中支濾棒成型機中線膠施膠及供膠方式的改進
2020-06-22 14:21:40喻濤
機械工程與自動化 2020年3期
喻 濤
(紅云紅河集團 曲靖卷煙廠,云南 曲靖 655001)
0 引言
濾棒生產過程中,醋酸纖維絲束被成型紙包裹成型為濾棒,為防止絲束滑動,在成型紙上連續施加一定量的中線膠,其主要成分為乳膠,涂膠寬度為1 mm左右[1]。施膠方式為針式涂膠模式,噴膠嘴直接與成型紙接觸,膠液涂抹在成型紙上。供膠方式為自流式,膠液由儲膠箱沿膠管流入膠槍,膠量的大小通過手動閥門調節。生產中存在膠液斷流、膠量不能精確調節[2]等現象。中支濾棒成型機采用的成型紙為一種高透氣度成型紙,透氣度為10 000 CU,膠液反滲嚴重。為此,本文采用伺服控制系統對中線膠施膠及供膠方式進行了改進。
1 原供膠系統的組成及工作方式
原中支濾棒成型機中線膠供膠系統主要由儲膠箱、手動閥、膠管和膠槍、電磁閥等組成,如圖1所示。施膠方式為針式涂膠模式,供膠方式為自流式,膠量調節通過手動調節閥門開度的方式實現。
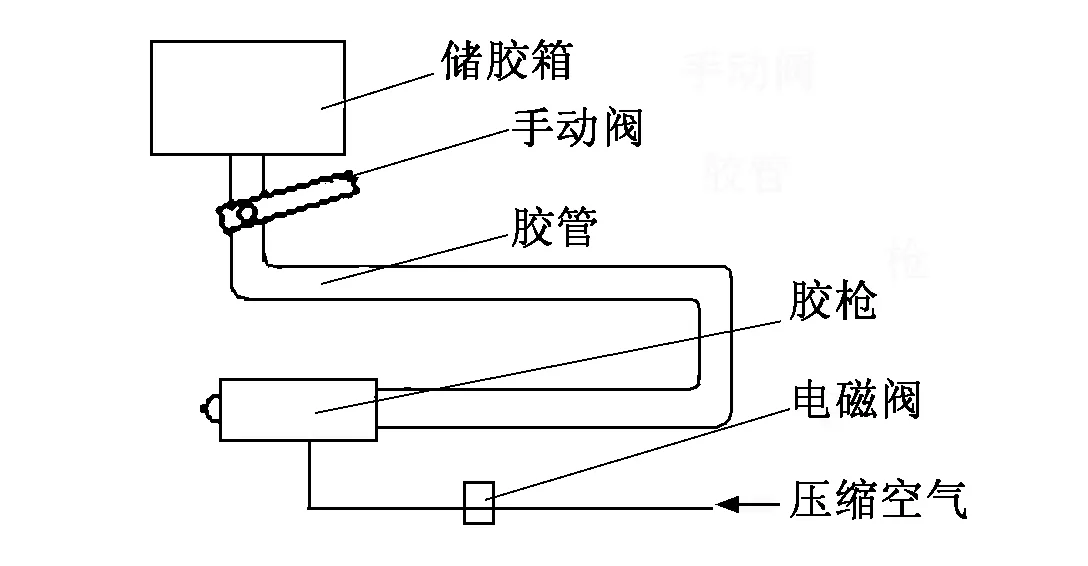
圖1 原供膠系統的組成
設備生產時確保打開手動閥,此時若成型機啟動,光電開關已檢測到生產的濾棒條,且延時到設定的時間后,電磁閥打開,壓縮空氣進入膠槍,打開膠槍噴嘴針[3],膠液以自流的方式涂抹到成型紙上,形成一條約1 mm寬的膠痕。成型機停機時,電磁閥關閉,膠槍內的噴嘴針關閉噴嘴,施膠過程結束。
2 原供膠系統存在的問題
生產過程中,發現供膠系統主要存在以下問題:①通過手動閥門的開度來控制膠量,不能準確控制施膠量的大小;②中線膠膠量由閥門的開度控制,與設備運行速度無直接對應關系;③由于采用高透氣度成型紙,膠液滲透嚴重,導致成型舌、壓板、喇叭嘴等處積膠嚴重,易造成濾棒圓周不穩、表面壓印等質量問題,因此須操作工手動停機進行清理,降低了設備的有效作業率,增加了原輔材料的消耗,若調小膠量,又會導致絲束粘接不牢,濾棒在固化后出現縮頭現象;④采用重力自流式供膠,流量可控性差,當膠管內部存在干膠或空氣時,生產過程中易造成膠線的斷續,甚至出現斷流現象。
3 改進方案及具體實施
3.1 總體方案及工作原理
