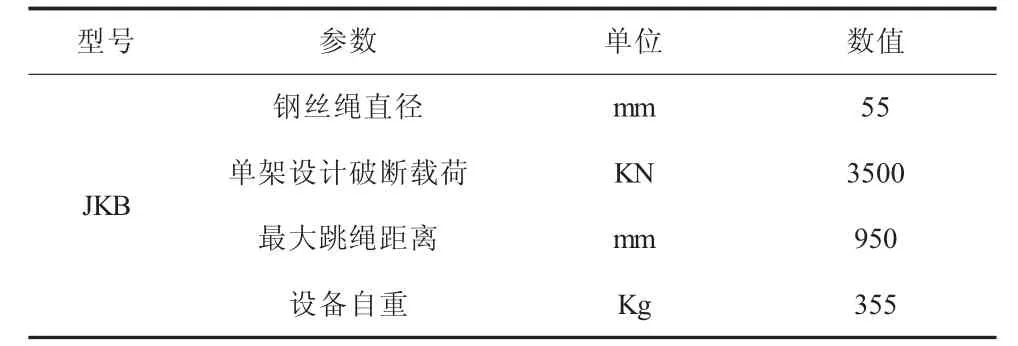
表1 提升機鋼絲繩張力自動平衡裝置參數
選取鋼絲繩與轉向滾筒接觸的4個測試點,使其在滾筒軸向均勻布置,鋼絲繩張力曲線的數據測試曲線如圖3所示,從整體分析來看,張力是在逐漸減小,當鋼絲繩尾繩的長度在減小的時候,首繩的長度會增加,因此提升系統下放側的載荷在不斷減小造成滾筒與分離點處的鋼絲繩張力不斷減小。如圖3還可知,整個波形線不是平滑曲線,而是有突然的數據變化跳躍點存在,通過分析由于鋼絲繩受到了載荷作用突然發生變化的作用,使鋼絲繩的張力發生變化,但由于張力自動調節裝置的存在,使該數據大小重新回歸到正常的規律變化當中。
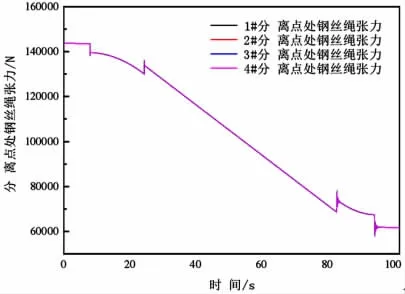
圖3 滾筒與提升鋼絲繩分離點處鋼絲繩張力
3 結構優化分析
3.1 三維模型建立
通過對提升鋼絲繩張力自動平衡裝置的中板和側板的結構進行優化,采用ANSYS仿真軟件的最優解數據分析技術,設計出能滿足工作強度的中板和側板,并減小兩者的體積,降低制造成本費用,優化自動調節鋼絲繩張力的性能。
通過PRO/E建模軟件建立中板和側板的三維模型圖如圖4所示。
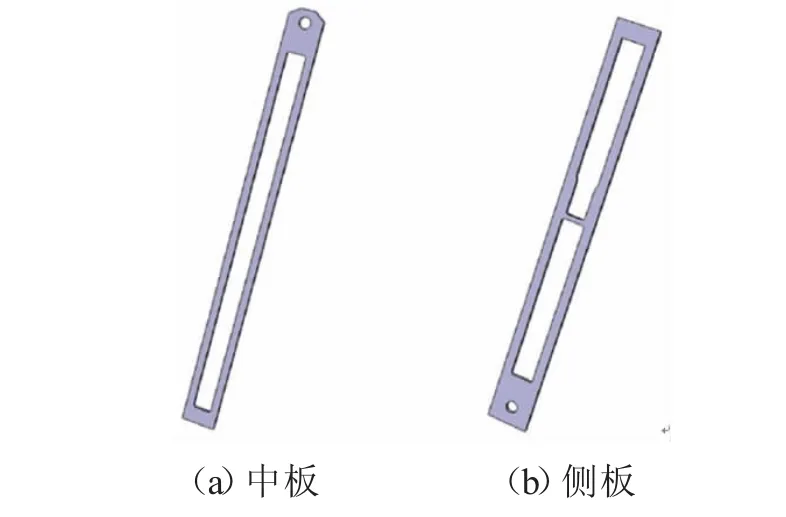
圖4 張力自動平衡裝置的中板和側板
3.2 仿真模型建立及定義
3.2.1 初始仿真結果
首先對中板及側板的材料進行準確的材料參數設置,設置其彈性模量為2.05×105MPa,波松比為0.3,屈服強度為1250MPa。在ANSYS Workbench中設置張力自動裝置的網格為四面體4節點網格,每個網格為20×20×20mm,對一些零碎部件進行簡化,將零碎部件的質量重新進行合理配重。按照實際工況條件,對中板及側板的邊界條件進行定義,將板的兩端進行有效約束,對中板及側板按照最惡劣的工況條件下進行考慮靜力學問題,得到兩者的應力云圖如圖5所示。
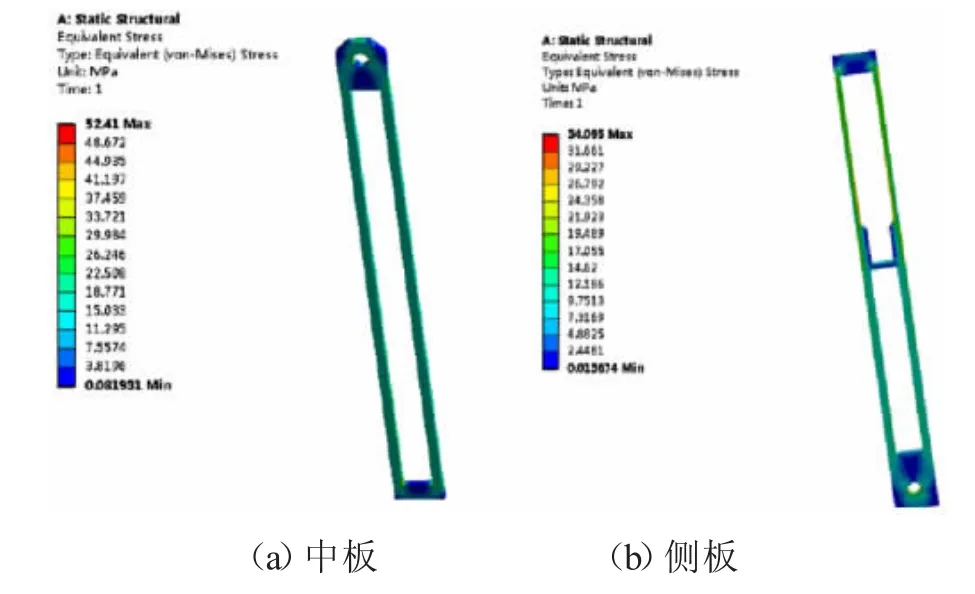
圖5 優化前中板和側板側板應力云圖
由圖5可知,鋼絲繩張力自動平衡裝置中板最大應力為52.113MPa,側板最大應力為28.456MPa,主要集中于兩者結構的兩翼,在原始結構上進行優化,通過仿真軟件求得最優的結構解。
