16MnDR鋼低溫壓力容器焊縫返修裂紋產生原因分析
2020-06-20 06:31:12苗龍
理化檢驗(物理分冊) 2020年6期
苗 龍
(遼寧紅沿河核電有限公司, 大連 116319)
16MnDR鋼是在原主要強化元素錳、硅不變的基礎上,通過添加微量合金元素鈮、鎳、釩等,以及采用高純潔凈鋼的冶煉方法、微合金化等措施冶煉出來的鋼,該鋼具有足夠的強度和優良的低溫韌性。目前,16MnDR鋼通常用于液化石油氣、液氨、液氧、液氮等相關生產儲存容器、輸送管道以及寒冷地區服役設備,最低使用溫度可達-40 ℃,在壓力容器、制冷、化工設備、車輛等行業得到了廣泛的應用[1-3]。但是,16MnDR鋼低溫壓力容器結構復雜,且壁厚較厚,焊接過程中容易出現焊縫與熱影響區組織不均勻的情況,且焊后存在較大的殘余應力,導致焊縫出現裂紋。尤其在16MnDR鋼低溫容器局部焊縫返修過程中,預熱和焊后熱處理條件有限,無法達到制造過程中的整體熱處理效果,更加劇了上述問題的產生[4-6]。
某16MnDR鋼低溫壓力容器,厚40 mm,接頭坡口為60°的V形坡口,鈍邊8 mm,對接間隙0~1 mm。該低溫壓力容器在返修后出現裂紋,返修時先通過機械打磨的方式消除缺陷,后采用鎢極氬弧焊進行返修,焊絲牌號為H09MnDR,直徑為1.6 mm,焊接電流為80~120 A,焊前預熱和焊后熱處理均采用局部加熱方式。母材和焊絲化學成分如表1和表2所示,焊接坡口和焊后局部熱處理工藝如圖1和圖2所示。

表1 16MnDR鋼低溫壓力容器母材的化學成分(質量分數)Tab.1 Chemical compositions of base metal of 16MnDR steel low temperature pressure vessel (mass fraction) %

表2 焊絲的化學成分(質量分數)Tab.2 Chemical compositions of the welding wire (mass fraction) %
