持續工藝確認執行策略及實施應用
2020-06-07 08:24:42孫賓王亞鍇郭榮志喬曉芳
流程工業 2020年2期
關鍵詞:工藝
文/孫賓,王亞鍇,郭榮志,喬曉芳
本文作者孫賓、郭榮志就職于云南雷允上理想藥業有限公司;王亞鍇就職于河南牧業經濟學院;通訊作者喬曉芳就職于河南省食品藥品審評查驗中心;審稿人系河南醫藥技師學院制藥工程系主任王建濤。
本文研究國內GMP 及附錄和PDA TR60 的要求——結合公司實際實施應用情況,就如何進行持續工藝確認提出了一系列執行策略,其中包括:CQA 和CPP 的評估,以CQA 評估相關工序工藝趨勢的方法和應用,并討論了持續工藝確認與年度質量回顧相應部分的區別問題。
1 引言
1.12010 版《藥品生產質量管理規范》(GMP)附錄《確認與驗證》第27 條:持續工藝確認(CPV):在產品生命周期中,應當進行持續工藝確認,對商業化生產的產品的質量進行監控和趨勢分析,以確保工藝和產品質量始終處于受控狀態[1]。
1.2 美國注射劑協會(PDA)第60 號技術報告《工藝驗證:生命周期方法》[2]中提到生命周期的三個階段見圖1。
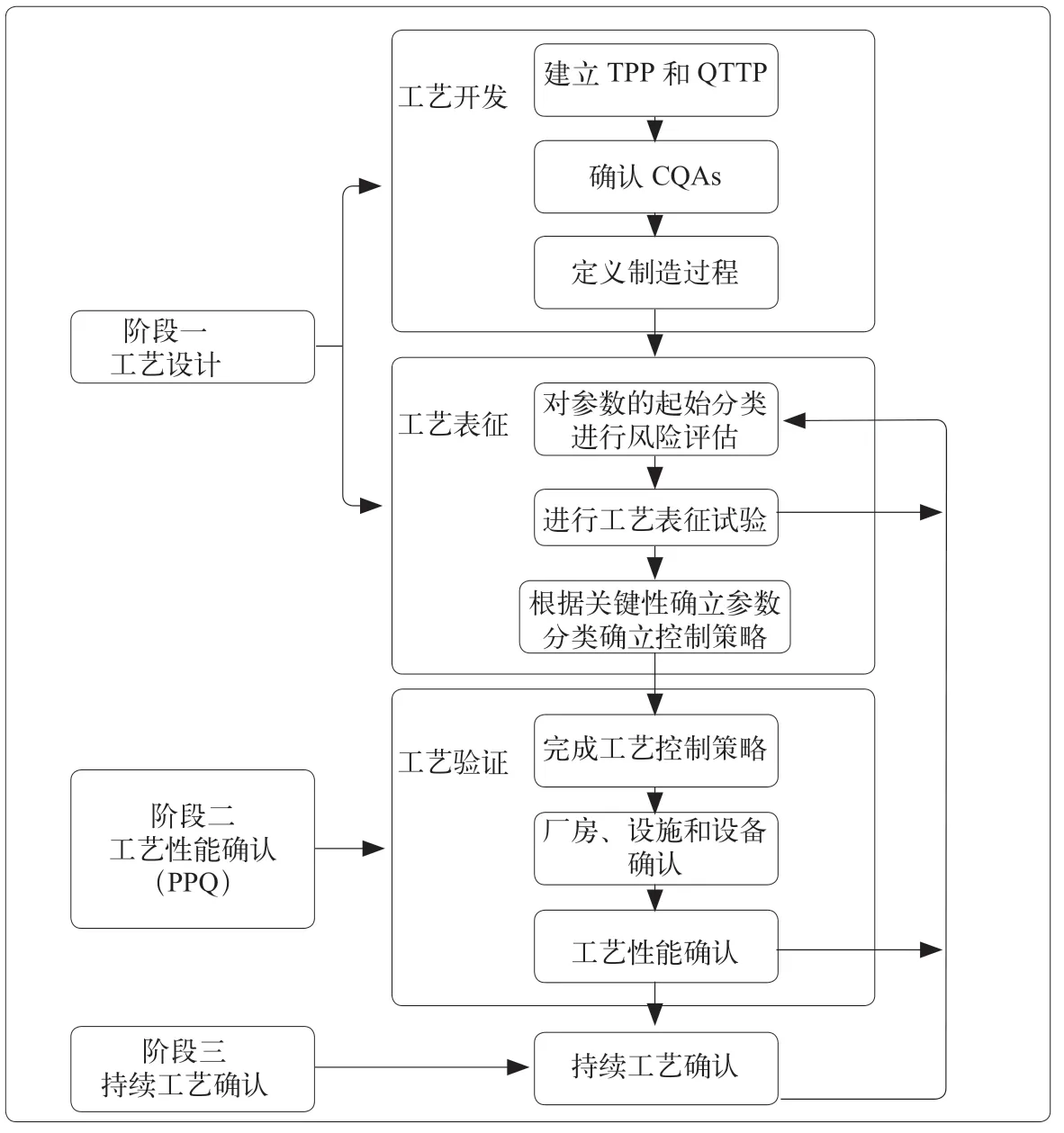
圖1 工藝驗證生命周期三階段示意圖
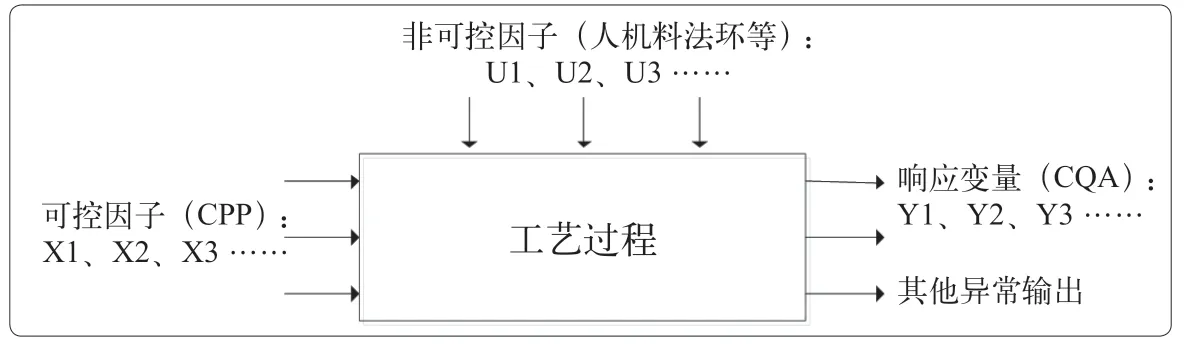
圖2 工藝過程的輸入和輸出
1.3 持續工藝確認目的:確保工藝成功驗證后,在日常商業生產過程中,保持工藝的驗證(受控)狀態。
