快車速鋁電解電容器陽極箔腐蝕發孔工藝研究
2020-06-08 08:50:46胥珊娜張珊珊魏范彬王光輝郝政揚朱保洪王海麗
新疆有色金屬 2020年1期
關鍵詞:工藝
胥珊娜 張珊珊 魏范彬 王光輝 郝政揚 朱保洪 王海麗
(西安石油大學材料科學與工程學院 西安 710065)
鋁電解電容器是一種高性能儲能元件,具有體積小、存儲電量大、性價比高等優點,隨著電子工業的飛速發展,人們對鋁電解電容器的小型化需求越來越高,要求鋁電解電容器用腐蝕箔容量更高,孔深度方向一致性、表面蝕孔的均勻性更好[1-2]。電子鋁箔的發孔腐蝕決定了隧道孔的分布、密度以及長度,因此是整個工藝流程中最關鍵的步驟。傳統的生產工藝是將電子鋁箔在一電解中通過調節電極板尺寸、槽液配比、電流密度、反應溫度及時間、槽液噴淋循環改變表面發孔狀態[3-9],進而提高鋁電解電容器用腐蝕箔靜電比容。然而腐蝕工藝控制復雜,所需的生產時間較長,同時存在鋁箔表面發孔均勻性較差、隧道孔長度一致性差的問題,限制了其性能的進一步提升。有研究表明,通過增加發孔槽數量,各發孔槽相互獨立,其發孔電流密度從最大值處開始線性降低。不僅提高隧道孔一致性和均勻性,還可提高鋁箔的靜電比容及生產效率,是未來鋁電解電容器用陽極腐蝕箔生產未來發展的重要方向[10-11]。目前有關快車速鋁電解電容器用陽極腐蝕箔發孔工藝及機理研究較少。本文主要探討鋁箔快車速發孔工藝條件下,腐蝕液組分、施加電流密度及不同級數對隧道孔長度、發孔密度、孔徑分布、腐蝕箔比容的影響,探究快車速高比容鋁電解電容器陽極用腐蝕箔的發孔工藝。
1 試驗過程①
1.1 試驗材料
采用新疆眾和公司生產的120μm 厚鋁箔,鋁純度在99.99%以上,立方織構含量大于95%。
1.2 預處理
將電子鋁箔放入70℃下0.23mol/LH3PO4預處理液中,處理60s,后經蒸餾水沖洗3次。經預處理可以除去鋁箔表面雜質、油污和氧化膜,改善鋁箔表面狀態,為下一步鋁箔發孔腐蝕時形成均勻分布的隧道孔提供良好條件。
1.3 發孔腐蝕
采用變電流密度發孔的方法實現快車速制備鋁電解電容器陽極用腐蝕箔(以下簡稱:腐蝕箔)。傳統工藝及快車速制備腐蝕箔電流密度曲線如圖1 所示。
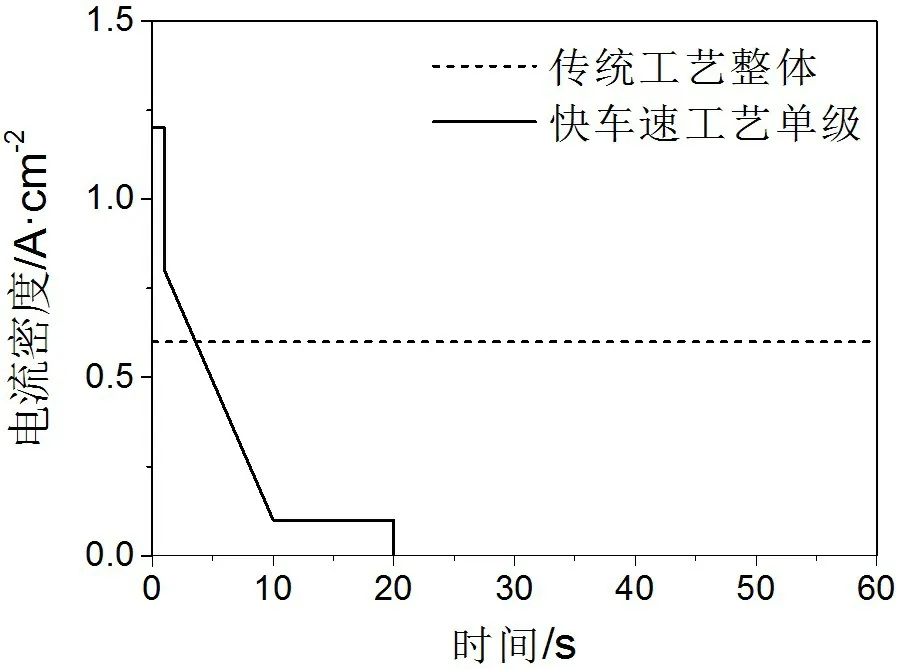
圖1 不同工藝條件發孔電流密度-時間曲線