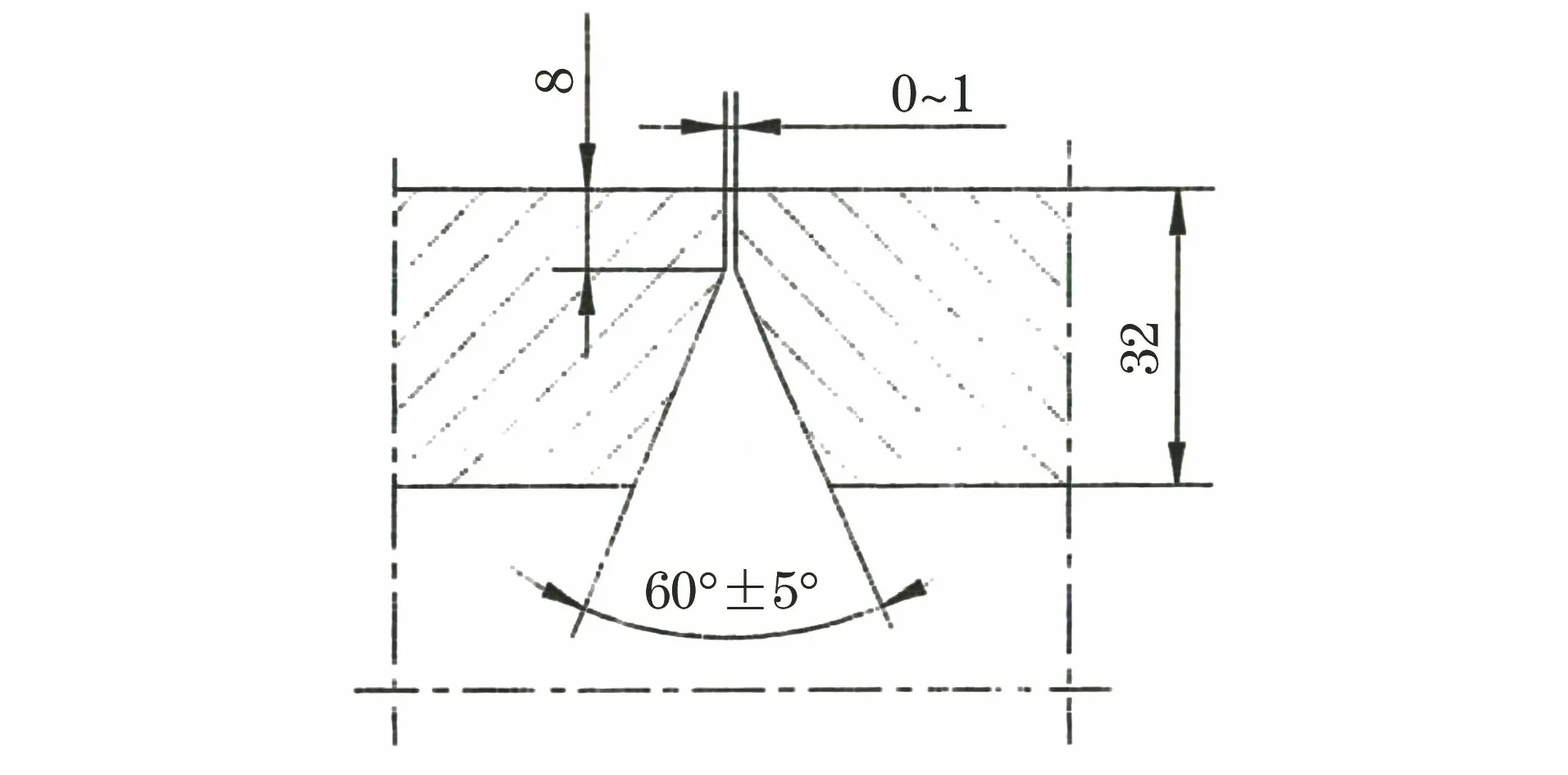
圖1 焊接坡口示意圖Fig.1 Diagram of welding groove
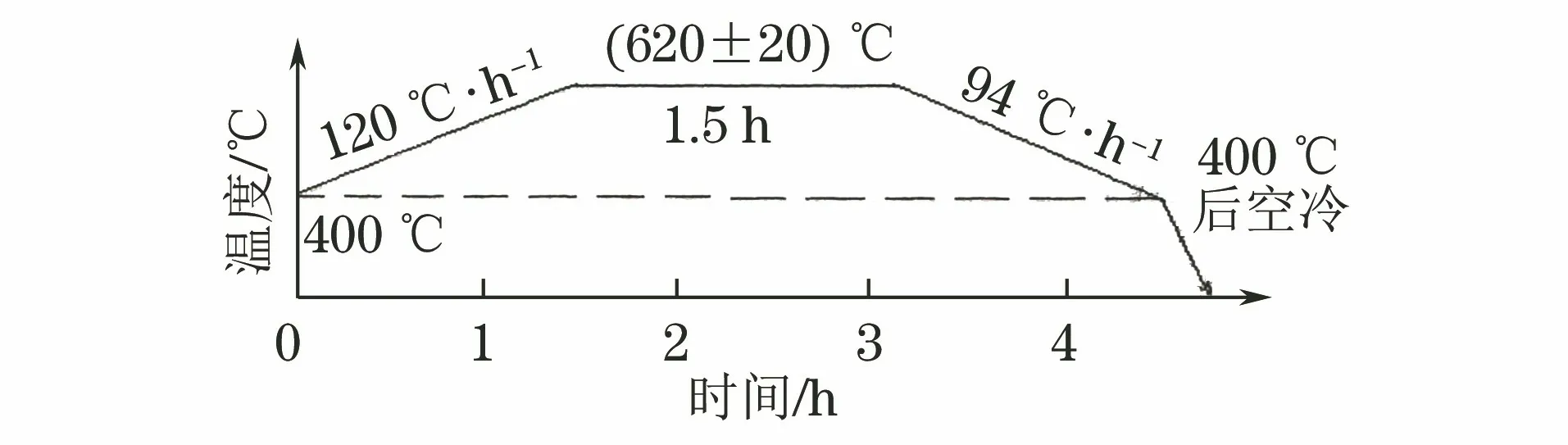
圖2 焊后局部熱處理工藝Fig.2 Local heat treatment process after welding
筆者對開裂16MnDR鋼低溫壓力容器進行了理化檢驗,以期找出返修后裂紋產生的原因,避免同類缺陷再次發生。
1 理化檢驗
1.1 宏觀分析
圖3為補焊部位的內、外壁宏觀形貌。可見近容器底部外壁存在一處長度約為200 mm的補焊焊縫,補焊附近存在近似橢圓(長軸約為700 mm、短軸約為400 mm)的明顯加熱痕跡,加熱區域呈現不同的顏色,應為加熱不均勻所致。
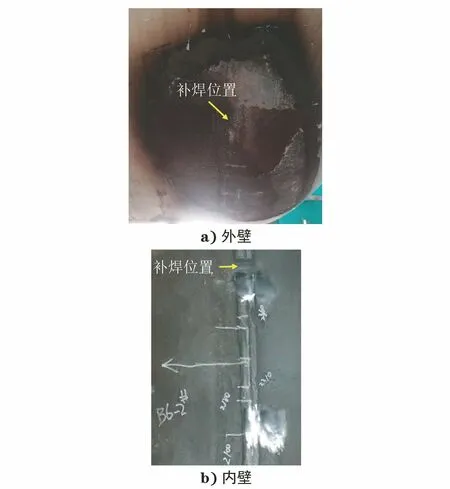