不是所有的變化來源,都能在階段1(工藝設計)和階段2(工藝性能確認)中預計和確定。持續工藝的監控能幫助發現不可預期的事件或趨勢,提示可能的工藝控制問題和/或工藝改進的機會。
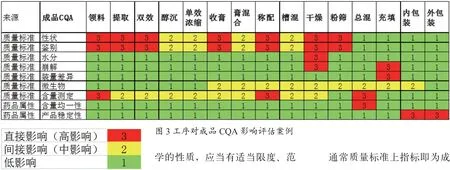
圖3 工序對成品CQA 影響評估案例
2 邏輯原理
原理1(邏輯基礎):工藝過程的穩定、受控包含輸入穩定和輸出穩定兩方面。輸入穩定是輸出穩定的前提,只有輸入與輸出均穩定,才能證明整個過程是穩定的。輸入包括變量“可控因子”與 “非可控因子”,輸出為“響應變量(CQA)”及其他異常輸出。邏輯原理見圖2。
原理2:可增減的評估策略,評估工藝需考慮多方面因子,當認為參考不足夠時,則需考慮增加更多的因子。
原理3:評估的前提是建立標準,通過與標準對比來證明沒有明顯變壞的趨勢(或對比前后兩個階段來證明穩定)。此處注意:當發現有任何輸入因子變化時,可認為是具有潛在導致輸出CQA不穩定的可能。
3 持續工藝確認主要涉及內容
3.1 工藝輸出:響應變量(CQA)
關鍵質量屬性(CQA):指某種物理、化學、生物學或微生物學的性質,應當有適當限度、范圍或分布,以保證預期的產品質量。(GMP 附錄《確認與驗證 》第54 條)
成熟工藝的CQA 來源:
●藥品屬性:安全、有效、均一、穩定。
●質量標準:注冊標準/國家藥品標準/藥典中的項目。
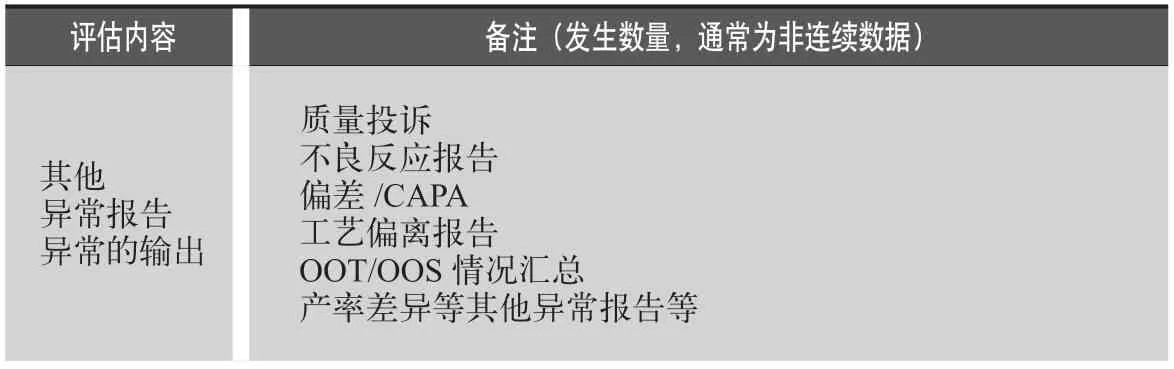
表1 工藝輸出:其他
