異型曲面加工機器人自適應NDO控制
2020-06-18 05:58:40王耀南
計算機工程與應用 2020年12期
張 煜,王耀南,賈 林
1.湖南大學 電氣與信息工程學院,長沙410082
2.機器人視覺感知與控制技術(shù)國家工程實驗室,長沙410082
1 引言
異型曲面是高端裝備的核心部件,其加工質(zhì)量決定了裝備的工作性能,例如航空發(fā)動機葉片、艦船螺旋槳和衛(wèi)浴產(chǎn)品等。異型曲面的加工是一件富有挑戰(zhàn)性的作業(yè)任務,同時其作業(yè)環(huán)境惡劣,給現(xiàn)場的操作人員身心帶來極大的影響,甚至是不可逆轉(zhuǎn)的危害。工業(yè)機器人具有更多的靈活性和更高的作業(yè)精度,可以替代人工完成危險危害的工作,并且能夠?qū)崿F(xiàn)更為優(yōu)良的加工質(zhì)量[1]。如圖1所示,是機器人視覺感知與控制技術(shù)國家工程實驗室開發(fā)的異型曲面打磨機器人,包含機器人本體、控制器、打磨設備、待打磨工件以及隔離護欄等。

圖1 異型曲面加工機器人
為了實現(xiàn)異型曲面高精度的打磨,機器人需要具有良好的動態(tài)性能、優(yōu)良的穩(wěn)定性和抵抗干擾的能力[2],國內(nèi)外學者對這一問題開展了大量研究。Gracia等人采用了自適應滑模控制結(jié)合跟蹤控制器的力位混合控制來實現(xiàn)表面的拋光打磨處理,提高了魯棒性且降低了成本[3];Hamelin等人采用一個基于多目標遺傳算法的離散時間觀測器進行水下打磨,從而獲得提高打磨機器人的抗干擾性[4];Li等人提出了一種新的視覺引導機器人磨削校準的方法,在校準方程中考慮了關(guān)節(jié)參數(shù)誤差和姿態(tài)參數(shù)誤差,避免了復雜的跟蹤過程[5]。這些打磨機器人的研究成果為本文的研究提供了思路。
在實際應用中,PD控制器由于其良好的穩(wěn)定性廣泛應用于各種作業(yè)現(xiàn)場,尤其在控制對象模型不能準確得到的場合具有巨大的作用,且其控制參數(shù)較少,相對于其他控制器擁有特有的優(yōu)勢。謝宏等人針對五自由度機械手運動呈現(xiàn)嚴重非線性的特征,為了得到機械手控制的精確運動軌跡,采用了一種改進的傳統(tǒng)PID控制與遺傳優(yōu)化的模糊控制融合的控制算法[6]。高興山等人針對柔性機械臂慣性參數(shù)難以精確確定及存在柔性振動的問題,提出采用PD反饋控制柔性臂的柔性振動[7]。趙晨等人針對目前Pendubot系統(tǒng)控制算法在系統(tǒng)高階非線性項存在的魯棒性問題,提出了一種基于非建模動態(tài)補償?shù)腜D平衡控制算法[8]。
然而,以上有關(guān)機械臂控制器的研究中,均忽略了對于關(guān)節(jié)內(nèi)部摩擦力的分析,使得系統(tǒng)在實際應用中會存在一定的誤差。摩擦力是兩接觸面之間切向方向的反作用力,其大小與很多因素有關(guān),具有很強的非線性。在打磨系統(tǒng)中,從機械臂靜止不動到開始加速運動,摩擦力的變化經(jīng)歷了靜摩擦、邊界潤滑、部分流體潤滑、全流體潤滑四個階段[9],因此需要通過摩擦建模來消除摩擦的影響。在現(xiàn)有的摩擦模型中,存在LuGre模型、Dhal模型、Bliman-Sorine模型、Bristle模型、Armstrong模型、Karnopp模型等。Leuven等人使用GMS模型來確保摩擦現(xiàn)象的再現(xiàn)能力更加準確,特別是預滑動區(qū)域,解決了LuGre等模型存在的漂移現(xiàn)象。當存在摩擦特性時,傳統(tǒng)的PD控制器難以滿足異型曲面高精度加工的要求。本文結(jié)合打磨作業(yè)的實際特點,選擇庫侖-粘性摩擦模型[10]。在實際系統(tǒng)中,由于摩擦特性復雜多變,難以通過檢測設備直接測得,因此本文基于相關(guān)研究成果,設計了非線性干擾觀測器對摩擦動態(tài)進行實時觀測,并在控制器內(nèi)部對摩擦導致的非線性進行實時補償[11],從而實現(xiàn)對異型曲面打磨機器人關(guān)節(jié)內(nèi)部摩擦的補償[12],提高控制系統(tǒng)的性能,為機器人完成異型曲面高精度打磨作業(yè)提供保障。
2 數(shù)學模型及基本理論介紹
2.1 機械臂動力學模型
本研究采用的機器人為高精度工業(yè)機械臂,以第一關(guān)節(jié)和第二關(guān)節(jié)為研究對象,采用MATLAB/Simulink模塊對機械臂控制結(jié)構(gòu)進行建模。
對于關(guān)節(jié)一和關(guān)節(jié)二的雙關(guān)節(jié)機械手,其動態(tài)方程可以表示為:

其中,q∈R2,?∈R2和?∈R2分別代表角度、角速度、角加速度矢量,M(q)∈Rn×n為慣性矩陣,C( q,?)∈Rn×n為科氏力和離心力矩陣,G(q)∈Rn×1為關(guān)節(jié)自身所受到的重力矢量,τ∈Rn×1為作用于關(guān)節(jié)上的控制力矩矢量,d∈R2為外界干擾[13]。
在式(1)中,d在不同的智能化工業(yè)應用中具有不同的意義。例如,它可以是摩擦補償、反作用力矩等。一般來說,這些d被統(tǒng)一歸為干擾。本研究的目的是設計一個觀測器,使觀測器產(chǎn)生的估計d能夠以指數(shù)方式接近實際的干擾d,且在任何q(t),?(t)下,t∈[t0,∞]時都適用[14]。
2.2 關(guān)節(jié)摩擦力矩建模
在異型曲面加工的工業(yè)生產(chǎn)實際過程中,摩擦是一個不可避免且復雜多變的存在,具有很強的非線性,因此在不依賴高控制增益的情況下,需要對摩擦進行充分地建模和補償,以改善瞬時性能并且減少穩(wěn)態(tài)跟蹤誤差。為了更好地建立模型,通常依據(jù)具體的物理特性來確立非線性數(shù)學模型,從而得到接近實際應用的摩擦模型[15]。然而摩擦模型復雜且需要大量的識別工作,由于實驗條件、精度以及復雜程度的限制,使得基于摩擦模型的控制方案在設計中難以實現(xiàn),建立的摩擦模型并不能很好地反映實際的摩擦現(xiàn)象,因此本文采用模型簡單且適用范圍較廣的庫倫-粘性摩擦模型(如圖2),其表達式為[16]:

在式(2)中,f代表接觸面的相對速度,k代表粘性摩擦因素,z代表庫侖摩擦因數(shù),sgn(q)代表符號函數(shù)。

圖2 庫侖-粘性摩擦模型
從而可以得到兩關(guān)節(jié)處的摩擦力矩為:

在式(3)中,r代表摩擦處的半徑。
3 控制器的設計及穩(wěn)定性證明
3.1 PD控制器
由于實際操作中關(guān)節(jié)內(nèi)部摩擦力的存在,機器人關(guān)節(jié)位置受到的力會發(fā)生變化[17],那么機器人的末端位置精度會發(fā)生變化。因此需要在線對誤差進行補償,最簡明的方法就是當機器人關(guān)節(jié)受到摩擦力影響時,直接將摩擦力數(shù)值傳遞給控制器進行補償,從而抑制摩擦力的影響,然而由于采集數(shù)據(jù)等一系列過程存在時間延遲,使機器人不能精確地跟蹤,為了改進這一滯后性,可以在系統(tǒng)中加入適當?shù)乃惴ā?/p>
本文中,采用PD算法來減小誤差,高精度工業(yè)機器人第一關(guān)節(jié)和第二關(guān)節(jié)的PD控制器為:

在PD控制器中,其比例環(huán)節(jié)Kp能使系統(tǒng)的響應速度加快,微分環(huán)節(jié)Kd能夠增大系統(tǒng)的阻尼抑制超調(diào)量,給系統(tǒng)一個早期的修正信號,然而,如果Kp和Kd值過大則會造成系統(tǒng)的性能大幅降低,故根據(jù)PD參數(shù)自適應原則和操作經(jīng)驗得到參數(shù)設定規(guī)律,誤差e、誤差變化率ec與比例系數(shù)Kp和微分時間常數(shù)Kd呈非線性關(guān)系[18]。
3.2 摩擦觀測器的設計及穩(wěn)定性證明
對于觀測器的設計,其基本思想是通過估計輸出與實際輸出之間的差值對估計值進行修正,如圖3通過前饋補償,有效地減小由于摩擦力影響帶來的偏移。
不失一般性的,式(1)所示打磨機器人的慣性矩陣由式(4)給出[19]:

其中,m1,m2,m3和X是慣性參數(shù),與機械手的質(zhì)量、電機與末端負載以及關(guān)節(jié)長度有關(guān)。
因為M(q)正定,故可逆,可將其寫為:

則

則

(1)觀測器的設計
非線性干擾觀測器可設計為[20]:

其中

其中c為待設計的常數(shù)。

圖3 基于干擾觀測器的機器人控制算法結(jié)構(gòu)
由式(8)可知:

由于

則

將式(10)與式(6)聯(lián)立可得:

假設1[21]一般來說,在沒有有關(guān)干擾d的先驗知識時,可以合理地假設干擾的變化相對于觀測器的動態(tài)特性是足夠平緩的,即

定理1[22]對于式(1)和式(4)所示的系統(tǒng),設計干擾觀測器為式(7),則系統(tǒng)是全局漸進穩(wěn)定的,收斂速度取決于c。
(2)穩(wěn)定性證明
定義觀測誤差為:

聯(lián)立式(7)、式(11)、式(12)可得觀測器的誤差微分方程:

由式(7)、式(8)和式(13)得到:

將式(2)和式(7)、式(8)代入式(14)可知觀測誤差方程為:

設計李雅普諾夫函數(shù)為:

則由式(6)、式(10)和式(15)可得:

為了保證在平衡點e=0的全局漸進穩(wěn)定,要求式(17)中矩陣的各階主子式大于零,則對于所有的e,q,滿足

通過計算可得式(18)中的矩陣對任意θ的最小特征值為:

由式(17)可得出:令λ2為矩陣Mˉ()

q對于任意q的最大特征值,可以
推出:

故

把式(19)的兩邊分別求定積分,得到:

由式(21)可以看出,其收斂速度取決于λ1/λ2,且對于一個特定的機械臂而言,能夠得到的λ2是固定不變的,因此,只要選擇適當?shù)膮?shù)c,就可以使其達到期望的指數(shù)收斂速度。因此定理1可得。
4 仿真及實驗分析
為了驗證所設計方法的有效性,本章以曲面加工機器人為控制對象,基于文中的假設對其進行簡化,在MATLAB/Simulink模塊上進行仿真驗證。
4.1 模型參數(shù)
步驟1考慮到摩擦以及外部擾動,機械臂的數(shù)學模型為式(1)所描述,下式列出:

其中系統(tǒng)的參數(shù)為:

代入數(shù)據(jù)得:


步驟2利用MATLAB/Simulink模塊分別建立高精度工業(yè)機器人第一關(guān)節(jié)和第二關(guān)節(jié)的PD控制器為u=Kpe+Kde?,建立改進觀測器模塊的主程序,根據(jù)控制經(jīng)驗知識設置PD參數(shù)KpKd分別為22和6.2。
步驟3考慮庫侖-粘性摩擦模型的摩擦參數(shù),根據(jù)控制經(jīng)驗以及調(diào)試結(jié)果,第一關(guān)節(jié)的摩擦參數(shù)取z1=2,k1=0.45,第二關(guān)節(jié)的摩擦參數(shù)取z2=2,k2=0.45。
步驟4由于該觀測器無需加速度信號,且可以求得:

故取c=1.6,以保證達到指數(shù)收斂速度。
步驟5為了考慮實驗因素的準確性,設定對比實驗。
當Gain=1時,加入觀測器的摩擦補償項:

步驟6設定關(guān)節(jié)1和關(guān)節(jié)2的理想軌跡分別為qd1=qd2=sin( )
0.2 πt,并將其作為系統(tǒng)輸入狀態(tài)變量,定義系統(tǒng)的輸出狀態(tài)變量為關(guān)節(jié)的位置,同時給出兩關(guān)節(jié)的摩擦特性觀測結(jié)果,考慮非線性關(guān)節(jié)摩擦的作用,分析兩組實驗在非線性力作用下的控制精度和穩(wěn)定性。
4.2 對摩擦特性的觀測情況
圖4是關(guān)節(jié)一及關(guān)節(jié)二的摩擦觀測結(jié)果,圖5是關(guān)節(jié)一及關(guān)節(jié)二的摩擦觀測誤差結(jié)果,可以看出在忽略小部分擾動的情況下,本文所設計的觀測器能夠?qū)ο到y(tǒng)的非線性摩擦特性進行正確的觀測。

圖4 關(guān)節(jié)摩擦觀測結(jié)果圖
圖6 所示為關(guān)節(jié)一及關(guān)節(jié)二上的摩擦力,由此可以看出,在實際系統(tǒng)中,由于摩擦特性復雜多變,具有很大的非線性,難以通過檢測設備直接測得,且摩擦力的變化是非常迅速的,故本實驗通過建模來進行前饋補償。

圖5 關(guān)節(jié)摩擦觀測誤差結(jié)果圖

圖6 關(guān)節(jié)上的摩擦力
4.3 仿真分析
在實際應用中,機器人關(guān)節(jié)內(nèi)部存在的摩擦力一直以來對機器人有著不可忽視的影響,包括且不限于系統(tǒng)的運動精度、低速平穩(wěn)性、長期運行穩(wěn)定性和可靠性等問題。由摩擦產(chǎn)生的跟隨誤差大幅降低了控制精度,減弱了信號的跟蹤能力,從而導致了異型曲面加工系統(tǒng)的滯后性。在本仿真實驗中,摩擦力是變化迅速且不連續(xù)的,這對于觀測器是一個很大的挑戰(zhàn)。
接下來將通過兩組對比仿真實驗驗證本文提出的含有非線性干擾觀測器補償?shù)腜D控制器的有效性。
(1)對基于NDO補償?shù)淖赃m應控制器和沒有非線性補償?shù)腜D控制器進行對比
圖7是關(guān)節(jié)一和關(guān)節(jié)二在非線性關(guān)節(jié)摩擦作用下采用PD控制器,且未采用摩擦補償時的位置跟蹤特性曲線,圖8所示為非線性關(guān)節(jié)摩擦作用下采用摩擦補償時的位置跟蹤特性曲線,圖9為兩組對比實驗的位置跟蹤誤差特性曲線。為量化對比兩種方案的控制效果,將絕對誤差積分(Integral Absolute Error,IAE)和最大絕對誤差(Maximum Error Integral,MAE)用于評估摩擦力補償控制性能,其結(jié)果如表1所示,定義如下[23]:


圖7 未采用摩擦補償時關(guān)節(jié)的位置跟蹤

圖8 采用摩擦補償時關(guān)節(jié)的位置跟蹤
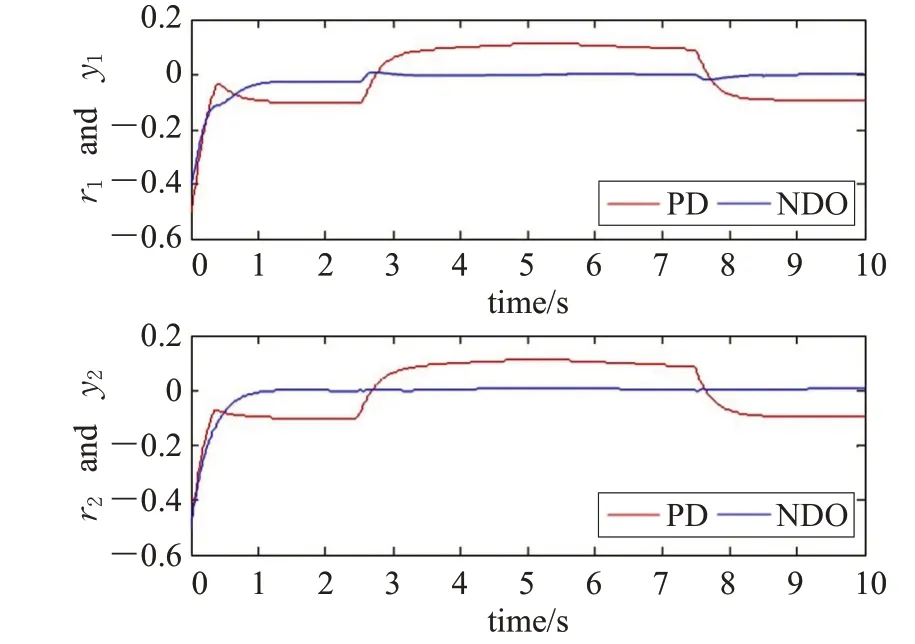
圖9 關(guān)節(jié)的位置跟蹤誤差對比圖

表1 IAE、MAE對比值

對比可以看出,對于傳統(tǒng)PD控制器,在未采用摩擦補償時,其實際位置跟蹤發(fā)生一定程度的偏移,產(chǎn)生了跟隨誤差,降低了控制精度,然而采用摩擦補償,其位置跟蹤特性的誤差產(chǎn)生了大幅減少。
對于考慮非線性關(guān)節(jié)摩擦后的PD控制器,采用摩擦補償時,系統(tǒng)的實際位置跟蹤與期望軌跡保持了較好的一致性,大大提高了穩(wěn)定跟蹤能力,表現(xiàn)出了優(yōu)異的跟蹤性能,它成功地估算了在線摩擦力,關(guān)節(jié)摩擦產(chǎn)生的動態(tài)影響得到了有效的補償,從而保證了系統(tǒng)的控制精度。
(2)對基于NDO補償?shù)淖赃m應控制器和其他觀測器方案進行對比
近階段已經(jīng)有很多在摩擦補償方面的研究,最普遍的方案是設計非線性干擾觀測器對摩擦動態(tài)進行實時觀測,并在控制器內(nèi)部對摩擦導致的非線性進行實時補償,為了對比驗證本文所設計的改進非線性干擾觀測器(NDO)的有效性,將本方案和另外兩種控制方法的效果進行了對比,分別是降階擴展狀態(tài)觀測器(ESO)[24]和模型預測狀態(tài)觀測器(MPC)[25],三種控制方法的控制律分別采用式(22)、式(23)、式(24)。

其中,τf是摩擦力矩的向量,f0是摩擦力矩零移,f1是庫侖摩擦系數(shù),f2是黏性摩擦系數(shù),f3、f4是服務于實驗數(shù)據(jù)擬合的經(jīng)驗系數(shù)。
其控制方法的觀測器設計如表2所示,仿真參數(shù)如表3所示,其仿真結(jié)果如圖10和11所示,其量化對比結(jié)果如表4所示。