圖3 焊縫返修后外壁和內壁宏觀形貌Fig.3 Macro morphology of a) outer wall and b) inner wall after repaired weld
1.2 殘余應力測試
依據ASTM E837—2002StandardTestMethodforDeterminingResidualStressesbytheHole-drillingStrain-gageMethod,在低溫壓力容器補焊位置附近鉆取一個孔徑為2.0 mm,孔深為(2.0~2.5) mm的小孔,然后在小孔處黏貼上應變片,通過測量線應變從而計算出孔壁原有的殘余應力值,測試流程如圖4所示。結果表明補焊位置背面焊縫及熱影響區的殘余應力較大,最大為265 MPa,為拉應力,已接近于16MnDR鋼的屈服強度,局部應力過大。
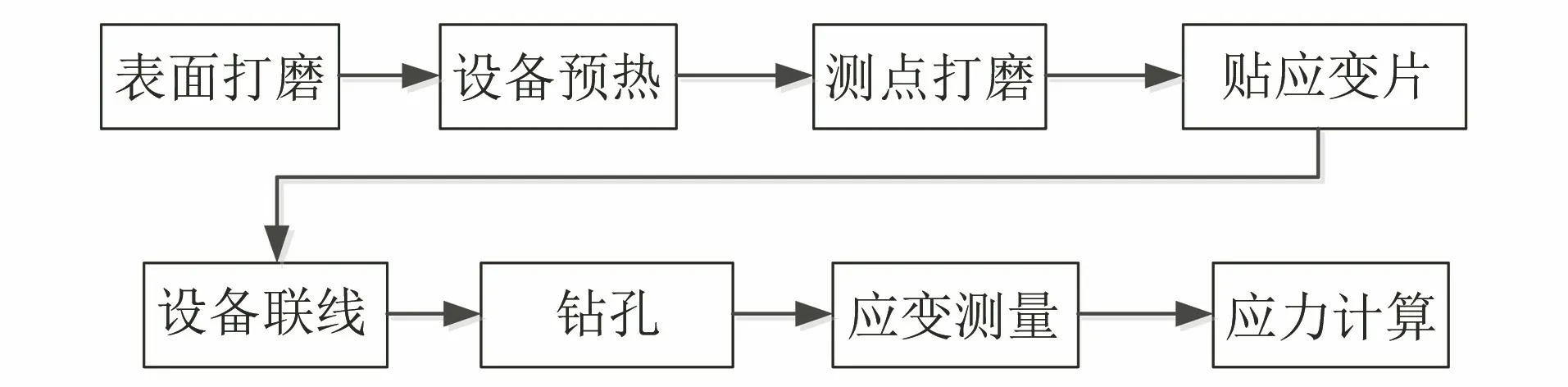
圖4 殘余應力測試流程圖Fig.4 Flow chart of residual stress test
1.3 金相檢驗
