鉆桿接頭淬火裂紋分析
2020-06-19 08:07:06李慧張偉馬韋華
機械工程師 2020年5期
關鍵詞:裂紋
李慧, 張偉, 馬韋華
(1.渤海能克鉆桿有限公司,河北 青縣062658; 2.渤海石油裝備巨龍鋼管有限公司,河北 青縣062658)
0 引 言
鉆桿接頭(以下簡稱接頭) 所用材料一般為37CrMnMoA,淬火的目的是獲得馬氏體,再配合一定溫度的回火,以提高鋼的力學性能,滿足鉆井生產需求。接頭淬火就是將接頭加熱到臨界溫度Ac3(亞共析鋼)以上溫度,保溫一段時間,使之全部奧氏體均勻化,然后浸入冷卻液中快速冷卻,使之轉變成馬氏體。在快速冷卻過程中,接頭內部會產生應力,當達到一定程度時,就會開裂,產生裂紋。如圖1、圖2所示,接頭在調質處理后,產生了肉眼可見的貫穿性裂紋和長度25 mm左右的弧形裂紋。
1 淬火裂紋產生的原因
淬火后產生的裂紋分為淬火裂紋和非淬火裂紋,后者是由于原材料本身存在一定的缺陷造成的,可以根據裂紋的形狀和特征來加以區分。接頭由于淬火產生裂紋的原因有很多,通常情況下,可以考慮從接頭尺寸設計和熱處理工藝兩個方面進行分析。

圖1 肉眼可見的貫穿性裂紋

圖2 螺紋根部裂紋
1.1 原材料缺陷引起的非淬火裂紋
淬火后產生的裂紋,不一定都是由淬火引起的。如果接頭本身有非金屬夾雜、晶粒度大或者是存在細小裂紋,則極易在淬火后出現裂紋。可以對裂紋部位剖開做金相分析和夾雜物試驗來確定。接頭本身有夾雜且過大的,在金相顯微分析下,夾雜物呈現出分散的點狀、間斷的線狀等,顏色明顯比合金鋼顏色要深,且界限明顯,夾雜物試驗的結果也會超過鉆桿標準要求。如果是晶粒度過大引起的裂紋,通過金相分析能明顯觀察出過大的顆粒組織;若剖開的裂紋兩側有氧化脫碳現象,則證明接頭本身就存在微裂紋。
《SY/T 5561-2014鉆桿》標準中明確要求鉆桿接頭材料的晶粒度應為6級或比6級更細, 鉆桿接頭材料的非金屬夾雜物應符合表1的規定。

表1 非金屬夾雜物要求
我們對熱處理前的接頭和裂紋組織分別取樣,非金屬夾雜物情況如表2所示,金相試驗結果如圖3~圖5所示。由此可知,該批接頭非金屬夾雜物未超標。對比熱處理前后金相試驗結果,熱處理前存在較大晶粒,但是在熱處理后晶粒度為8級,高于標準要求,且分布均勻,說明組織正常。反觀裂紋兩側組織沒有明顯脫碳或氧化,說明裂紋的出現與接頭原材料無關。
1.2 接頭尺寸不合理
眾所周知,鋼材在淬火過程中經過熱脹冷縮,發生了體積變化,在內部產生了應力。如果接頭尺寸設計或加工不合理,在某些有凹槽、棱角的部位就會產生應力集中,從而開裂,裂紋形狀為弧形。如圖6所示,設計要求公接頭螺紋根部圓弧半徑為5 mm,我們對發生裂紋的接頭進行實際測量后發現,螺紋根部圓弧半徑僅為1.6 mm,遠小于圖樣設計要求。此圓弧為公接頭螺紋表面與螺紋密封面的過渡圓弧,這兩個面之間的夾角接近90°,在熱處理過程中過渡圓弧處產生了較大的應力,因此產生了裂紋,如圖2 所示。
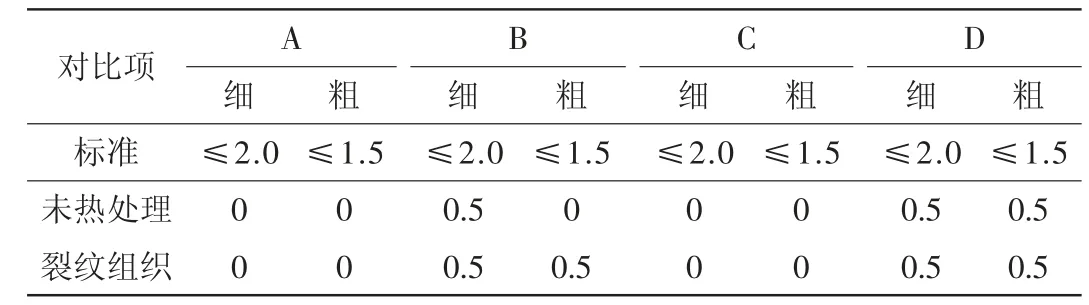
表2 非金屬夾雜物