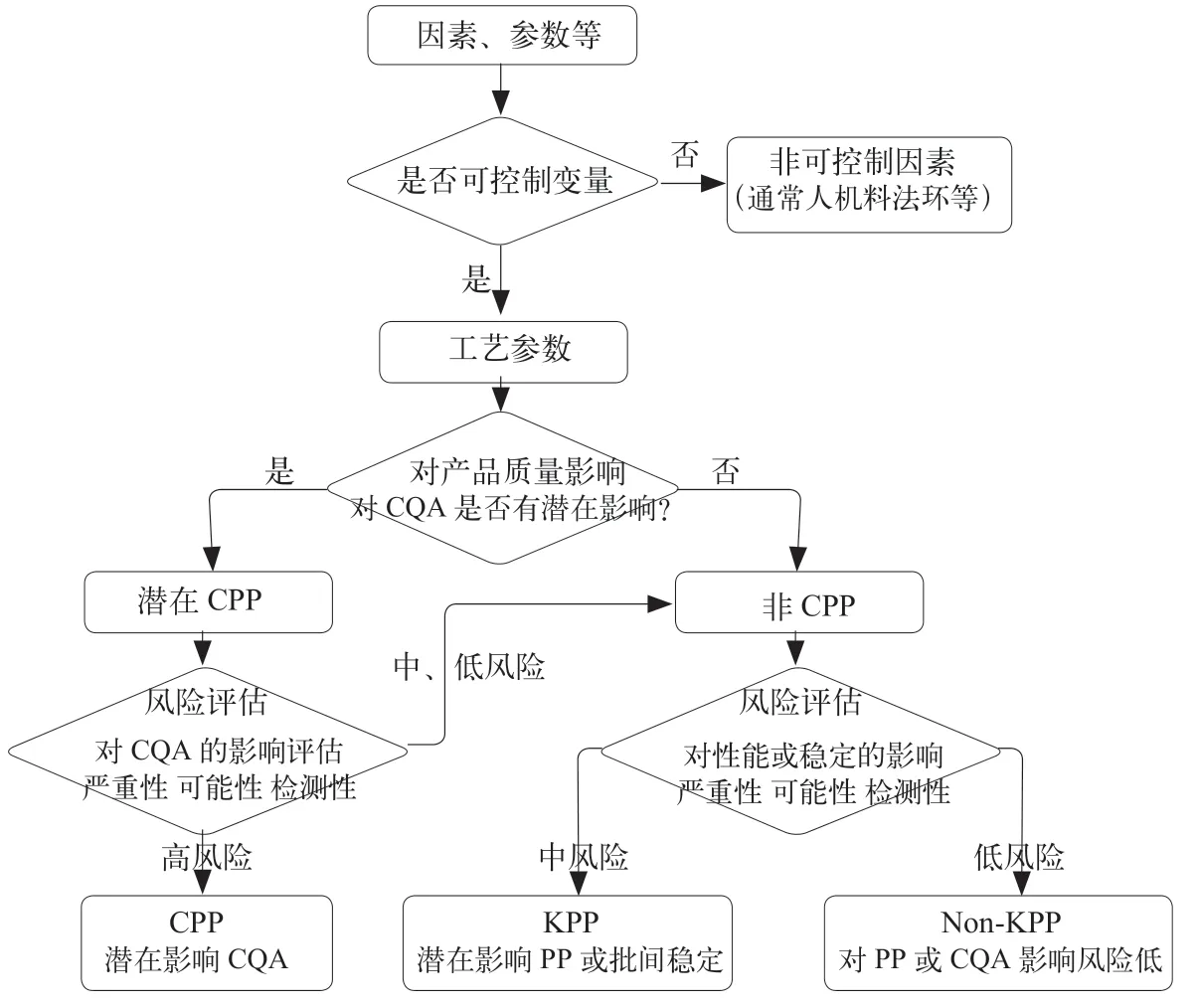
圖4 參數關鍵性決策示意圖
通常質量標準上指標即為成品的關鍵質量屬性,只有符合所有質量標準項才能保證藥品的安全、有效。
應用:工序影響CQA 評估實例見圖3。
評估時,需對相關工序如何影響CQA 進行說明(建立聯系)。
評估后:對于高影響的CQA,針對參數項目,如水分、崩解、裝量差異、含量等,進行評估分析(趨勢圖/控制圖/能力分析);而對于性狀、鑒別、產品穩定性只描述其情況,如性狀,2019 年1 ~2 月,15 批均合格。對于含量均一性只需檢查其是否有相應均勻性的驗證即可。
3.2 工藝輸出:其他異常輸出
有關工藝輸出的其他異常輸出信息可參考表1 內容。
3.3 工藝輸入:可控因子(CPP)
可在生產中加以調節控制的因子是輸入變量,影響著過程最終結果。
關鍵工藝參數(CPP,同義詞:關鍵操作參數):工藝參數的變化對關鍵質量屬性會有影響,因此應當監控和控制工藝參數,確保加工的產品達到想要的質量。
重要工藝參數(KPP,同義詞:重要操作參數):輸入工藝參數應當在很窄的范圍內加以仔細控制,其對加工性能是必不可少的。重要工藝參數不影響產品質量屬性,如果超出可接受的范圍,它將影響工藝(如產率、持續時間),但不影響產品質量。此處注意:因涉及產量等經濟指標,大部分公司KPP 也按CPP 進行管理、驗證。
非重要工藝參數(Non-KPP,同義詞:非重要操作參數):輸入參數已被證明易操作、控制或者有著很寬泛的接受限度。如果超出可接受限度,非關鍵性操作參數可能會對質量或工藝性能產生影響。參數關鍵性決策見圖4。
