一種鐵鉆工圓柱鉗牙制造工藝與分析
2020-06-19 08:07:30程曉麗郭小艷郭冬賈濤石超田建禮
機械工程師 2020年5期
關鍵詞:工藝
程曉麗, 郭小艷,2, 郭冬,2, 賈濤, 石超, 田建禮
(1.寶雞石油機械有限責任公司,陜西 寶雞721002;2.國家油氣鉆井裝備工程技術研究中心,陜西 寶雞721002)
0 引 言
近年來,隨著自動化鉆機的發展[1-2],鐵鉆工在油田現場使用越來越廣泛,成為鉆桿、鉆鋌、甚至套管接頭上卸扣工作的現代化工具[3],其上扣、卸扣、緊扣、沖扣等動作的完成,都與鉗牙離不開關系[4-5],可以說鉗牙的性能好壞與鐵鉆工的性能息息相關。很多研究機構都對鉗牙做了深入的研究,裴峻峰、魏磊、閆文輝等[6-8]研究了鉗牙參數設計及優化;郭李彤、黃賢振等[9-10]進行了旋扣鉗及沖扣鉗的受力及運動學分析。如何正確地選擇鉗牙的材料,并找到合適的機械加工及熱處理方法,成為保證和提高鐵鉆工性能的瓶頸。筆者經過多次試驗,提出了一套針對鐵鉆工鉗牙的制造工藝方案,經過試驗及現場應用驗證,完全達到了技術要求。
1 鉗牙結構及加工難點
1.1 鉗牙的材料選擇
鉗牙是鐵鉆工旋扣鉗鉗體與鉆具直接接觸的部件,工作時需要承受擠壓力和摩擦力,最大卸扣轉矩一般可達140~160 kN·m[3],工況極為惡劣,此外還必須具有較長的使用壽命,這就要求鉗牙材料要有較高的機械強度及表面硬度。材料選用低碳合金鋼20CrMnTi,其化學成分[11]如表1所示。20CrMnTi具有較好的綜合力學性能[11],并具有較高的低溫沖擊韌性,如表2所示。晶粒長大傾向小,冷熱加工性能均較好,變形小,抗疲勞性能好。淬透性較高,在保證淬透情況下,表面滲碳硬化處理后,表面硬度可達
58~62 HRC,硬度高,耐磨損性能好,心部硬度30~35 HRC,具有良好的韌性。

表1 20CrMnTi化學成分質量分數 %
1.2 鉗牙的結構
鉗牙整體為圓柱形結構,在圓柱形結構上,根據鉆具規格設有R88 mm的圓弧形缺口。為了增大鉗牙與鉆具之間的摩擦力,在圓弧形缺口軸向及徑向方向上均設計有2.5 mm深的溝槽,且為了防止鉗牙在熱處理及使用過程中出現裂紋,造成齒形崩裂,在槽底設有R1.2 mm的倒角,具體結構如圖1所示。
1.3 加工難點
首先牙形圍繞R88 mm圓心均勻分布,牙外徑所在圓弧R88 mm的圓心與工件圓心不在同一點上,即工件圍繞自身圓心旋轉時無法加工出這種牙形;如何在加工中保證90°牙形角及R1.2 mm牙根圓角半徑。
2 加工工藝的制定
2.1 工藝路線的制定
針對上述加工難題,按照基準先行、先粗后精的原則,圓柱鉗牙具體工藝流程如圖2所示。粗車工件外圓后,用鏜床加工鉗牙圓弧,再用銑床加工牙型及端部缺口,最后經熱處理后磨外圓完成。
2.2 工件裝夾方式及刀具選擇
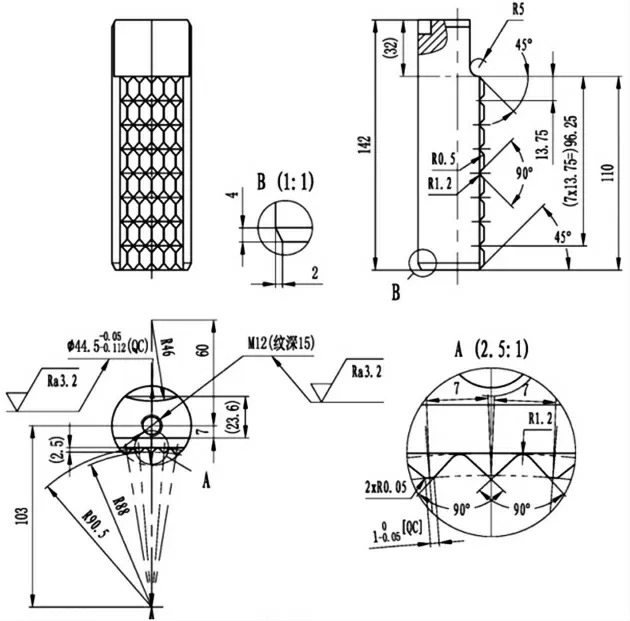
圖1 鉗牙結構圖
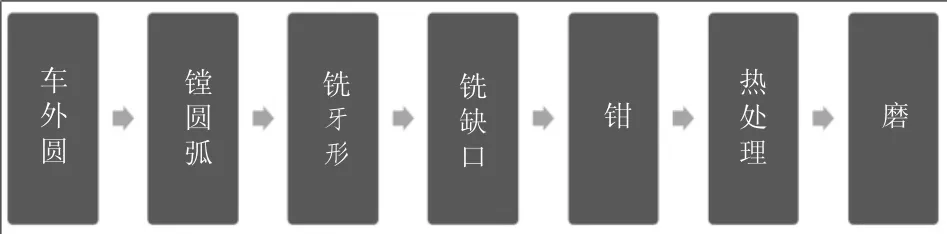
圖2 加工圓柱鉗牙的具體工藝流程
鏜床加工R88 mm圓弧時,為了將圓柱鉗牙固定在臥式鏜床的工作臺上,便于裝夾找正,可采用將卡盤固定于立板上的裝夾方式,也可通過定制虎鉗鉗口,將圓柱鉗牙用虎鉗直接裝夾定位。經實際對比,直接用虎鉗裝夾的方式占用鏜床工作臺空間少,裝夾速度快,優勢較大。如圖3所示。
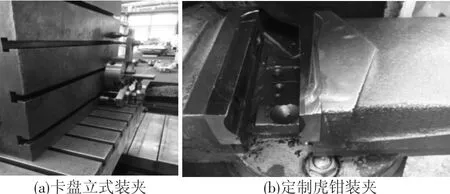
圖3 鉗牙在鏜床上的裝夾方式
銑床加工牙型槽時,采用一夾一頂的裝夾方式,利用加工中心VB1000A的X、Y、Z和B軸的聯動相互插補,達到既能旋轉又能直線運動的加工,如圖4所示。
采用普通立銑刀和端面銑刀要實現溝槽2個相鄰面的成型,需要分成2個工序,加工效率低,并且無法保證槽底R1.2 mm 圓弧角。采用裝有陶瓷刀片方肩銑刀,刀片圓弧R1.2 mm,溝槽2個相鄰面及槽底R1.2 mm圓弧一次成型,效率高,零件加工精度高,如圖5所示。
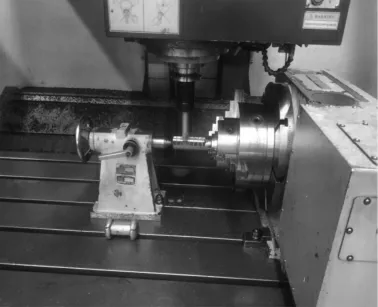
圖4 鉗牙在銑床上的裝夾方式
2.3 工件的加工工藝
1) 材 料。20CrMnTi材料,毛坯采用鍛件,毛坯尺寸為φ50 mm×155 mm,質量為1.8 kg。