表2 觀測器設計以及比較
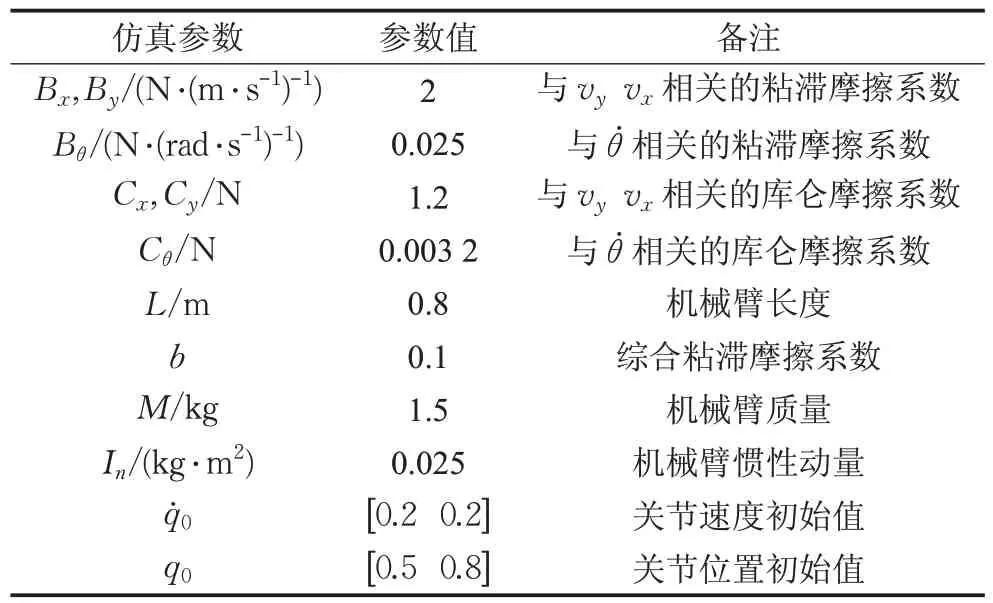
表3 ESO、MPC部分仿真參數(shù)

圖10 采用摩擦補償時關(guān)節(jié)位置跟蹤的多方案收斂時間對比圖
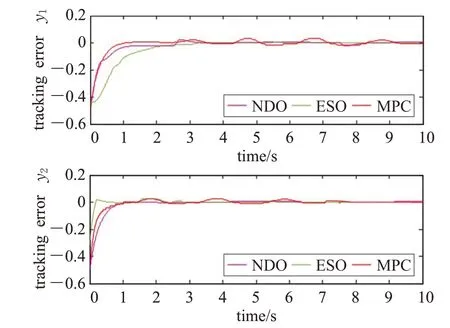
圖11 采用摩擦補償時關(guān)節(jié)位置跟蹤誤差的多方案對比圖
由上述數(shù)據(jù)以及仿真圖可以看出ESO由于不借助任何明顯的摩擦模型,其可以用來補償不同的摩擦效應,控制效果略優(yōu)于NDO和MPC,魯棒性強,然而機械臂啟動時存在較大擾動時間,其收斂速度有所影響,MPC能夠在一定程度上提高軌跡跟蹤收斂速度,然而其魯棒性較差,且NDO能夠在保證一定魯棒性的情況下,保持較快的收斂速度。綜合分析收斂時間和穩(wěn)態(tài)誤差,NDO最優(yōu)。
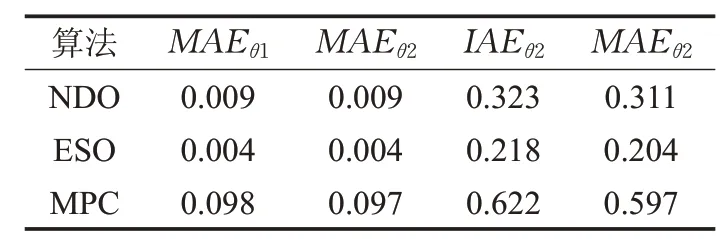
表4 IAE、MAE對比值
4.4 實驗分析
本文基于圖1所示的異型曲面打磨機器人機器控制系統(tǒng)開展控制方法驗證性實驗,實驗結(jié)果分析如下。
圖12是實驗平臺兩關(guān)節(jié)摩擦觀測結(jié)果,可以看出實際的運行過程中,忽略小部分擾動的情況下,能夠?qū)ο到y(tǒng)的擾動進行正確的觀測。
圖13是實驗平臺關(guān)節(jié)一和關(guān)節(jié)二在非線性關(guān)節(jié)摩擦作用下采用PD控制器,且未采用摩擦補償時的位置跟蹤特性曲線,圖14所示為實驗平臺在非線性關(guān)節(jié)摩擦作用下采用摩擦補償時的位置跟蹤特性曲線,由實驗結(jié)果可以看出,對于傳統(tǒng)PD控制器,在未采用摩擦補償時,其實際位置跟蹤有一定程度的偏移,從而產(chǎn)生了跟隨誤差,降低了實際的控制精度。
圖15為實驗平臺在非線性關(guān)節(jié)摩擦作用下兩組關(guān)節(jié)位置跟蹤誤差的對比圖。

