超聲噴丸與傳統(tǒng)噴丸對(duì)TC4鈦合金殘余應(yīng)力影響的仿真分析
2020-06-13 06:18:48孟慶勛朱繼宏
航空發(fā)動(dòng)機(jī) 2020年2期
劉 輝 ,蔡 晉,孟慶勛 ,朱繼宏
(1.西北工業(yè)大學(xué)機(jī)電學(xué)院,西安710072;2.沈陽航空航天大學(xué)航空宇航學(xué)院,沈陽110136)
0 引言
噴丸強(qiáng)化是通過改善構(gòu)件表面應(yīng)力狀態(tài),抑制表面裂紋萌生,從而實(shí)現(xiàn)高周疲勞性能顯著提高的表面冷加工工藝[1]。傳統(tǒng)噴丸(Conventional Shot Peening,CSP)包括氣動(dòng)式噴丸、拋丸等,彈丸重復(fù)沖擊會(huì)在亞表層產(chǎn)生有益的加工硬化和殘余壓應(yīng)力(Compressive Residual Stress,CRS),控制其工藝過程的目的是避免由于高速度和過度處理時(shí)間導(dǎo)致過度噴丸,從而產(chǎn)生有害的表面缺陷(重疊、鱗片等)。超聲噴丸強(qiáng)化(Ultrasonic Shot Peening,USP)是將超聲波能量轉(zhuǎn)化為振動(dòng)激勵(lì)的機(jī)械能,彈丸受到振動(dòng)激勵(lì),在特定設(shè)計(jì)的工裝腔室中產(chǎn)生隨機(jī)和重復(fù)的撞擊。2種噴丸工藝彈丸沖擊方式的差異對(duì)零件表面特性和機(jī)械性能有顯著影響,對(duì)2種噴丸工藝表面強(qiáng)化的模擬分析及參數(shù)差異化定量描述方法有一定的研究價(jià)值。
由于控制方式不同,CSP與USP會(huì)產(chǎn)生不同的CRS場。Foss等[2]的研究表明如果引入的CRS層足夠深,在高周微動(dòng)疲勞下可阻礙裂紋萌生與擴(kuò)展。這與美國Wright Patterson空軍基地和Lambda研究中心研究結(jié)果相同[3];NASA格倫研究中心的研究同樣表明,引入并控制表面強(qiáng)化后產(chǎn)生的CRS層是提高疲勞壽命的關(guān)鍵[4]。Fathallah等[5]針對(duì)噴丸模型的恢復(fù)系數(shù)進(jìn)行討論分析,結(jié)合試驗(yàn)方法探討了噴丸參數(shù)以及由此過程引起的CRS;Al-Obaid[6]早在1990年進(jìn)行基于3維等參單元研究,提出1種動(dòng)態(tài)分布有限元方法,得到殘余應(yīng)力分布并建立噴丸的理論模型;Meguid等[7-8]提出1/4對(duì)稱噴丸模型用來計(jì)算等效應(yīng)力、等效塑性應(yīng)變和彈性應(yīng)變,提出噴丸強(qiáng)化的全面非線性動(dòng)態(tài)彈塑性有限元分析,并關(guān)注數(shù)值收斂和CRS影響區(qū)的有效性;Frija等[9]采用3維有限元模型預(yù)測CRS場及由噴丸強(qiáng)化引起的初始效應(yīng);