圖5為母材和返修處焊縫顯微組織形貌,可見母材顯微組織為鐵素體+呈帶狀和塊狀分布的珠光體,返修處焊縫顯微組織為貝氏體+鐵素體,大部分鐵素體沿柱狀晶界析出,晶內有細小針狀鐵素體和粒狀貝氏體,有輕微的過熱魏氏組織,表明補焊工藝存在焊接熱輸入過高現象。
圖6為裂紋在焊縫中的位置和其微觀形貌。可見裂紋位于封底焊道底部位置,該處是焊接熱循環反復加熱的部位,裂紋大體沿熔合線平行擴展,在未混合熔化區有非金屬夾雜物重熔后產生的球滴狀物質和顯微孔洞,為典型的焊縫金屬液化裂紋。
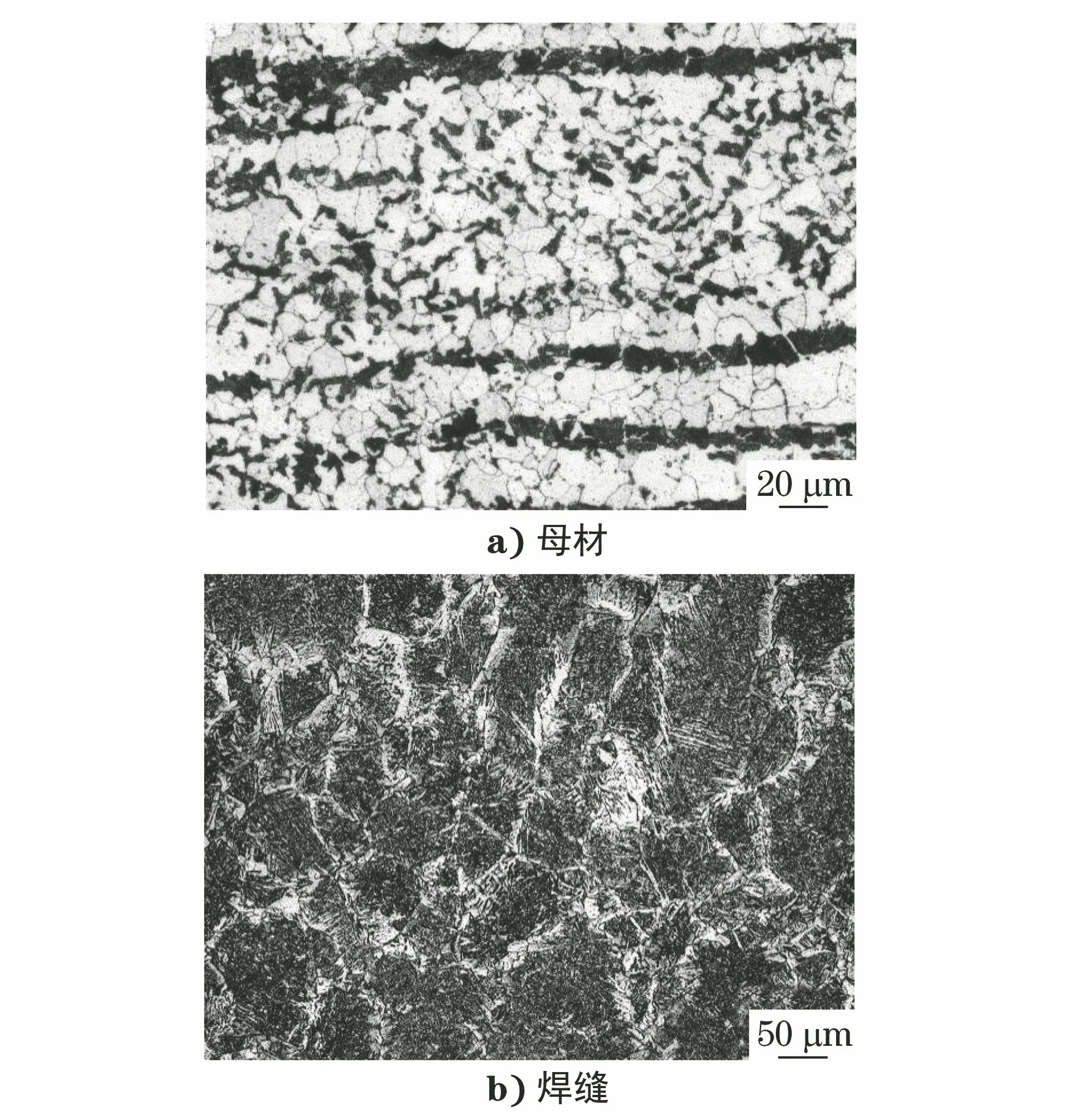
圖5 焊縫返修后母材和焊縫處顯微組織形貌Fig.5 Microstructure morphology of a) base metal and b) weld after repaired weld
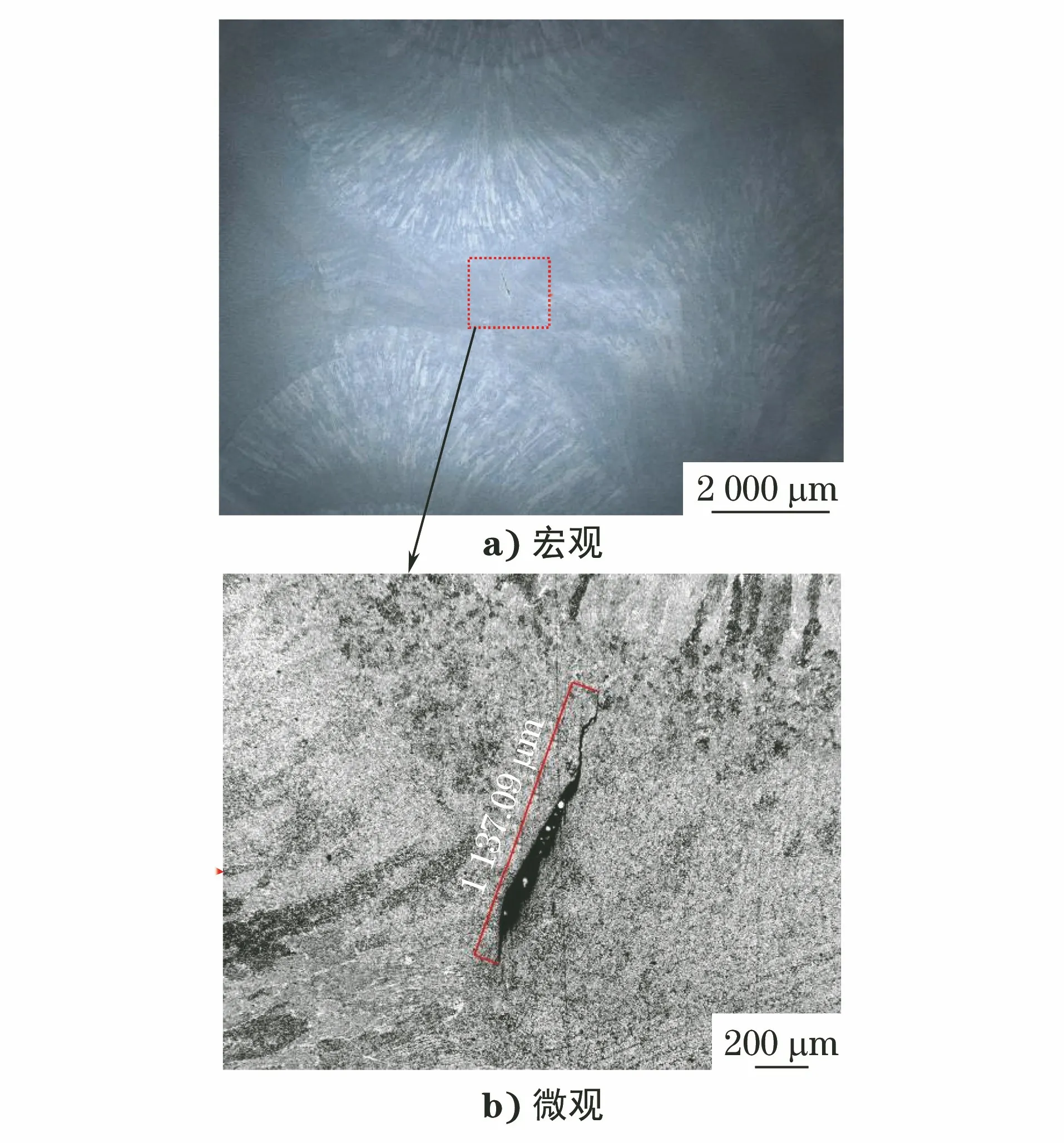