為解決以上問題,設計了一種伺服驅動系統,其控制原理如圖2所示,將原有的自流式供膠、接觸式施膠的方式改進為齒輪泵供膠、非接觸式螺旋噴膠方式。為此,在原有PLC控制系統的基礎上,增加一臺伺服控制器來控制中線膠電機以驅動齒輪泵為螺旋噴膠膠槍供膠。伺服控制器與PLC之間采用PROFIBUS-DP總線進行數據交換,通過參數通道和過程通道來相互傳遞數據信息。伺服控制器與開松輥電機中間通過X9、X10端口進行數頻級聯,實現中線膠電機速度的比例跟隨。濾棒中線膠膠量的顯示、膠量的加減等通過修改觸摸屏程序添加到觸摸屏畫面,在觸摸屏上進行顯示和操作。
3.2 機械部分的改進及實現
機械部分的改進如圖3所示。保留原有的膠箱,膠箱安裝位置不變;在清洗、安裝膠箱時,為防止膠液從膠箱中泄漏,保留原有的手動閥;由于單支濾棒的中線膠膠量低,故齒輪泵的轉速低,為使齒輪泵在低速下運轉,在伺服電機后增加齒輪減速箱、帶輪、同步齒形帶;增加齒輪泵,齒輪泵進料口連接膠箱,出料口通過膠管為螺旋噴膠膠槍供膠;取消原有的接觸式膠槍,改用非接觸式螺旋噴膠膠槍,該膠槍的噴膠嘴與成型紙并不直接接觸,距離為5 mm左右。膠槍工作時,噴膠嘴在成型紙上產生一條螺旋形狀的膠痕。
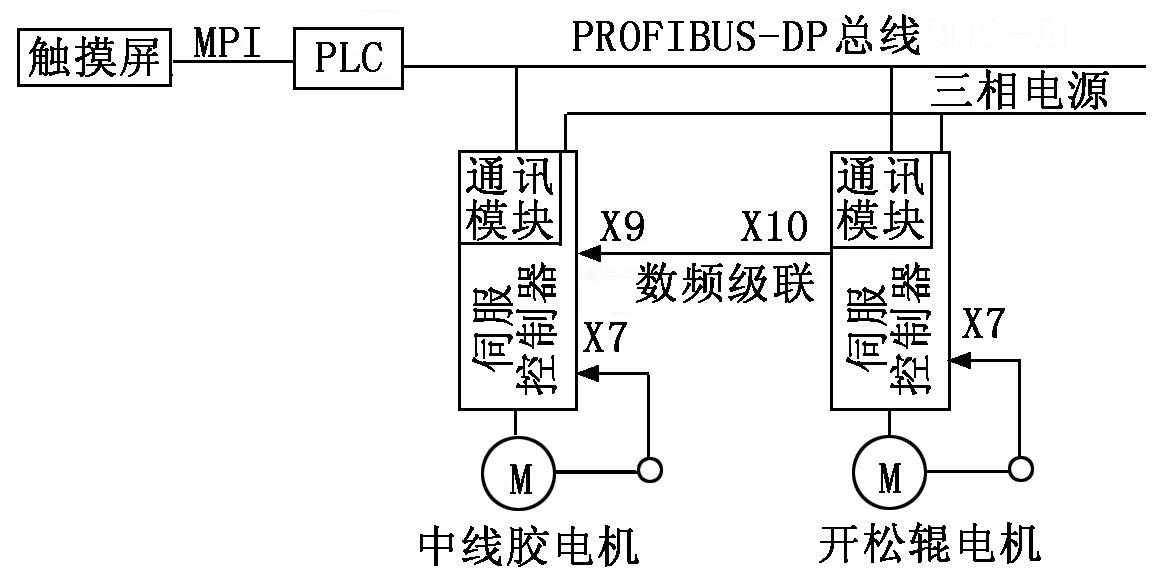
圖2 改進后的控制系統原理圖
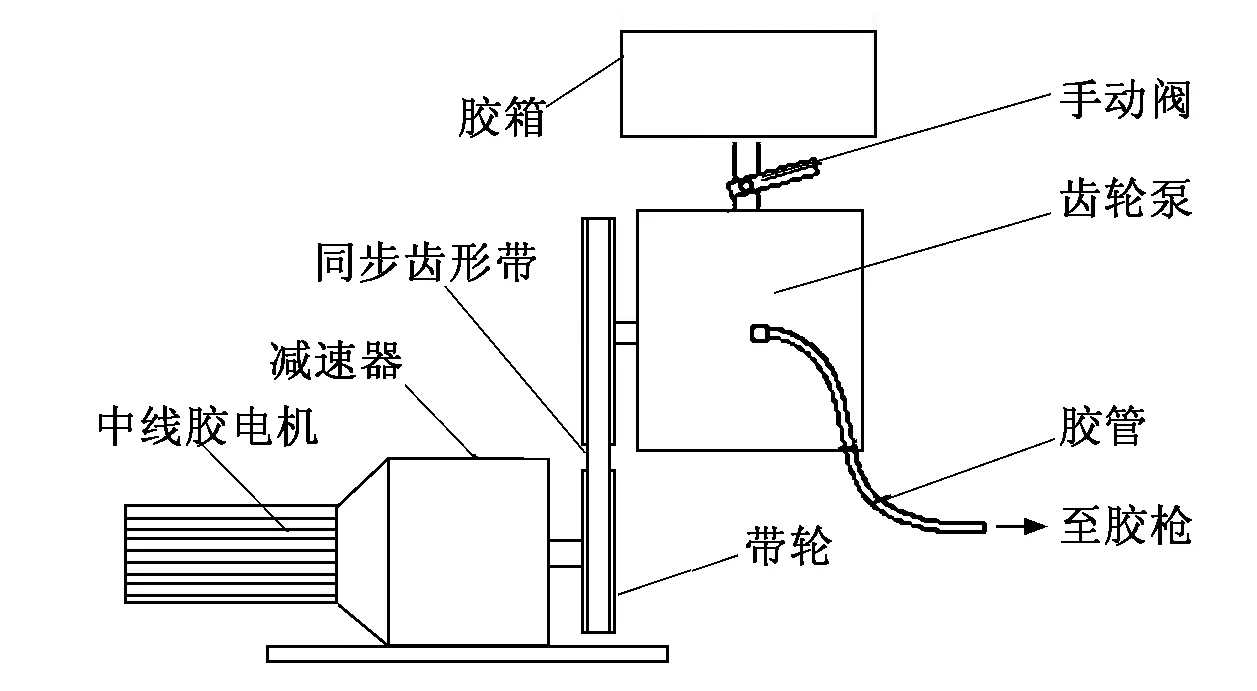
圖3 機械部分的改進
3.3 電氣部分的改進及實現
由于原設備主機運行控制采用倫茨伺服系統,為保證控制方式的一致性及便于程序修改,中線膠獨立伺服驅動仍采用倫茨9300系列伺服控制器與倫茨伺服電動機。控制器的使能采用內部供電方式,端子X5/A1為24 V電源,使能端子X5/28直接連接端子X5/A1;在成型機操作面板上安裝一旋鈕開關,接入PLC輸入模塊,以實現手動控制中線膠泵的啟動和停止;伺服控制器通過PROFIBUS-DP總線與主機PLC進行通訊[4],在AIF端口安裝PROFIBUS-DP通訊模塊2133IB,該通訊模塊適配幾乎所有倫茨變頻、伺服產品,可作為PROFIBUS-DP總線系統中的從站,過程通道通訊最多可設置12個過程字,支持參數通道通訊,可讀、寫所有倫茨產品的內部參數。
采用倫茨伺服控制器的數字頻率級聯方式實現伺服電機的速度同步。數頻級聯是純粹的數字信號傳輸,信號傳輸非常精確,具有很高的可靠性。伺服控制器之間使用數頻線進行連接,由頻率輸出端口X10輸出,作為下一個控制器的輸入信號,從下一個伺服控制器的X9端口輸入。