確定為CPP 的參數,就是工藝驗證時檢查的參數。
對于范圍參數,還需有對應的驗證,如充填速度“2800 ~3300轉/min”,在設備PQ 進行不同充填速度(2800、2900、3000、3100、3200、3300)設置的性能檢查,指標為充填裝量差異、外觀、上機率等,以考察速度對質量和性能指標的影響,并確定其穩定可靠的范圍。
持續工藝確認時記錄CPP 參數及實施批次,如充填,2019 年1 ~2 月,15 批 充 填 速 度 均 為3100 轉/min)。若有不同設置時需注明。
此處注意:考慮到“重要工藝參數(KPP)”影響收率、時間等經濟指標,對于公司而言是重要的,也可按CPP 進行管理。
3.4 工藝輸入:非可控因子(人機料法環等)
非可控因子[3]:影響過程及結果的變量除了可控因子外,還可能包含一些可以記錄但不可控制的非可控因子(圖2 中的U1、U2、U3……),它們通常包括環境狀況、操作員、材料批次等。這些變量可能取連續值,也可能取離散值。對于這些變量,通常很難將它們控制在某個精確值上,實際問題中它們確實也可能取不同的值。
持續工藝確認時,相應情況描述對比分析即可。評估應用舉例如下:
生產過程中各部門的作用和職責(組織機構有無變化):2019年1 ~2 月現行組織機構文件SMP-RG-0001-04,該文件自2017年6 月16 日生效至今,經核對實際組織機構沒有變化。(注:若有變化則提供變更前后的組織機構圖,并評價可能的影響。)