傳統發孔工藝為0.6 A/cm2恒電流加載60s后,在電解槽中浸泡60s 進行化學腐蝕。快速線發孔工藝為按照圖1中快速線工藝電流密度-曲線進行電流加載,而后在電解槽中浸泡20s 進行化學腐蝕,共進行五次這樣的加載。快速線工藝中電流密度-時間曲線的積分面積除以時間為平均加載電流密度。
采用混酸(H2SO4+HCl)體系作為發孔腐蝕液,控制H2SO4濃度為3.6mol/L、HCl 濃度分別為0.90mol/L、0.86mol/L、0.82mol/L、0.78mol/L、0.74mol/L。發孔平均加載電流密度設為0.25A/cm2、0.28A/cm2、0.31A/cm2、0.34A/cm2、0.37A/cm2,并控制恒定Al3+濃度、溫度,完成發孔。施加200V電壓,在質量分數為10%H3BO4溶液中進行化成。按照國標SJ/T 11140-2012規定測試耐壓和比容。
1.4 擴孔工藝
將發孔完的箔放進擴孔腐蝕槽中,擴孔液濃度為1.6mol/L H3NO3,溫度為72℃,電流密度為0.18A/cm2,擴孔時間210s。
1.5 后處理
將擴孔完的腐蝕箔放在溫度為70℃的0.2mol/L H3NO3溶液中浸泡2min,消除鋁箔表面殘留的雜質和隧道孔中的氯離子。施加520V電壓,在質量分數為10% H3BO4溶液中進行化成。按照國標SJ/T 11140-2012規定測試耐壓和比容。
1.6 孔分布觀察
采用80℃、w(CrO3)=20%的磷酸溶液進行電解拋光,拋光時間2min、電流密度0.2A/cm2。在JSM-6390A 掃描電子顯微鏡下,得到鋁箔表面圖像,用Image J軟件進行圖像數據分析,得到單孔直徑、腐蝕率、發孔密度和單孔占比。
1.7 孔長觀察
將化成箔在環氧樹脂中進行固化封樣,經磨拋后,在w(NaOH)=20%的溶液中常溫下浸泡4h,取出后用純水清洗、烘干,在JSM-6390A掃描電子顯微鏡下進行觀察。
2 試驗結果及討論
2.1 逐級發孔實驗
表1 列出了1-5 級發孔孔特征及200V 化成后比容數據。由表1 可見,1-5 級的單孔直徑在在0.6μm附近波動,相差不大,說明各級發孔比較均勻,可實現發孔的均勻性。其中腐蝕率、發孔密度、比容逐級增大。單孔占比逐級降低,這與發孔密度增多,產生并孔有關[3]。