Kim等[10]基于3維有限元噴丸模型,運(yùn)用區(qū)域平均的思想獲得噴丸強(qiáng)化CRS場的現(xiàn)實(shí)分布;Nouguier-Lehon等[11]采用離散元方法模擬USP強(qiáng)化,發(fā)現(xiàn)應(yīng)力影響區(qū)平均深度與沖擊速度之間有強(qiáng)相關(guān)性;Chaise等[12]給出1個(gè)USP模型計(jì)算沖擊后的殘余應(yīng)力;Rousseau T[13]研究了USP過程中彈丸數(shù)量增加會(huì)擴(kuò)大CRS在構(gòu)件中的影響區(qū);Dai和Shaw[14]建模描述了USP強(qiáng)化過程表面納米化和硬化過程之間的差異;王業(yè)輝等[15]通過仿真分析了USP強(qiáng)化工藝參數(shù)對(duì)CRS場分布特征的影響;蔡晉等[16]構(gòu)建了沖擊能量對(duì)鈦合金表面塑性形變的USP仿真模型,驗(yàn)證了能量輸入與沖擊力大小的關(guān)系。上述研究給出了USP對(duì)構(gòu)件CRS場、加工硬化場、等效應(yīng)變場的影響,然而目前缺少關(guān)于CSP與USP對(duì)構(gòu)件性能表征影響的研究成果。
本文采用有限元方法來模擬比較CSP和USP過程,以達(dá)到預(yù)測由2種強(qiáng)化方式引起的CRS層深和表面幾何形貌變化。
1 相同覆蓋率和相同動(dòng)能的仿真模型
通過采用有限元方法模擬比較CSP和USP過程,預(yù)測2種噴丸工藝過程引起的CRS典型特征及表面形貌的變化:CRS值及層深、強(qiáng)化面的凹坑直徑及深度。在2種噴丸工藝過程數(shù)值仿真的沖擊動(dòng)能和覆蓋率相同的前提下,比較表面殘余應(yīng)力場差異,分析噴丸參數(shù)(彈丸直徑、速度和沖擊次數(shù))對(duì)殘余應(yīng)力分布的影響。
1.1 模型參數(shù)設(shè)置
為了預(yù)測USP和CSP的表面狀態(tài),采用ABAQUS/Explicit軟件建立2個(gè)3D模型。在2種模型中,目標(biāo)研究試塊尺寸均為1 mm×1 mm×1 mm。為了防止USP模型中目標(biāo)試塊出現(xiàn)應(yīng)力集中現(xiàn)象,影響應(yīng)力分析結(jié)果準(zhǔn)確性,在USP與CSP大尺寸試塊模型(15 mm×10 mm×1.5 mm)表面中心位置劃分小尺寸試塊(1 mm×1 mm×1 mm),試塊通過減縮積分單元(C3D8R)進(jìn)行6面體網(wǎng)格劃分。為了提高有限元解決方案的精確度,目標(biāo)試塊采用網(wǎng)格單元尺寸(0.05 mm×0.05 mm×0.05 mm)。彈丸材料為軸承鋼,試件材料為TC4鈦合金。邊界條件設(shè)定:試樣底面施加完全固定約束,在試樣表面和彈丸之間設(shè)置面-面接觸。采用動(dòng)態(tài)接觸算法來模擬彈丸與試件的相互作用。