3.2.2 優化結果數據選擇
通過ANSYS仿真軟件目標值優化模塊對自動張力平衡裝置進行結構參數優選,再優選出多種組合數據后,考慮中板及側板的強度、質量、應力分布狀況等因素,優選出結果如表2所示。
3.2.3 優化后結構仿真分析
將中板及側板優化后的數據參數重新對兩者進行建模,按照初始仿真的條件設置相關參數,對比優化前與優化后中板及側板的應力分布云圖,如圖6所示。
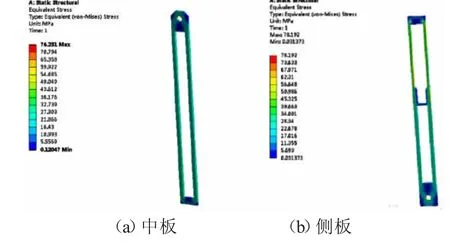
圖6 優化后中板和側板側板應力云圖
由圖6可知,鋼絲繩張力自動平衡裝置中板最大應力為42.966MPa,側板最大應力為18.523MPa,最大應力數值下降分別為23.6%和15.99%,并且中板及側板的應力分布更加的均勻,未出現應力集中的現象。實現了中板及側板的輕量化設計,保證了在對兩側鋼絲繩自動調節張力工況下的強度。
3.2.4 鋼絲繩磨損量檢測
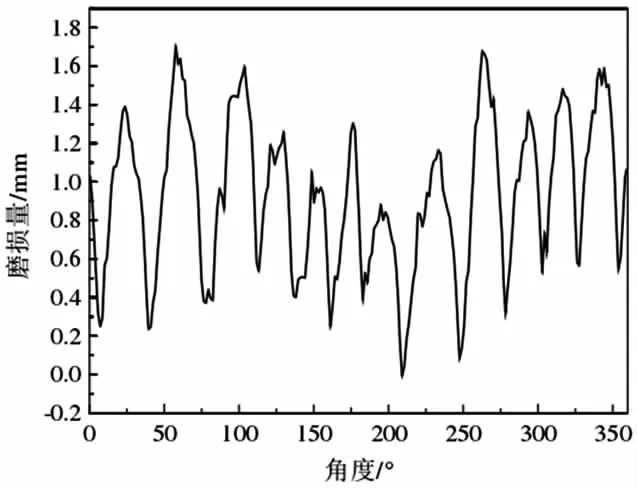
圖7 鋼絲繩磨損量狀況
將優化后的中板及側板結構應用于張力自動平衡裝置,在現場實際作業中進行試驗檢測。通過檢測鋼絲繩磨損量的情況,可判斷出張力自動平衡裝置的調節性能是否有改善。如圖7可知,對鋼絲繩周向各個角度開展檢測,在一個工況周期內最大磨損量沒有超過1.8 mm.相比于原有張力自動平衡裝置,兩側鋼絲繩張力差值率下降為3.62%,提高了鋼絲繩的使用壽命,平衡了兩側鋼絲繩在長期牽引作用下的磨損度,通過對中板及側板的結構優化達到了預期的效果。
4 結語
礦井提升機張力自動平衡裝置作為鋼絲繩在牽引作業時的關鍵部件,容易受到煤礦惡劣環境的干擾,在長時間的運轉過程中容易導致自動調節性能的下降。通過查閱資料可知中板及側板是張力自動平衡裝置的關鍵構件,通過有限元數值分析的方法對兩者構件進行了結構優化,以鋼絲繩磨損了為研究目標,將優化后的結構運用于實際作業過程中,檢測結果顯示,鋼絲繩的磨損不平衡程度得到了有效的改善,兩側鋼絲繩的磨損量大致平衡,有利于對煤礦物料的運輸牽引,提高了鋼絲繩的使用壽命,對煤礦企業的經濟性產生了積極作用,為鋼絲繩張力自動平衡裝置的結構優化研究提供了思路。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