人員變化對工藝的影響,應用案例見表2。

表2 階段性生產工序人員表
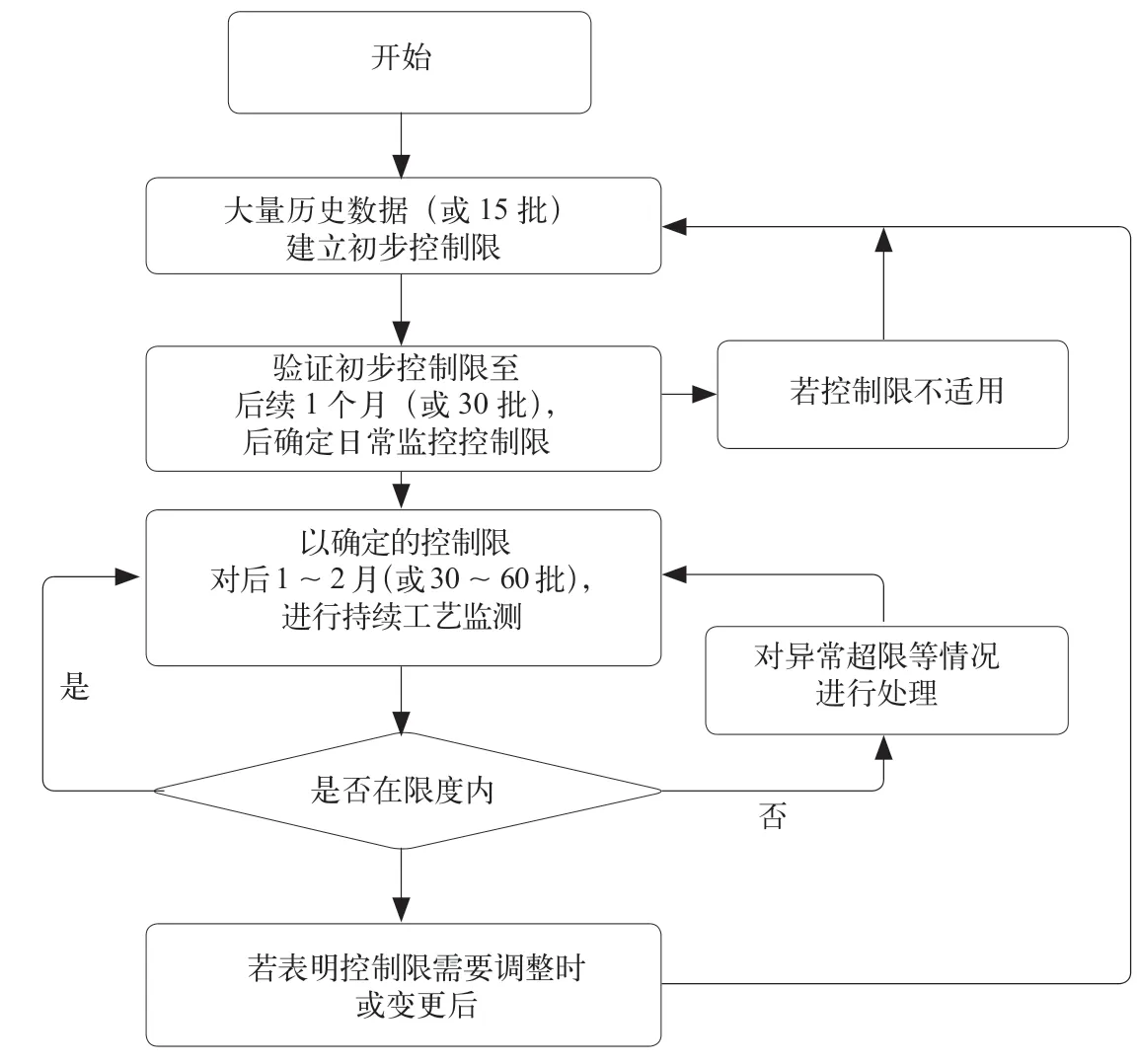
圖5 持續工藝確認實施批次策略示意圖
結論:人員有個別變化,可能存在潛在影響。但從工序特點來說,人員的影響主要為操作失誤可能造成的收率波動,故可由總混收率是否異常波動、趨勢異常判斷。若操作分班組,則可能存在班組間的變化。
3.5 持續工藝確認執行策略[4]
3.5.1 實施批次策略(見圖5)
3.5.2 評價指標CQA 的限度制定方法
方法1:期望的工藝指標本身性質應該是正態的,并且監測數據符合正態時。以數據均值±3σ作為控制限,數據不正態時計算的限度存疑(不正態時標準差的統計計算公式不成立)。若數據量少,所得限度將可能不涵蓋所有范圍,造成控制限適用性不好。
方法2:適合數據非正態,以大量數據(大量歷史數據:至少100 批,最好超過300 批),用百分位數法得出限度。如用相同工藝條件下連續幾年的數據為計算限度,此處注意要結合經驗判斷限度是否合適。舉例來說:2.5%分位數作為下控制限,97.5%分位數作為上控制限。(2.5%~97.5%數據范圍可以理解為4 倍標準差的水平,因為±2σ 包含95.45%的數據。)注:其他任何有文獻依據的方法均可嘗試使用。
3.5.3 CQA 趨勢評估應用
實例1:評價總混工序的工藝趨勢,評價指標CQA 總混含量。