圖6 裂紋形貌Fig.6 The a) macro and b) micro morphology of the crack
1.4 顯微硬度測試
圖7為返修后焊縫的顯微硬度測試位置和測試結果,表明返修后焊縫硬度偏高,最高達334 HV5,其他焊縫位置顯微硬度較為均勻,未見明顯異常情況。
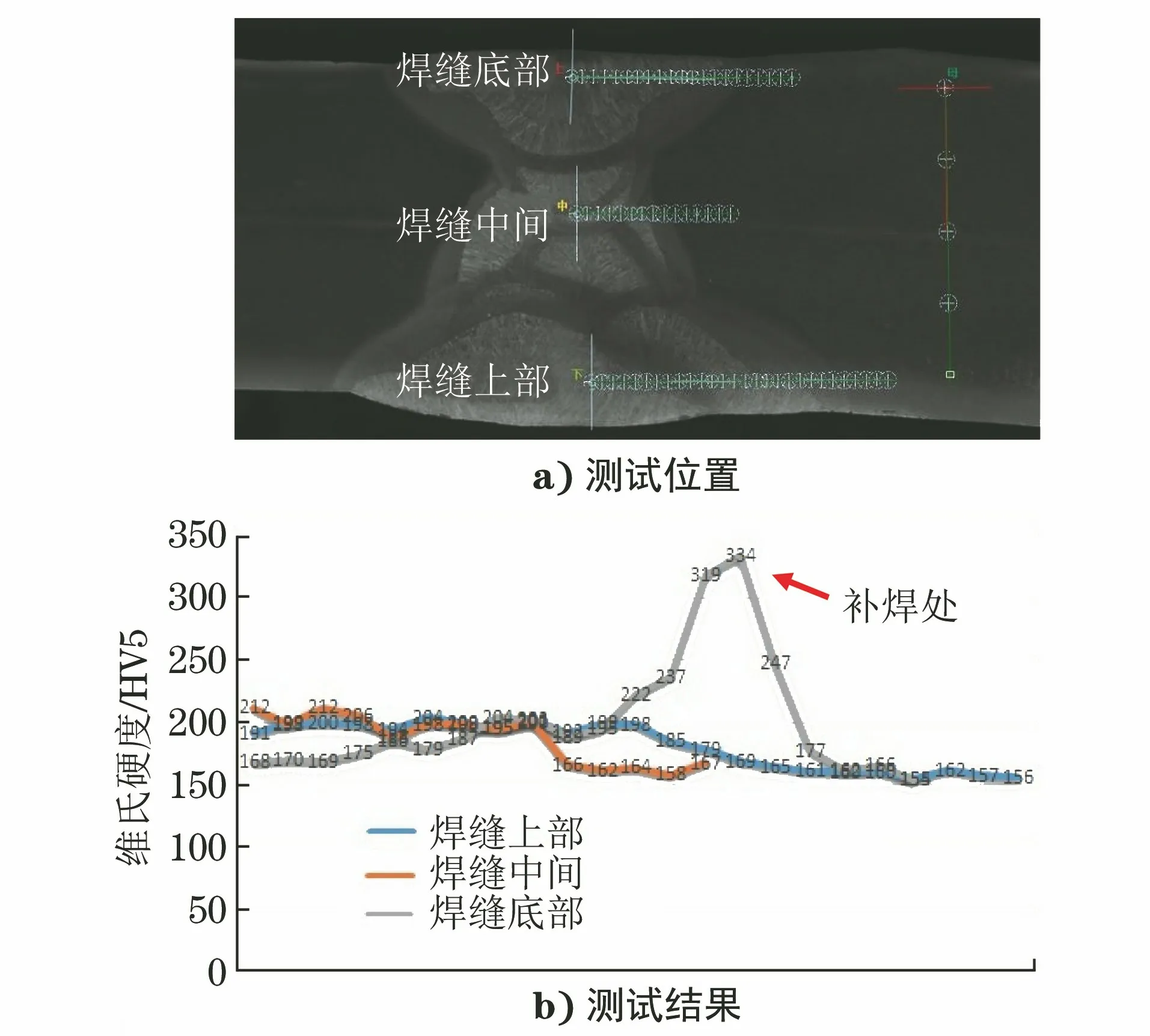
圖7 焊縫處顯微硬度測試位置和測試結果Fig.7 Microhardness test a) positions and b) results at weld
1.5 微觀分析
圖8為裂紋打開后的微觀形貌,斷口上可見不連續的裂紋形貌,斷口呈樹枝晶形貌特征,斷口上有液相沿晶界面凝固的痕跡,為典型的焊縫金屬液化裂紋特征。
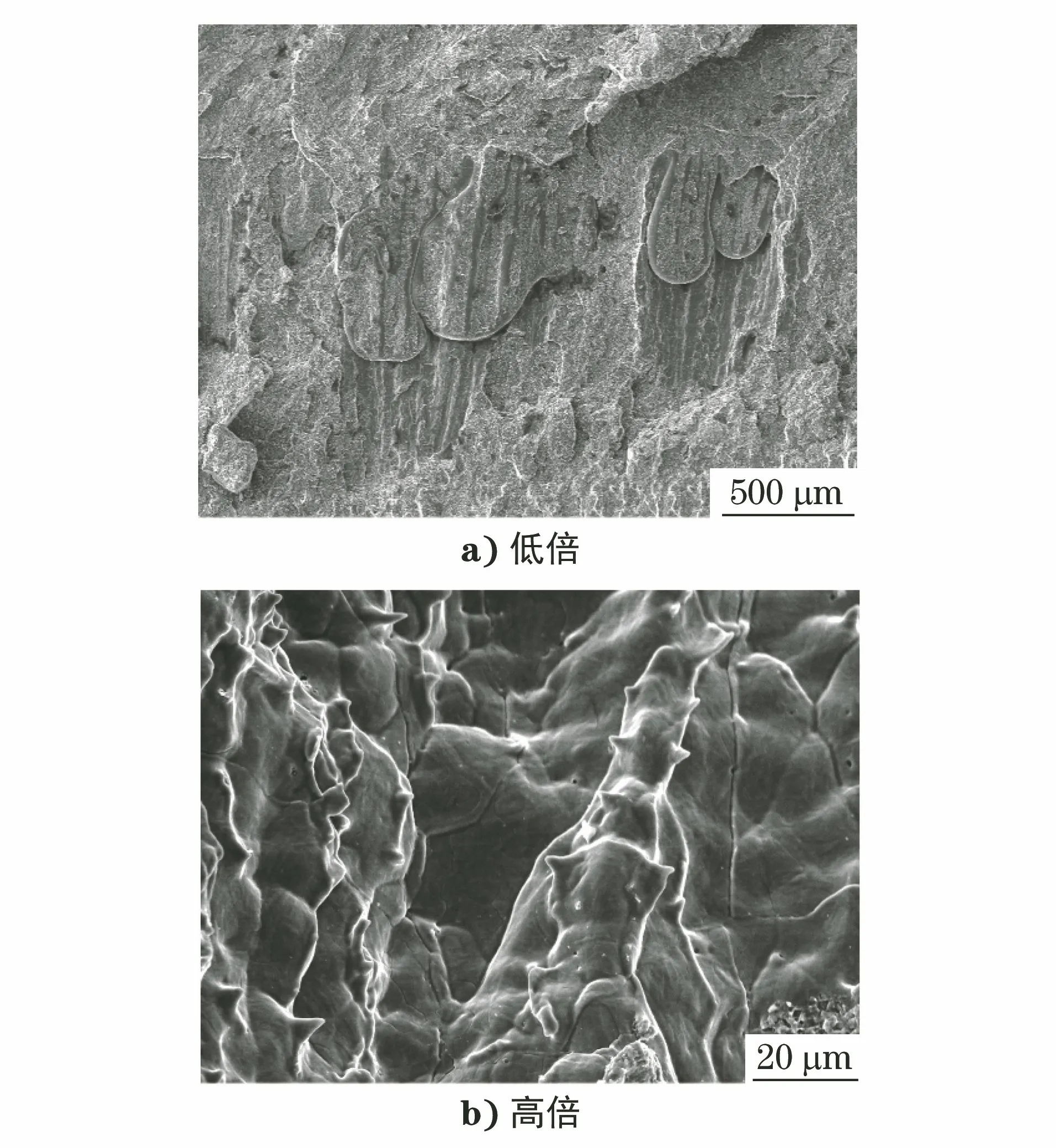
圖8 裂紋打開后形貌Fig.8 Morphology after crack opening: a) at low magnification; b) at high magnification