圖12 關(guān)節(jié)摩擦觀測結(jié)果圖
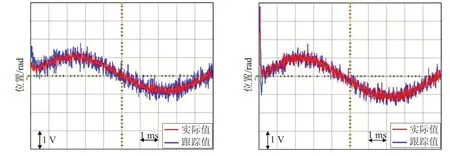
圖13 未采用摩擦補償時關(guān)節(jié)的位置跟蹤

圖14 采用摩擦補償時關(guān)節(jié)的位置跟蹤

圖15 關(guān)節(jié)的位置跟蹤誤差對比圖
由圖15可以得出通過采用摩擦補償,其位置跟蹤特性的誤差產(chǎn)生了大幅減少,控制精度提高了30%以上。系統(tǒng)的實際位置跟蹤與期望軌跡保持了較好的一致性,大大提高了穩(wěn)定跟蹤能力,表現(xiàn)出了優(yōu)異的跟蹤性能,實驗成功地驗證了非線性干擾觀測器的實用性。
5 結(jié)語
本文介紹了一種改進的非線性干擾觀測器在異型曲面加工機器人控制系統(tǒng)中的應用,首先采用MATLAB/Simulink軟件仿真構(gòu)建高精度工業(yè)機械臂的控制模塊,并應用李雅普諾夫函數(shù)穩(wěn)定性理論驗證了收斂條件是成立的,通過設定參數(shù)c可以達到期望的指數(shù)收斂速度,保證了系統(tǒng)的穩(wěn)定性。之后在異型曲面加工機器人的實驗平臺進行了可行性驗證。該觀測器在仿真模擬實驗以及實際實驗中表明,即使對于非線性的時變摩擦信號,也能實現(xiàn)良好的跟蹤能力。前饋補償估計的關(guān)節(jié)內(nèi)部摩擦力,對比實驗表明,在不加入觀測器的PD控制器的作用下,其實際軌跡較期望軌跡有一定程度的偏移,產(chǎn)生了跟隨誤差,降低了系統(tǒng)控制精度,而在加入觀測器的PD控制器的作用下,系統(tǒng)的實際軌跡與期望軌跡保持了較好的一致性,非線性關(guān)節(jié)摩擦產(chǎn)生的動態(tài)影響得到了有效補償,系統(tǒng)的控制精度產(chǎn)生了大幅提高,降低了仿真實驗的跟蹤誤差,實驗平臺的控制精度提高了30%以上。由此得出觀測器的加入使系統(tǒng)的性能以及穩(wěn)態(tài)性顯著提高。此外,本文提出的非線性干擾觀測器也可以應用在獨立的聯(lián)合控制,無傳感器扭矩控制和機器人故障診斷中。
實驗的進一步工作可以完善異型曲面加工機器人的實驗平臺,將設計的控制器進行下一步改進,提高其實用性,并且改進控制器的魯棒性,完善關(guān)節(jié)摩擦補償控制器。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
核科學與工程(2015年4期)2015-09-26 11:59:03