2.2 鹽酸濃度
在70℃平均發孔電流密度為0.34A/cm2條件下,調節不同鹽酸濃度,發孔200Vfe 化成后測試比容及擴孔520Vfe 化成后測試比容的關系曲線見圖2。由圖2 可知發孔后200Vfe 比容隨鹽酸濃度升高而升高;擴孔后比容隨濃度比升高先增后降,鹽酸濃度為0.78mol/L 時達到最優值0.794μF/cm2。在腐蝕過程中,SO42-作為成膜劑在箔表面形成致密的保護膜,Cl-離子穿越氧化相對容易,在箔表面擊穿保護膜形成點蝕[5]。隨著鹽酸濃度的增加,使得試樣表面的硫酸陽極膜迅速被破壞,發孔密度不斷增加,孔徑的纖細化、長度的縮短。Cl-進一步升高容量降低,氯離子對鋁箔表面的攻擊占壓倒性優勢,硫酸不能很好地保護鋁箔表面,導致了表面的全面活化溶解和潰落,蝕孔擴大或并孔造成比容的降低。

表1 逐級發孔孔特征及比容數據
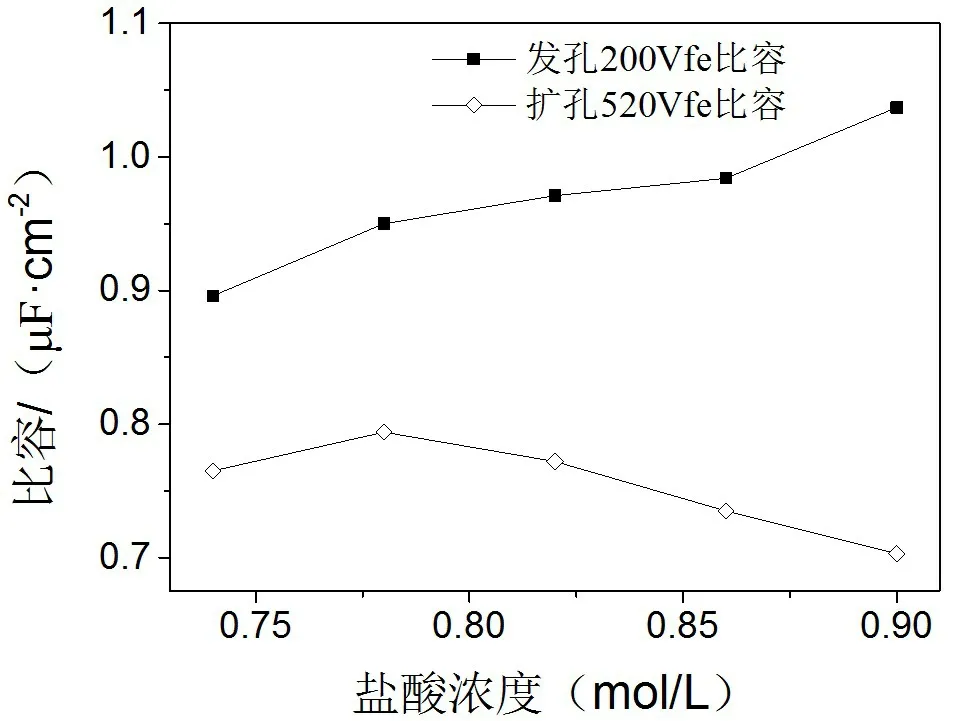
圖2 不同鹽酸濃度下比容變化曲線
圖3a-圖3e 為不同硫酸鹽酸比下的發孔后腐蝕箔的SEM圖。從圖中可以看出,鹽酸濃度越低,發孔密度越低,表面腐蝕率越低,隨鹽酸濃度升高發孔密度升高,并孔嚴重。

表2 不同鹽酸濃度發孔孔特征及芯層厚度數據
表2所示為發孔孔特征及芯層厚度數據,可以看出單孔孔徑隨鹽酸濃度降低而升高,當鹽酸濃度降至0.74mol/L-0.78mol/L 時孔徑為0.5μm 并保持穩定。腐蝕率、發孔密度隨鹽酸濃度升高而持續升高。芯層厚度隨濃度比升高而降低,在鹽酸濃度為0.78 mol/L時,芯層孔長一致性較好。
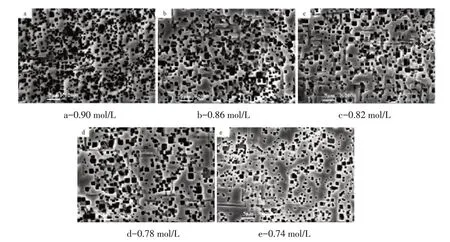
圖3 不同鹽酸濃度下腐蝕箔表面形貌
綜合比容數據可以看出鹽酸濃度為0.78mol/L時,比容最優、發孔均勻、芯層一致性好、芯層厚度滿足折彎要求。
2.3 發孔電流密度
圖4 所示為平均加載電流密度為0.25 A/cm2、0.28 A/cm2、0.31 A/cm2、0.34 A/cm2、0.37 A/cm2腐蝕箔化成后比容隨電流密度變化曲線。從圖4 可以看出發孔后腐蝕箔比容隨加載電流密度的增加而逐漸增大;經擴孔后腐蝕箔隨加載電流密度值增加而增加,當電流密度值增加到0.37 A/cm2時,比容降低。