2 分析與討論
母材和焊絲的化學成分均滿足標準要求,母材顯微組織為鐵素體+呈帶狀和塊狀分布的珠光體,返修后的焊縫顯微組織為貝氏體+鐵素體,大部分鐵素體沿柱狀晶界析出,晶內有細小針狀鐵素體和粒狀貝氏體,有輕微的過熱魏氏組織。并且,返修部位存在明顯的加熱不均勻現象,焊縫的硬度較高,且補焊位置背面焊縫和熱影響區的殘余應力已接近于母材的屈服強度。由以上理化檢驗結果可知,返修操作工藝控制不當。
返修裂紋大體沿熔合線平行擴展,在未混合熔化區有非金屬夾雜物重熔后產生的球滴狀物質,裂紋打開后的斷口呈樹枝晶形貌特征,斷口上有開裂后低熔點液相沿晶界面凝固的痕跡,為典型的焊縫金屬液化裂紋特征。裂紋分布在封底焊道底部多層焊縫的層間位置,此處為外口碳弧氣刨清根位置。碳弧氣刨主要是利用碳棒或石墨與工件間產生的電弧將金屬熔化,并用壓縮空氣將其吹掉,實現在金屬表面上加工溝槽的方法。碳化氣刨操作時常會出現操作不當導致夾碳、黏渣、刨槽不正和深淺不勻等缺陷,進而很容易在后續焊接過程中產生氣孔、縮孔以及未熔合等缺陷。同時,本次返修過程中存在焊接熱輸入較大的情況,容易使焊縫中的低熔點物質在返修溫度較高的環境下發生晶界液化。并且焊接預熱和焊后熱處理均采用局部加熱方法,導致補焊處接頭位置應力過大,從而形成裂紋。
3 結論及建議
該16MnDR鋼低溫壓力容器焊縫返修后產生的裂紋為典型的焊縫金屬液化裂紋。返修操作工藝控制不當,使得補焊處顯微組織異常,補焊處硬度過高、殘余應力過大,導致裂紋在封底焊道底部多層焊縫的層間位置產生。
建議嚴格控制焊接工藝,尤其是封底焊道工序中碳弧氣刨及清理工作,應保證焊道間不能殘留銹、油脂、水分等物質。同時,進行封底焊道焊接時,應嚴格按照焊接工藝控制焊接熱輸入,防止過高的焊接熱輸入導致封底焊道底部多層焊縫的層間位置出現低熔點物質的熔化,從而形成裂紋。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
