基于機器視覺盤紙直徑和寬度尺寸檢測研究
2020-06-19 08:07:20閆笑顏林群煦倪費杰吳月玉
機械工程師 2020年5期
閆笑顏, 林群煦, 倪費杰, 吳月玉
(五邑大學 軌道交通學院,廣東 江門529020)
0 引 言
中國是全世界最大的煙草生產國和消費國,香煙盤紙使用量巨大,而目前生產的盤紙存在著直徑誤差和多種缺陷(如夾紙、起毛、劃痕、油污等),目前盤紙的檢測主要是靠檢測器掃描和人眼辨別的方法,對于直徑誤差檢測主要是人工測量,對生產的盤紙抽樣檢測是采用游標卡尺測量的方式,但人工檢測的方式存在誤差,精度不準,且工作量巨大,人力成本高,效率低下。同時掃描式盤紙檢測器也并非全自動操作,而是通過放大盤紙中的缺陷于顯示器中,但并不能完全顯示缺陷的具體信息(如盤紙上污點的大小)并自動判斷其是否合格,而且不能對掃描后的眾多盤紙進行具體分類判斷缺陷的類型等。運用人工檢測的方式,需要耗費大量的勞動力且存在漏檢的問題,此外人眼疲勞等因素導致檢測不能長時間進行。
基于此,本文提出一種基于機器視覺盤紙直徑和寬度尺寸檢測方法,以機器視覺霍夫圓變換原理算法為基礎,確定盤紙的直徑和圓心坐標。同時運用圖形細化提取輪廓骨架,確定邊緣直線像素方程,運用曲線擬合提高像素測距的準確性。該直徑檢測技術可以實現自動化檢測,同時提高檢測的精度,該技術對節約人力、提高效率和經濟效益、推動盤紙的生產發展都具有重要的意義。
1 總體研究方案
盤紙直徑檢測系統如圖1所示,采用LED光源和工業彩色MV-CE060-10UM/UC600萬像素CCD相機對盤紙進行數據采集,讀取每一幀的照片,首先對采集的照片運用高斯濾波、中值濾波預處理,灰度化操作;然后采用Canny邊緣檢測提取盤紙的輪廓,采用霍夫圓變換原理檢測盤紙的圓心和直徑,同時運用圖形細化提取輪廓骨架,對干擾線圖像填充,確定邊緣像素特征點坐標,運用最小二乘法對特征點坐標曲線擬合,計算兩條直線的距離實現盤紙寬度的距離檢測。設置盤紙直徑和寬度的極限偏差,判定產品的合格性。運用最小二乘法對圖像填充之后的輪廓骨架曲線擬合,提高盤紙寬度檢測的精度。
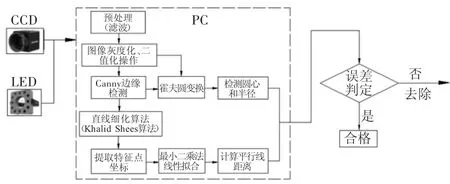
圖1 檢測系統流程圖
2 檢測理論算法
2.1 數據采集
本模型實驗采用工業相機支架搭載LED光源與CCD相機,采用不同尺寸的收銀紙模擬盤紙驗證檢測算法。調節支架使相機的位置距離收銀紙的寬度大約為45 cm,相機俯視拍攝收銀紙頂面直徑圖像,同時調整轉向和光源的位置,在相機廣角范圍內拍攝出清晰的照片,以便于后期的數據處理。同理,調整相機支架的位置拍攝收銀紙寬度方向的照片。選取不同光照下的照片數據,參照對比,驗證實驗算法,得出實驗結論。
2.2 圖像預處理
高斯濾波是一種線性平滑濾波,目的是消除高斯噪聲,主要用于圖像處理的減噪過程[1]。原理是對整個圖像的每一個像素點加權平均,用模板卷積的方式掃描圖像中的每一個像素,用模板領域內像素加權的平均值代替中心的像素值。其中,高斯平滑濾波器對于抑制服從正態分布的噪聲很有效,一維均值高斯濾波函數為

式中:sigma為高斯函數的方差;x為輸入一維圖像的像素坐標。
采集的盤紙圖像為三通道彩色圖像,本模型采用二維零均值離散高斯函數作為平滑濾波器,函數如下:

式中:A為圖像的幅值;σ為正態分布的標準差;ux與uy分別為圖像水平方向、豎直方向中心像素坐標;x與y分別為圖像像素坐標。
2.3 霍夫圓變換檢測算法
霍夫圓變換是將預處理之后的二維盤紙圖像空間中的圓轉化為極坐標下的直徑、圓心橫縱坐標點的過程,在笛卡爾坐標系下圓上所有的點對應的是同一個方程,映射到極坐標系下的點是圓上像素曲線的相交,相交累積數量大于閾值的則檢測為圓。由于累加平面會被三維的累加容器所代替,需要進行大量的計算且消耗大量的內存。所以本模型選擇基于優化之后的霍夫圓梯度下降算法,步驟如下:
1)用Canny邊緣檢測,檢測盤紙圖像的輪廓;然后對所有邊緣圖像中非零的像素,運用局部梯度的方法,調用Sobel()函數計算水平方向和垂直方向的一階導數得到梯度。
a.設定預處理之后的盤紙圖像為I得到圖像像素的矩陣,在圖像的水平方向和豎直方向上,選定內核為Gx、Gy與I進行卷積運算,此時選定內核為3:

式中:I為輸入圖像的邊緣像素矩陣;Gx與Gy分別為圖像水平方向、豎直方向像素梯度值。
b.在邊緣圖像像素卷積運算得到Gx與Gy,計算出像素的近似梯度G與梯度角度θ:

2)由圖像的二維像素得到的梯度,設置滯后閾值,邊緣像素高于滯后閥值的,像素保留為邊緣像素值,而低于設定閥值的則被去除掉,介于兩個像素之間的僅保留連接到高于閥值的像素。之后在指定斜率的直線上進行累加器累加,并且同時標注圖像中每一個檢測之后非零像素的位置。從計算的二維累加器中選擇候選中心,將所有選定的近鄰候選中心的像素值按照累加值降序排列。對于按照像素與中心距離的排序,從到盤紙邊緣最大輪廓的直徑算起,選定最優直徑,得到檢測圓的圓心和直徑。
3 實驗檢測
1)本模型實驗選定直徑為50 mm、寬度為57 mm的超市收銀紙模擬實際盤紙,數量為50卷,收集拍攝不同光照條件下的照片,開發環境為Visual Studio 2015與OpenCV庫。實驗首先調節支架,微調光源和相機的位置拍攝出清晰的照片,從相機中讀取每一幀的數據,用于檢測超市收銀紙的圖像。
2)輸入檢測圖像,分別選取不同直徑和寬度的收銀紙,測試實驗的準確率。實驗結果如圖3~圖7所示,圖中顯示了直徑為48.42 mm、寬度為56.49 mm 的收銀紙直徑和寬度檢測的原始圖像、邊緣輪廓、圖像圓心坐標和結果判定的輸出。
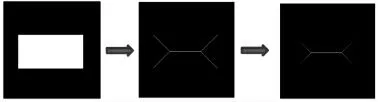
圖2 矩形骨架

圖3 收銀紙原始直徑圖像

圖4 收銀紙直徑檢測圖像
圖5 收銀紙原始寬度圖像

圖6 邊緣檢測圖像
3)實驗結果分析。圖中顯示了測試選定不同尺寸的收銀紙,其中設置直徑為50 mm、寬度為57 mm的收銀紙為標準,設置直徑的參數誤差為2 mm,寬度參數誤差為0.8 mm,實驗一共測試了50卷的收銀紙,列舉了在誤差范圍之內的3組代表數據(如表1),其中有2組符合誤差范圍之內的合格樣品,另外一組收銀紙的寬度尺寸超過了設定的誤差范圍,檢測為不合格。實驗結果能夠準確地輸出,區分產品尺寸的合格性;符合在誤差范圍內的收銀紙,準確率穩定,系統檢測速度快,性能穩定,實驗檢測與實際測量結果相符。
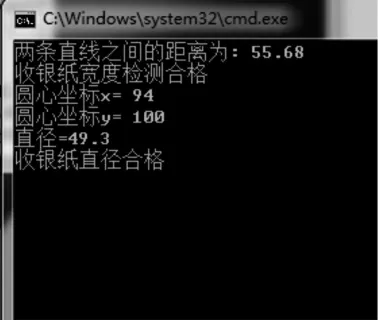
圖7 實驗檢測結果

表1 不同尺寸的收銀紙檢測結果
4 結 論
本文提出了基于機器視覺盤紙直徑檢測的方法,以霍夫圓變換和霍夫直線檢測為基礎,在Canny邊緣檢測算法的基礎上,實現盤紙直徑和寬度的自動化檢測,解決實際運用中人工檢測的問題,運用機器視覺提高檢測的效率和精度。實驗結果顯示,該檢測模型的直徑檢測精度在2 mm,寬度檢測誤差在0.8 mm范圍之內的收銀紙檢測準確率穩定,符合實際運用要求。對節約人力、提高經濟效益、解決人工檢測等方面的問題均具有重要的意義。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55