建立限度:2017 年和2018 年所有生產批次,共341 批數據;以2.5%分位數3.6 作為下控制限,97.5%分位數4.3 作為上控制限。(注:法定標準≥3.2)
評估應用:2019 年1 ~2 月,共15 批(均值為3.82)數據,并在時間序列圖上添加Y 值參考線:下限3.6;上限4.3;均值3.82,見圖6。
分析:觀察進行檢驗分析:①超限:沒有;②連續7 點在中心線一側:沒有;③連續7 點全部遞增或全部遞減:沒有;④連續14 點,上下交錯:沒有。結論:總混工序總混含量穩定,工藝穩定。
實例2:充填工序的工藝趨勢,評價指標CQA 充填裝量。
2019 年1 ~2 月,共15 批數據(每批10 個數據),首先進行“圖形化匯總”,P 值=0.122,通過了正態檢驗,即可以進行能力分析。進行“Capability Sixpack”(六合圖)正態的能力分析,數據每批10 個,子組大小為“批號”,下限為0.322,上限為0.378。輸出六合圖見圖7。
分析:左上Xbar 圖:沒有任何超限點,均值穩定;左中S圖:標準差均在限度范圍內;左下最后15 個子組:上下交錯單個值沒有超限點;右上直方圖:沒有孤島值;右中正態概率圖P 值>0.05 符合正態;右下能力圖:CP=2.48、CPK=2.13, 均>2,能力特優,并且CP 與CPK 接近,表明沒有異因的存在。結論:充填工序裝量控制能力特優,說明人員和設備性能均非常好,操作規程非常合適。
注意:運用時一定要注意檢測指標的性質,這決定了指標的分布類型,對于統計分析很重要。