為了準(zhǔn)確比較CSP和USP過程,本文針對(duì)該模型采用2個(gè)標(biāo)準(zhǔn):(1)相同的噴丸覆蓋率;(2)相同的動(dòng)能。
1.2 相同覆蓋率T的設(shè)定
在噴丸處理中,表面覆蓋率是1個(gè)重要變量,對(duì)CRS有重要影響,一般定義為在給定噴丸時(shí)間內(nèi)受沖擊表面積的百分比。采用python語言根據(jù)以下約束條件生成彈丸的隨機(jī)序列和位置。為了產(chǎn)生具有特定數(shù)量沖擊的T,2個(gè)相鄰彈丸中心之間的距離為
根據(jù)Fathallah R的研究[17],彈丸壓痕的半徑為

式中:ρ為彈丸密度;v為沖擊速度;D為彈丸直徑;E為等效剛度模量;er為恢復(fù)系數(shù);k為效率系數(shù)。
以北京城市副中心《土地利用總體規(guī)劃》為基礎(chǔ),各鎮(zhèn)的有條件建設(shè)區(qū)與允許建設(shè)區(qū)的比例代表城市增長與生態(tài)考慮下鎮(zhèn)區(qū)的發(fā)展可能拓展空間,即鎮(zhèn)區(qū)發(fā)展彈性系數(shù)。規(guī)劃中,將北京城市副中心各鎮(zhèn)的有條件建設(shè)區(qū)與允許建設(shè)區(qū)比例進(jìn)行計(jì)算,得出各鎮(zhèn)區(qū)的現(xiàn)狀發(fā)展彈性系數(shù)。
因此,由彈丸引起的壓痕面積為2πa2。
1.3 相同動(dòng)能EK的設(shè)定
采用相同EK的目的在于使CSP和USP 2個(gè)過程具有相同的表面條件,傳統(tǒng)噴丸彈丸的動(dòng)能為

式中:N為彈丸數(shù)量。
從式中可見,EK也取決于所使用彈丸材料的密度。
如上所述,USP模擬采用初始最大沖擊速度vinmax,因此,參照相同的式(3),為USP帶來的總動(dòng)能為

2種表面強(qiáng)化的差異為彈丸的直徑(CSP為0.25~1 mm,USP為 1~8 mm)及速度(CSP為 20~150 m/s,USP 為 3~20 m/s)[18-19]。

表1 USP與CSP模型工藝參數(shù)
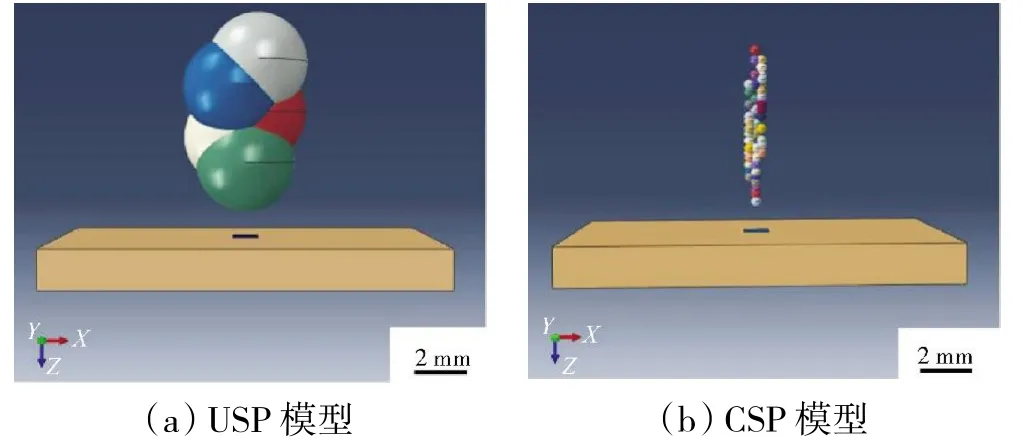
圖1 USP與CSP模型
2 超聲噴丸與傳統(tǒng)噴丸結(jié)果分析
輸出2個(gè)模型的位移如圖2所示。從圖中可見,2個(gè)試件表面已經(jīng)完全變形。

圖2 USP與CSP試件表面位移
分析2種強(qiáng)化方式試件沿y軸正方向距中心0.25 mm凹坑截面區(qū)域殘余應(yīng)力場(如圖 3(c)、(d)所示),圖 3(a)、(b)中剖面殘余應(yīng)力顯示出 USP 模型亞表層殘余應(yīng)力深度較深,約0.16 mm,約為CSP模型殘余壓應(yīng)力層深度的2倍,比較殘余應(yīng)力曲線(如圖4(c)所示),CSP產(chǎn)生的殘余壓應(yīng)力最大值約-800 MPa,約為USP的1.6倍,對(duì)應(yīng)研究位置如圖4(a)和圖 4(b)所示。

