焊材工藝性的數據化評價
2020-06-13 09:52:06馬易思
經濟技術協作信息 2020年16期
關鍵詞:評價
◎ 馬易思
引言
焊材工藝性的分析評估主要依靠操作者的直覺和經驗定性評估,這種以主觀感受為主的評估方式有一個天然的弊端,就是對于同一種焊材的工藝性不同的操作者會得出出入較大的評價。隨著焊接產品對高品質、高效率和精細化要求的提高,同時信息化技術的發展與應用,傳統的焊接經驗逐步變得可記錄、可保存、可定量分析。傳統的以主觀感受為基礎的焊材工藝性的定性評價方式必將由數據信息為基礎的定量分析與評價方式所替代。
一、電弧電參數的數據化
焊材工藝性,主要包括兩個大的方面,一方面是焊接過程的穩定性,也就是電弧的穩定性和熔敷金屬的過渡特性,這關系到熔池的穩定和飛濺的程度,另一方面是熔池凝固后的成型,這關系到焊接缺陷如夾渣和焊道的表面質量。
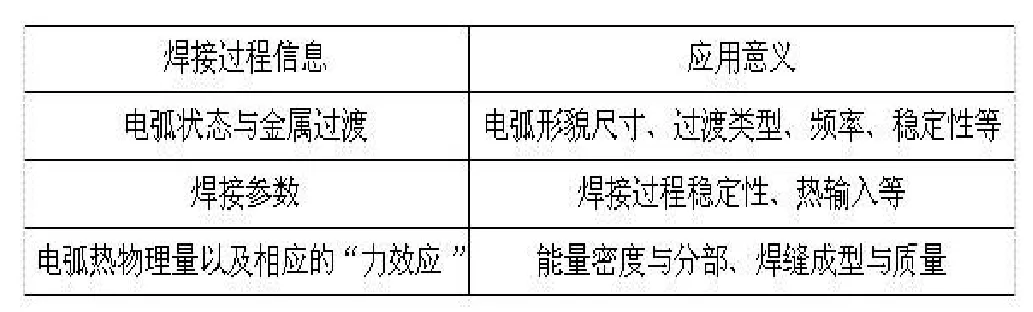
表1 焊接過程信息及應用意義
電弧穩定性,可以通過對電參數的測量進行定量分析和評價。電流、電壓這些電參數與電弧的物理特性存在著聯系。通過對這些電參數的采集和分析可以對焊接過程中的電弧物理特性進行定量分析和評價。現在焊接電參數的采集和測試技術也已經成熟。市場上已經有商用的焊接電參數分析儀。這種分析儀能夠記錄焊接過程中的電流電壓的瞬時值,可以精確地描述了電流電壓的隨機變化。

表2 統計參數和焊接過程信息的解讀
二、藥芯焊絲工藝性的數據化評價實例
采集到的焊接參數經過統計分析可以得到電弧電壓的波形圖,以及電壓概率密度和電流概率密度分布圖等,這些電參數數據反應了焊接過程中的電弧物理特性,進而可以定量評價焊接過程中的電弧穩定性及熔敷金屬的過渡特征,從而對焊材的工藝性進行定量分析和評價。
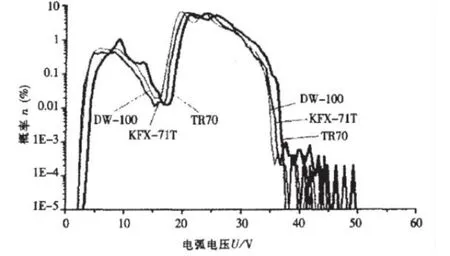
圖1 不同藥芯焊絲的電弧電壓概率密度分布圖[1]
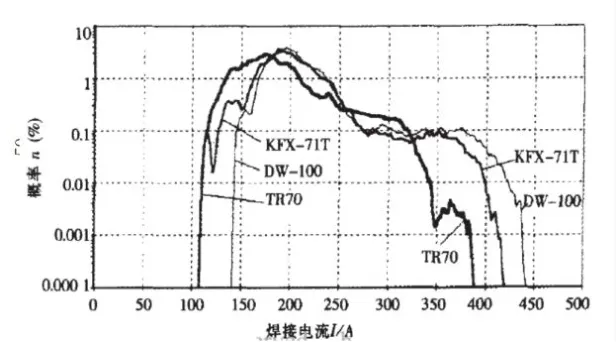
圖2 不同藥芯焊絲的電弧電流概率密度分布圖[1]
圖1為相同工藝參數下不同藥芯焊絲的電壓概率密度分布圖,這三種藥芯焊絲的電壓概率密度分布圖具有類似雙駝峰的形式,左邊的小駝峰的概率密度分布范圍的大小表示的是短路過渡行為,大駝峰的概率密度分布范圍則表示的是正常燃弧行為。但在細部的特征上如短路電壓和正常燃弧電壓的概率范圍上又有較大的差異。圖2為這三種藥芯焊絲的電流概率密度分布,左邊概率較高的部分表示正常燃弧時的電流的概率密度,中部較平緩的部分表示的是熔滴短路時產生的大電流的概率密度。焊接過程中熔滴短路越少,這部分就越低。
三、結論
1.將焊接過程中的電弧特性進行定量的評價,通過數據來評判某一種焊材的電弧特性和穩定性以及熔敷金屬的過渡特性。通過焊接電參數的數據采集和分析,避免了從前主觀評判的弊端,同時也加深了對焊接工藝的理解和控制。
2.焊材工藝性中加入電參數的分析和評判,可以對焊材進行進一步的優選,提高焊材與實際生產的匹配程度,進而提高效率和降低成本。
焊接電參數的積累和理解也將是未來焊接自動化生產線的基礎,焊接質量監測的核心。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
現代檢驗醫學雜志(2016年3期)2016-11-15 01:59:56
中學語文(2015年21期)2015-03-01 03:52:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(2015年1期)2015-01-22 09:08:16
中國音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51