3.4 PLC控制程序及操作界面的修改
在軟件STEP7中進行硬件組態[5],在原有的PROFIBUS-DP網絡上添加通訊模塊2133IB,DP地址設定為11。過程數據用于PLC控制和監視控制器,參數數據用于讀寫控制器的參數,本例中需要使用參數通道和過程通道與PLC進行數據傳遞,選用8個字節的參數數據和3個字的過程數據,即PAR(8 Byte)+PZD(3 Words),起始地址分別為584、592。硬件組態完成后下載到PLC中。
對主機PLC控制程序進行修改,添加中線膠泵控制程序。將中線膠泵的接通條件改為:旋鈕開關接通,成型機啟動,光電開關檢測到生產的濾棒條,且設定的延時時間到達。接通條件滿足后,啟動控制字直接用MOVE指令寫入PQW592,伺服控制器啟動,伺服電機跟隨主機速度同步運轉,同時PLC輸出模塊輸出信號,電磁閥動作,膠槍獲得壓縮空氣,膠嘴打開,開始噴膠;旋鈕開關關閉或成型機停機時,將停止控制字用MOVE指令寫入PQW592,伺服控制器停止,同時電磁閥關閉,停止噴膠。膠量的調整通過操作觸摸屏上的加減按鈕改變電機速度來實現,電機速度用MOVE指令寫入PQW594。
在觸摸屏上添加中線膠控制界面,包括速度顯示、每米濾棒中線膠含量顯示、膠量修正系數設定及膠量加減按鈕,如圖4所示。其中,每米濾棒中線膠含量通過計算得出,計算公式為:
(1)
其中:v3為中線膠供膠速度,mg/m;n1為中線膠電機的轉速,r/min;v2為膠泵的額定供膠速度,mg/r;i為減速箱、帶輪的速比;n0為主機生產速度,m/min;k為修正系數,可在觸摸屏的界面上進行設定,以對中線膠施加量進行微調。

圖4 觸摸屏操作畫面
4 結束語
本文采用倫茨伺服控制器及伺服電機在原有電控系統的基礎上,對中支濾棒成型機中線膠的施膠及供膠方式進行了改進。改進后,能夠通過觸摸屏準確調整施膠量的大小;膠泵速度與設備運行速度對應,當設備速度低時,膠泵轉速低,設備速度高時,膠泵轉速增大,保證了單支濾棒膠量的穩定;采用非接觸式膠槍施膠,膠槍與成型紙不直接接觸,使得成型紙上膠液的反滲現象得到明顯改觀;將自流式供膠改為膠泵供膠,流量可控,大大降低了無中線膠的幾率。