3.6 常用統計工具
針對制藥企業數據,常用的統計工具見表3。
3.7 工藝驗證、持續工藝確認、年度回顧的對比
在實施過程中,常常會發生工藝驗證、持續工藝確認[5]、年度回顧概念相混淆的情況,下面將從幾方面進行比較,以幫助區分和理解,詳見表4。
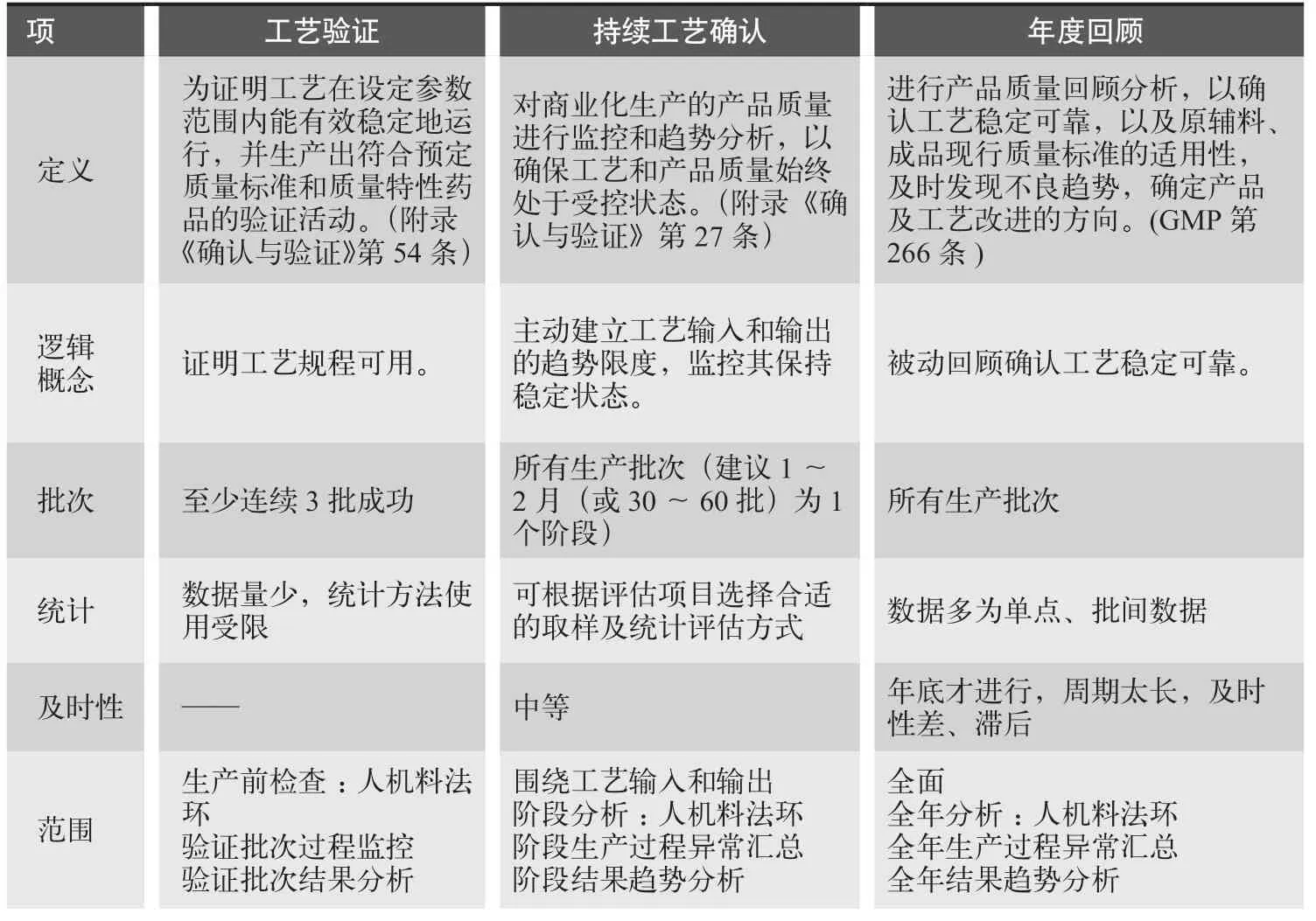
表4 工藝驗證、持續工藝確認、年度回顧的對比表
4 討論與結論
經實踐得出持續工藝確認可簡單歸納如下:
●確定目標:CQA 和CPP;
●確定工藝輸入穩定:生產時人機料法環狀態穩定;按照CPP執行生產;
●確定工藝輸出穩定:按計劃進行取樣,收集檢驗結果CQA 數據,并進行統計分析,得出質量趨勢;收集階段性的投訴、偏差等“異常報告”的數量及情況;
●綜合輸入和輸出評估工藝是否穩定,或建立“基準狀態”(即后續確認情況與基準對比,從而得出是否穩定)。
但有兩點值得注意:
●確定CQA、CPP 是最先、最基礎的工作。需要投入大量專業人員參與,特別是研發人員和生產人員,研發掌握著工藝設計時基礎研究資料,生產和質量掌握著實際生產效果,三者的結合才是理論和實踐的結合。
●真實、及時收集數據是持續工藝確認的執行關鍵。只有真實的數據,才能反映真正工藝情況,假的數據只能得到錯誤的結論,且無法指導改進;一切假的、被美化過的數據都是在浪費人力、物力。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52