圖3 USP與CSP距中心沿y軸正方向0.25 mm處凹坑殘余應(yīng)力
USP與CSP模型中心凹坑CRS分布如圖 5所示。USP僅試塊中心沖擊后的CRS分布如圖5(a)所示,USP中心受到周圍彈丸沖擊影響后的CRS分布如圖5(b)所示,中心區(qū)域第1次受沖擊時(shí)亞表層CRS層較深,在兩側(cè)彈丸沖擊之后形成了圖5(b)中的CRS分布,CRS深度以及影響區(qū)減小,表層凹坑附近出現(xiàn)明顯的拉應(yīng)力,使中心CRS區(qū)域產(chǎn)生應(yīng)力松弛,這是由于兩側(cè)彈丸沖擊造成的。CSP中心受到周圍彈丸沖擊影響后的CRS分布如圖5(c)所示,與圖5(b)相比,USP在亞表面形成的CRS影響區(qū)更大。

圖4 CSP與USP邊部凹坑殘余應(yīng)力隨路徑變化

圖5 USP與CSP模型中間凹坑殘余應(yīng)力
CSP與USP試塊中心區(qū)域殘余應(yīng)力隨深度變化如圖6所示。USP initial為超聲噴丸中心彈丸沖擊后其他彈丸沖擊前中心凹坑區(qū)域的CRS隨深度的變化曲線,USP與CSP曲線表示其他彈丸沖擊后的中心凹坑區(qū)域CRS隨深度的變化,結(jié)果顯示,USP中心區(qū)域初始時(shí)(USP initial)CRS層深大于所有彈丸沖擊后結(jié)果,中心凹坑在周圍彈丸沖擊下,CRS層深發(fā)生松弛而減小,而CRS最大值始終小于CSP過程,在CRS層深度方面則始終大于CSP過程。
對(duì)比USP和CSP中心凹坑位移,如圖7所示。從圖中可見,提取表面位移數(shù)據(jù),在USP模型中,凹坑中心區(qū)域向下變形0.0116 mm,邊部凸起0.0048 mm。在CSP模型中凹坑中心向下變形0.015 mm,邊部向上凸起0.009 mm,產(chǎn)生的距離差值大于USP,且形成的峰間距離小于USP,因此CSP形成的表面粗糙度大于USP過程,更容易造成表面應(yīng)力集中。
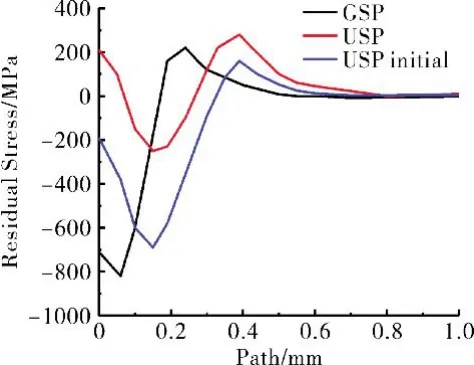
圖6 CSP與USP中間彈坑殘余應(yīng)力隨路徑變化
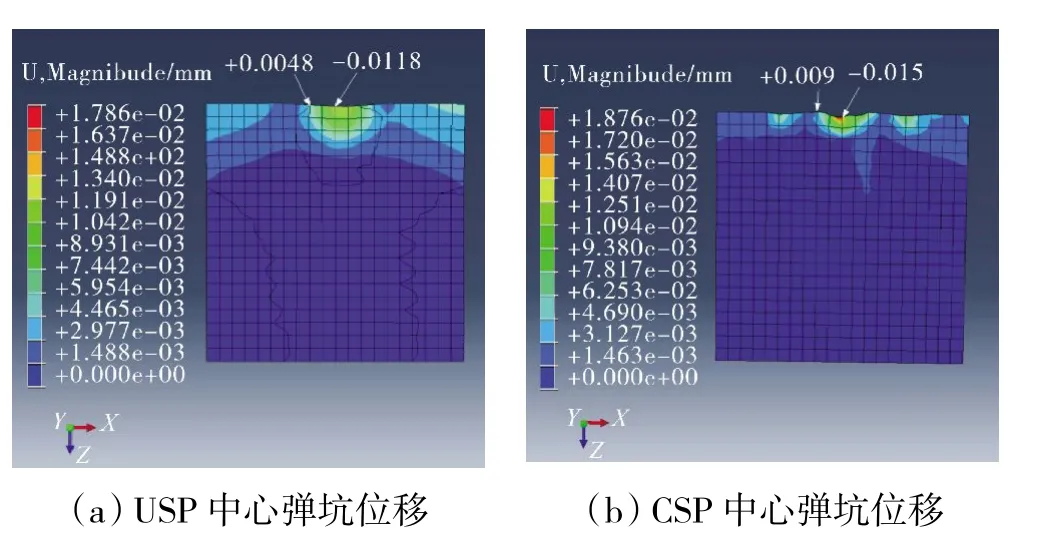
圖7 CSP與USP中間彈坑位移
3 工藝參數(shù)對(duì)USP模型殘余應(yīng)力的影響
對(duì)比分析2種噴丸方式,USP可以產(chǎn)生更深的CRS層,表面粗糙度低于CSP的,對(duì)USP過程中各參數(shù)影響的研究顯得格外重要,本文針對(duì)彈丸尺寸和彈丸速度2方面對(duì)工藝參數(shù)的影響進(jìn)行分析。
3.1 彈丸直徑對(duì)USP模型殘余應(yīng)力的影響
采用直徑為3、4、5和6 mm彈丸,分析不同尺寸的彈丸對(duì)TC4鈦合金殘余應(yīng)力產(chǎn)生的影響。不同直徑彈丸沖擊后中心區(qū)域凹坑受周圍沖擊影響的CRS隨深度變化如圖8(a)所示;在各種尺寸彈丸情況下,其他彈丸沖擊前(僅中心區(qū)域受沖擊情況下),中心凹坑區(qū)域CRS隨距表層距離的變化如圖8(b)所示。