圖5 方肩銑刀
2)三爪裝夾找正,車平端面。加工中心孔B2。夾頂外伸大于143 mm,車外圓φ45.2+mm×143 mm。倒面,裝夾找正,車端面總長142 mm,車端面M12螺紋,孔口倒角2×60°(磨床頂尖用)。
3)虎鉗裝夾找正,鏜俯視圖中的R88 mm圓弧,長度127 mm(留15 mm夾位)。鏜左視圖中的90°×R1.2 mm槽。
4)分度頭裝夾找正,頂中心孔,銑牙形各部位。
5)裝夾找正,銑左視圖中的右端缺口,根部R5 mm圓角,銑左視圖中的左端圓弧槽R46 mm。
6)去各部毛刺,打磨鉗牙處R0.5 mm過渡圓角,棱角倒鈍。
7)碳氮共滲。滲層深0.8~1.2 mm,淬火回火后硬度為58~62 HRC。
3 鉗牙的熱處理
20CrMnTi是性能良好的滲碳鋼,淬透性較高。由于合金元素鈦的影響,對過熱不敏感,故在滲碳后可直接降溫淬火,且滲碳速度較快,過渡層較均勻,滲碳淬火后變形小。
3.1 20CrMnTi的熱處理流程(如圖6)
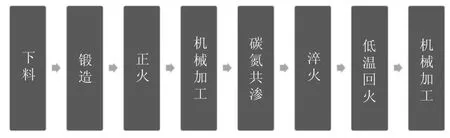
圖6 20CrMnTi的熱處理流程
3.2 20CrMnTi的熱處理工藝(如表3)

表3 20CrMnTi的熱處理工藝
4 工件的加工檢測
牙板形狀尺寸難以使用常規的檢測工具測量,利用線切割加工樣板毛坯,再經鉗工修整,使用三坐標測量儀進行計量,制成高精度樣板。最終采用高精度樣板對鉗牙牙型進行檢驗,效率高、精度好(如圖7)。

圖7 牙型檢測樣板
5 結 語
通過對圓柱形鉗牙的材料選擇、裝夾方式和工裝、機械加工工藝及熱處理工藝的分析,采用20CrMnTi低合金鋼成功完成圓柱形鉗牙產品的制造(如圖8)。產品組裝后參與了鐵鉆工旋扣試驗,各項指標均達到試驗要求,鉗牙強度高,耐磨損,現場工作表現良好,驗證了上述方案的合理性和先進性。

圖8 鉗牙量產成品
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52