關于新型內錐面刃磨麻花鉆的方法探討
2020-06-19 08:50:42孫科戴俊平
科學與信息化 2020年11期
孫科 戴俊平

摘 要 本文提出利用蝸輪蝸桿帶動砂輪實現內錐面刃磨麻花鉆的方法,克服了用行星輪帶動砂輪時,砂輪在形成內錐面的過程中速度過快,使刃磨無法完成的缺點,同時又能提高麻花鉆的刃磨效率和刃磨質量。
關鍵詞 蝸輪蝸桿;砂輪;麻花鉆;內錐面
目前,錐面刃磨法是最常用的麻花鉆刃磨方法之一。錐面刃磨法又分為外錐面刃磨法和內錐面刃磨法。本文在分析其各自存在優缺點的同時,對各自在刃磨中的缺點進行改進,提出了一種“新型內錐面”刃磨鉆頭的方法。
1內錐面刃磨原理
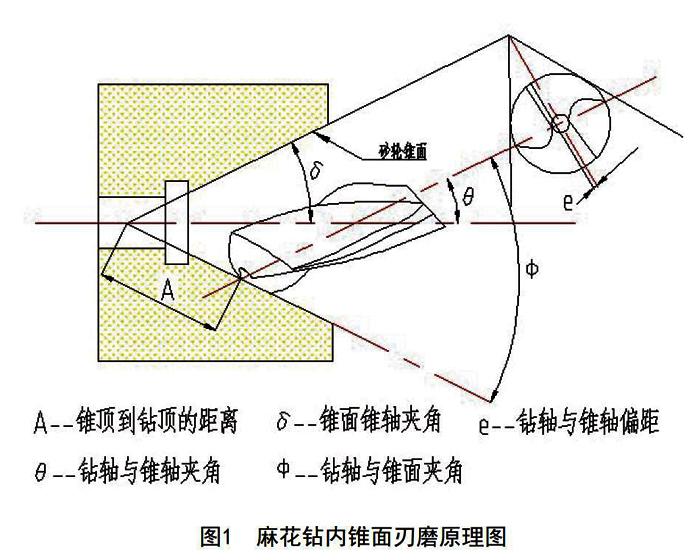
麻花鉆的內錐面刃磨原理如圖1所示,將砂輪修磨成內錐面,麻花鉆放在砂輪的內錐面內磨削,以形成麻花鉆的圓錐面后刀面。砂輪的回轉運動是刃磨的主運動,錐頂距A是鉆尖中心點到砂輪錐頂點的距離通過改變A使鉆頭得到所需的后角α,橫刃斜角ψ和頂角2Φ。其中刃磨參數有:錐頂距A、偏距e、半錐角δ、軸間角θ。由圖1可知錐面上的線速度V=ωAsinδ,鉆頭直徑較小時,A值較小,刃磨口徑較小,砂輪轉速受到主軸結構、潤滑、傳動件精度等限制,很難滿足切削速度的要求;鉆頭直徑較大時,接觸面積大,磨削面積大,磨削效率低,發熱大,易燒傷鉆頭[1]。
2用外錐面砂輪實現內錐面刃磨麻花鉆的方法
2.1 基本思想
由文獻2可知,用外錐面砂輪實現內錐面刃磨鉆頭的方法如圖2所示,將錐頂角為2θ的錐形砂輪裝在行星輪系的行星輪上,使其隨行星輪一起運動,即既自轉又公轉。當砂輪的大端半徑R大于其行星架的高度H時,砂輪的母線在空間所經過的軌跡就會形成一個“內錐面”。通過相關數學計算
若刃磨Φ20鉆頭,砂輪口徑,切削速度選取,砂輪轉速。這就意味著行星架在帶動砂輪繞軸公轉行成“內錐面”過程中的轉速也要達到n=10710(rpm),而此時在麻花鉆與砂輪母線接觸刃磨后刀面的過程中,由于砂輪上下繞動形成內錐面的過程太快使麻花鉆后刀面的刃磨無法進行。故此方法在實際麻花鉆的刃磨中不可取[2]。
3新型內錐面刃磨麻花鉆的方法
3.1 基本思想
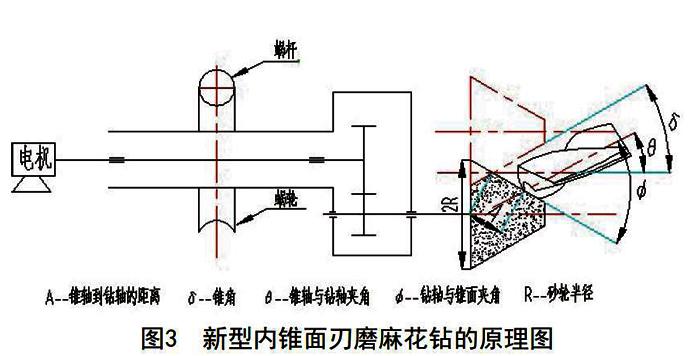
“新型內錐面刃磨法”的結構簡圖和刃磨原理如下:
將錐頂角為2θ半徑為R的錐形砂輪裝在齒輪帶動的軸端上,齒輪與軸一起裝在“T”形的空心軸內。當電機驅動軸帶動齒輪運動時,砂輪就形成了繞軸的回轉運動。空心軸由蝸桿帶動蝸輪形成回轉運動。此時砂輪就形成了既繞自身軸回轉又繞空心軸公轉的運動,砂輪的母線在空間所經過的軌跡就會形成一個“內錐面”。
4該刃磨方法的特點
砂輪在形成內錐面的過程中,速度可調節。采用蝸輪蝸桿的傳動單級傳動可獲得較大的傳動比,且結構緊湊。砂輪在隨空心軸回轉形成內錐面的過程中速度很低,有利于刃磨的順利進行。采用如圖3所示的刃磨機構實現內錐面。在磨削時砂輪既自轉又公轉,而實際的磨削只是在砂輪回轉到與鉆頭接觸的約1/4公轉周期內,其他3/4的公轉周期為空轉時間。由于公轉時速度很低,故可以在每個3/4公轉周期的時間內利用步進電機將麻花鉆旋轉180度,來刃磨另一后刀面。這樣刃磨出來的麻花鉆就解決了后刀面的對稱問題,提高了麻花鉆鉆削的質量。
參考文獻
[1] 戴俊平.內錐面鉆頭刃磨機設計[J].陜西工學院學報,2003,19(2):1-3.
[2] 趙永強,侯紅玲.外錐面砂輪實現內錐面砂輪刃磨鉆頭的方法[J].工藝裝備,2004,31(7):56-64.