圖3 未熱處理金相(×500倍)

圖4 熱處理后金相(×500倍)
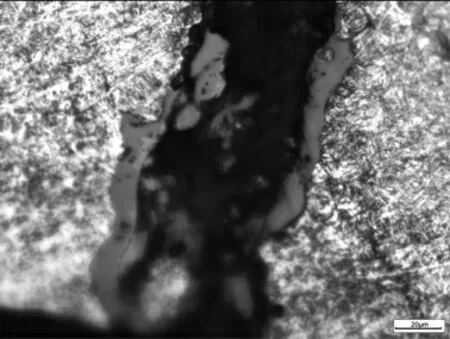
圖5 裂紋端部金相圖(×500倍)
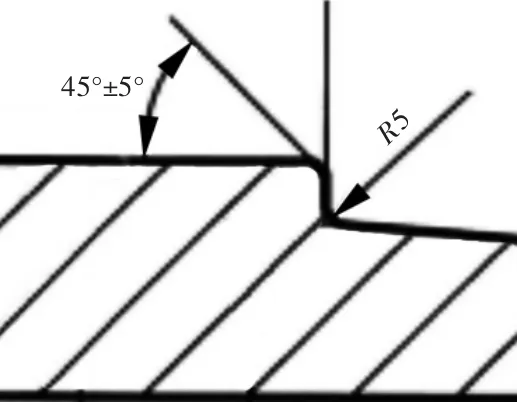
圖6 圖樣要求
1.3 熱處理工藝
工藝方面引起接頭淬火裂紋的原因有:淬火溫度過高,保溫時間過長;淬火冷卻方式不合理,冷卻介質選擇不當,冷速過快,未淬透;沒有及時進行回火等。
1.3.1 淬火溫度過高,保溫時間過長
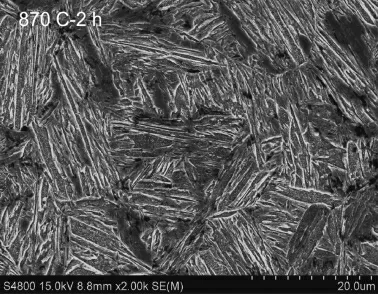
圖7 870 ℃,加熱2 h

圖8 870 ℃,加熱1 h

圖9 880 ℃,加熱1 h
根據金屬材料熱處理原理,碳素鋼淬火要求加熱奧氏體化時碳化物完全溶入奧氏體,以保證合金元素的作用。淬火加熱溫度過高,會使奧氏體晶粒長大,增加內應力,從而降低材料的力學性能,并且在淬火冷卻過程中,因晶粒尺寸變大而使接頭開裂。該接頭屬于亞共析鋼,日常生產時將淬火溫度選擇在Ac3+(30~50)℃,保溫時間1 h。為了驗證淬火工藝不是導致接頭裂紋的根本原因,我們進行了碳化物在奧氏體中的溶解試驗,試驗溫度分別為870 ℃、880 ℃和890 ℃,由試驗結果可知,在870~890 ℃,加熱時間超過1 h碳化物均可完全溶解,見圖7~圖10。由此可見,我們日常生產的工藝是沒有問題的,淬火溫度和保溫時間選擇比較合理。
1.3.2 淬火冷卻方式不合理
淬火液是用噴射泵對準接頭內外面噴射,起到淬火液循環流動,均勻冷卻的效果。如果噴射泵的壓力過大或是淬火液在熱處理爐內循環不好,淬火液不能準確地噴射在接頭內外面,而是噴在接頭螺紋根部,容易造成局部裂紋。對爐膛內部進行查看,淬火液噴淋管均是正對接頭內孔,再對比以往的生產記錄,噴射泵在規定壓力下接頭并沒有產生裂紋。
1.3.3 冷卻介質選擇不當
一般可選擇的淬火冷卻介質分為水淬或油淬,從普遍意義來講,碳素鋼由于淬透性較差,為獲得較高的力學性能,一般需選用冷卻能力較強的介質。接頭熱處理淬火液采用的是水溶性淬火劑,屬于PAG淬火液。這種淬火液是目前國內外生產使用最普遍、效果最好的水性淬火介質。這種淬火液剛投入使用時效果非常好,但是如果掌握不了PAG淬火液濃度的變化規律,累積到一定時期,接頭就會大批量出現裂紋。