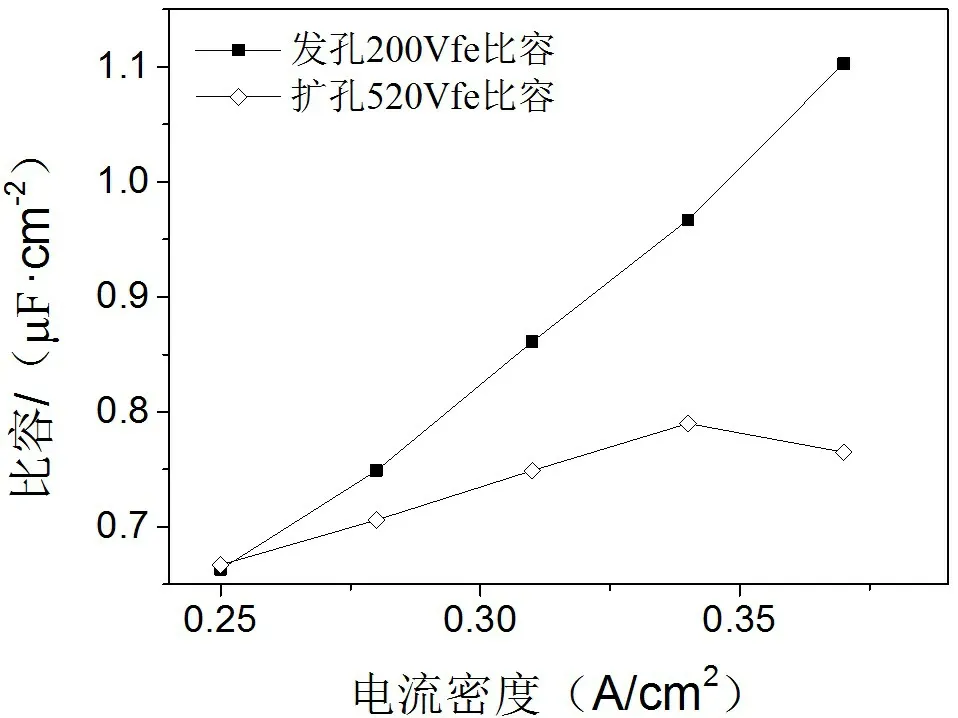
圖4 不同電流密度加載下比容變化曲線

圖5 不同電流密度發孔后腐蝕箔表面形貌
腐蝕箔的比容與蝕孔密度、隧道孔長度及并孔數量等因素有關,腐蝕箔的表面積越大,其比容也越大。在其它腐蝕工藝參數給定的條件下,腐蝕箔的比容取決于其發孔密度。圖5 所示為不同電流密度發孔后腐蝕箔表面形貌照片,可見隨著發孔電流密度的提高,方型隧道孔的數目有所增多、發孔密度增加,隨電流密度的進一步增大,出現并孔現象,如圖5(e)所示。可見在電流密度為0.34 A/cm2時,表面發孔密度較高,且并孔數較少,因此可獲得較高比容量0.790μF/cm2。
2.4 快車速工藝與傳統工藝對比
為保持發孔庫侖電量不變,小電流密度、長時間發孔與大電流密度、短時間發孔都會在鋁箔表面產生大量的微孔。對優化后的快車速工藝制備的腐蝕箔與傳統工藝的腐蝕箔進行對比統計。如圖6所示,可以看出兩者單孔占比、發孔密度相當。快車速工藝腐蝕箔平均孔徑為1.050μm,傳統工藝腐蝕箔平均孔徑為0.958μm。小電流發孔(對應快車速工藝)時單個微孔處于孔徑增粗階段的時間較長、孔徑較大,大電流(傳統)發孔時單個微孔處于孔徑增粗階段的時間較短、孔徑較細[11]。較大的孔徑可以獲得較大的表面,從而提高腐蝕箔容量,因此快車速工藝腐蝕箔比傳統工藝腐蝕箔比容量高2-5%。
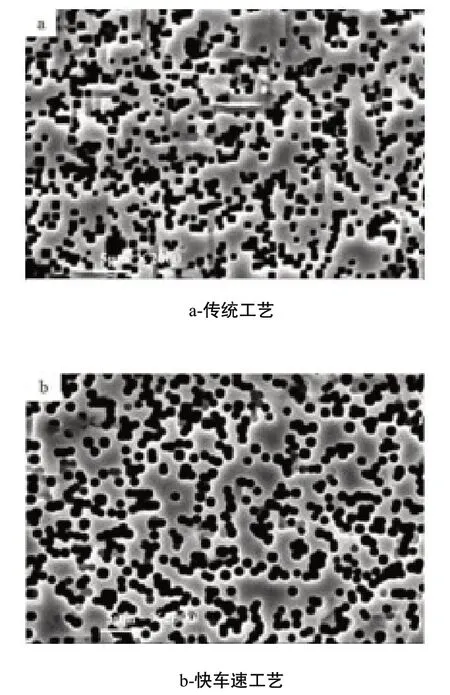
圖6 不同腐蝕工藝條件箔表面形貌
3 結論
(1)快車速工藝逐級發孔,發孔密度、比容逐級增大,單孔占比逐級降低。
(2)鹽酸濃度對比容影響較小,發孔后200Vfe比容隨鹽酸濃度升高而升高;擴孔后520Vfe 比容隨濃度升高先增后降。最優鹽酸濃度為0.78mol/L,比容為0.794μF/cm2。
(3)加載電流密度對比容的影響較大,發孔箔腐蝕箔比容隨加載電流密度的增加而逐漸增大;擴孔箔比容隨加載電流密度值增加而增加,當電流密度值增加到0.37 A/cm2時,比容降低。最優電流密度為0.34 A/cm2,比容為0.790μF/cm2。
(4)快車速工藝腐蝕箔平均孔徑較傳統工藝腐蝕箔大,因此可以獲得更高的比容。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52