從圖8(a)中可見,隨著彈丸直徑的增大,CRS最大值減小,中心凹坑區(qū)域受周圍彈坑影響越大,彈丸直徑為6 mm時(shí),在該區(qū)域所有彈丸沖擊表面之后,中心凹坑區(qū)域幾乎只呈現(xiàn)拉應(yīng)力,此時(shí)由于彈丸直徑過大,會(huì)在表面以及亞表面形成較大的拉應(yīng)力,類似產(chǎn)生過噴丸行為,引起劇烈的塑性變形。從圖8(b)中可見,隨著彈丸直徑的增大,CRS最大值向材料更深處延伸,且CRS層更深。
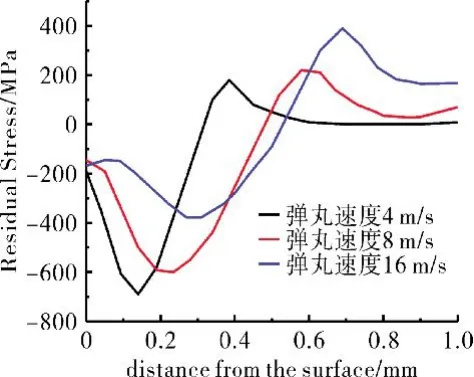
圖9 不同彈丸速度下的殘余應(yīng)力特征
3.2 彈丸速度對(duì)USP模型殘余應(yīng)力的影響
不同彈丸速度下的殘余應(yīng)力特征曲線如圖9所示。基于直徑為3 mm彈丸USP模型,控制USP模型工藝參數(shù),使平均彈丸速度分別為4、8和16 m/s進(jìn)行研究,隨著沖擊速度的增大,CRS層深增加,最大值減小,在更深處的下表面隨彈丸速度增大,拉應(yīng)力最大值和影響區(qū)都增大,與改變彈丸直徑產(chǎn)生的效果相近。
4 結(jié)論
本文通過仿真研究USP和CSP主要工藝參數(shù)差異,比如彈丸沖擊速度和直徑等,在假定沖擊覆蓋率與沖擊動(dòng)能相近的前提下,進(jìn)行超聲噴丸與傳統(tǒng)噴丸對(duì)TC4鈦合金表面沖擊的殘余壓應(yīng)力仿真研究,得出以下結(jié)論:
(1)當(dāng)動(dòng)能相同時(shí),2種強(qiáng)化過程表面所產(chǎn)生的CRS是可比較的。其中USP產(chǎn)生更深的CRS層,而CSP過程產(chǎn)生的CRS最大值明顯增大。
(2)應(yīng)用計(jì)算結(jié)果作為解析方程的輸入值,該模型給出預(yù)測表面粗糙度的方法。數(shù)值上認(rèn)為,與CSP相比,USP的主要優(yōu)點(diǎn)是較低的沖擊速度和表面粗糙度。
(3)對(duì)USP過程中彈丸尺寸和沖擊速度的研究結(jié)果表明:隨著彈丸直徑的增大,CRS最大值向材料更深處延伸,且CRS層深度增加,而在彈丸直徑一定時(shí)改變彈丸沖擊速度,與改變尺寸產(chǎn)生的結(jié)果較為類似。需要注意的是,針對(duì)壓氣機(jī)葉片這類薄壁件,一側(cè)的壓應(yīng)力會(huì)引起另一側(cè)殘余拉應(yīng)力增大,設(shè)計(jì)給出的噴丸強(qiáng)度值要綜合考慮壓應(yīng)力影響層深度與零件厚度的關(guān)系。
本文主要針對(duì)2種強(qiáng)化工藝的殘余應(yīng)力場進(jìn)行數(shù)值評(píng)估,下一步研究將以應(yīng)力場檢測為主,進(jìn)行2種強(qiáng)化工藝表面應(yīng)力場驗(yàn)證。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39