圖10 890 ℃,加熱1 h
1.3.4 冷卻速度快,接頭未淬透
上面提到接頭淬火液是PAG淬火液,在這種工作方式下,接頭的硬化層更深,馬氏體化更充分,但是淬火液濃度和溫度的選擇至關重要。淬火液的濃度、溫度、循環流動和冷卻性能有一定的關系,淬火液濃度越高,冷卻速度越慢,相反,冷卻速度越快;提升淬火液的溫度,可以降低冷卻速度,相反,可以提高冷卻速度;淬火液的循環流動可以增大接頭淬火冷卻速度。公司規定的淬火液濃度為20%~25%,當出現圖1所示的貫穿性大裂紋后,公司立即抽出淬火液送檢分析,發現淬火液實際濃度為16%,證明了該裂紋的產生就是冷速過快導致的。
1.3.5 接頭未及時進入回火爐
公司的熱處理爐是輥底式淬火爐,能夠自動控制爐溫,生產期間都是連續生產,即使設備出現故障,也僅僅是在淬火爐內出現卡頓,也不會出現淬火后長時間暴露在室溫下,未進入回火爐的情況。如果真出現設備故障,淬火后的接頭只要在1 h之內進入回火爐,也能保證質量。
2 淬火裂紋的預防
通過上述分析,我們知道了本批接頭之所以產生裂紋,一是由于公接頭螺紋根部尺寸加工不合理,沒有達到圖樣的要求;二是淬火液濃度過低,導致接頭冷卻速度過快而產生裂紋。針對本批接頭出現裂紋的原因,我們采取了以下控制措施,來減少淬火裂紋的產生。
2.1 接頭尺寸設計
通過對接頭所受應力的有限元分析,可知接頭螺紋根部是整個接頭所受應力最大的地方,其次是刻印槽等部位。根據以往的生產經驗,可將接頭螺紋根部、刻印槽等有凹槽、直角的部位,設計出過渡圓弧,圓弧半徑不小于3.2 mm,避免淬火后應力集中而產生裂紋。生產時嚴格控制該尺寸,有效地減少了公接頭螺紋根部裂紋。
2.2 控制淬火液濃度
為了實時監控淬火液濃度,公司采用折光儀檢測濃度,每日檢測一次,以便生產時能夠及時補充淬火液,使淬火液濃度維持在20%~25%。同時,為了保證淬火液的質量,每月抽取1000 mL淬火液,送淬火液廠家檢測樣液濃度、冷卻特性、pH值和腐敗性能。另外,考慮到自來水中含有雜質,接頭淬火也會產生氧化皮等雜質,需要操作人員定期對淬火液進行過濾,清理雜質,保證正常生產。通過實踐,摸索淬火液的特性,當淬火液使用到一定時間后,整爐更換淬火液。
2.3 原材料的控制
雖然本批接頭坯料不存在缺陷,但是在日常生產過程中,還是應該考慮接頭的鍛造控制。棒料經過鋸切、鍛造(鐓粗、沖孔)、冷卻、正火等工序,加工成接頭毛坯料,在此過程中容易產生微裂紋。預防微裂紋的產生,只有從鍛造工藝入手,控制其變形量、加熱方式和鍛后冷卻速度的控制。這些都是由鍛造廠來進行控制,對于使用單位來說,只能在毛坯料加工前進行超聲波檢測,來甄別原料是否合格。
3 結 語
公司實施了預防措施后,有效地減少了裂紋的產生。總之,接頭產生淬火裂紋有各方面原因,只要弄清楚原理,小心控制,就可以有效預防和減少淬火裂紋的產生。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38