某鍋爐引風(fēng)機(jī)葉片斷裂原因分析
2020-06-06 08:03:06陳學(xué)進(jìn)韓紀(jì)層林海晴
理化檢驗(yàn)(物理分冊(cè)) 2020年5期
陳學(xué)進(jìn), 韓紀(jì)層, 林海晴
(1. 國投宣城發(fā)電有限責(zé)任公司, 宣城 242052; 2. 國網(wǎng)福建省電力有限公司 電力科學(xué)研究院, 福州 350007)
鍋爐引風(fēng)機(jī)作為鍋爐的煙氣排出和送風(fēng)設(shè)備,在運(yùn)行中其葉片要經(jīng)受煙氣中飛灰的不斷沖蝕,因此要求引風(fēng)機(jī)葉片材料需具備良好的韌性、出色的表面耐磨性和較好的耐腐蝕性能[1]。但由于惡劣的運(yùn)行環(huán)境和復(fù)雜的受力狀況,引風(fēng)機(jī)葉片斷裂事故仍時(shí)有發(fā)生[2-6],且不同型號(hào)和材料的引風(fēng)機(jī)葉片斷裂的原因通常不同。某電廠3號(hào)鍋爐3B引風(fēng)機(jī)投用2 a(年)后在運(yùn)行中突然跳閘,檢查后發(fā)現(xiàn)其二級(jí)動(dòng)葉片全部變形,其中一片已從根部斷裂,另一片發(fā)生開裂。該引風(fēng)機(jī)葉片材料為15MnV鋼,葉片向爐面進(jìn)氣邊(厚邊)堆焊層上噴涂有Ni60+WC混合物,葉片背爐面噴涂有Ni60粉末,葉片的服役溫度為90~120 ℃。為查明該引風(fēng)機(jī)葉片斷裂的原因,筆者對(duì)其進(jìn)行了理化檢驗(yàn)和分析。
1 理化檢驗(yàn)
1.1 宏觀觀查
對(duì)已斷裂的葉片進(jìn)行宏觀觀查,發(fā)現(xiàn)葉片斷裂處位于距葉片根部的1/4~1/3區(qū)域。該葉片向爐面表面已生銹呈黃色,葉片薄邊處有凹槽,推測(cè)這是葉片在斷裂后飛出撞擊引風(fēng)機(jī)內(nèi)部所致,如圖1a)所示。葉片向爐面邊緣處涂層碎裂,形成縱橫交錯(cuò)的裂紋網(wǎng),如圖1b)所示。對(duì)葉片中間區(qū)域的基體進(jìn)行磁粉探傷,未發(fā)現(xiàn)裂紋。葉片背爐面表面比較光亮,存在很多肉眼可見的裂紋,如圖2a)所示。葉片背爐面堆焊區(qū)域的裂紋由邊緣向內(nèi)部擴(kuò)展,如圖2b)所示。
觀察另一片開裂葉片,發(fā)現(xiàn)開裂處位于葉面1/3~1/2的中部區(qū)域,裂紋從葉片堆焊?jìng)?cè)邊緣向內(nèi)部擴(kuò)展,裂紋尖端已擴(kuò)展到接近葉片寬度的一半,如圖3所示。

圖1 斷裂葉片向爐面的宏觀形貌Fig.1 Macro morphology of facing furnace surface of fractured blade: a) whole; b) blade edge

圖2 斷裂葉片背爐面的宏觀形貌Fig.2 Macro morphology of back furnace surface of fractured blade: a) whole; b) blade edge

圖3 開裂葉片的宏觀形貌Fig.3 Macro morphology of cracked blade
葉片斷口被破壞無法識(shí)別出裂紋源區(qū),如圖4a)所示。葉片根部側(cè)斷口平齊,未觀察到明顯的塑性變形,如圖4b)所示。葉片進(jìn)氣邊(厚邊)斷口邊緣存在損傷,如圖4c)中圈出位置所示。葉片薄邊斷口存在斷裂時(shí)撕裂的痕跡,如圖4d)所示。結(jié)合圖2和圖3中葉片的斷裂和開裂部位可以判斷,裂紋起源于葉片厚邊并逐漸向葉片薄邊擴(kuò)展,最后在葉片薄邊發(fā)生斷裂。
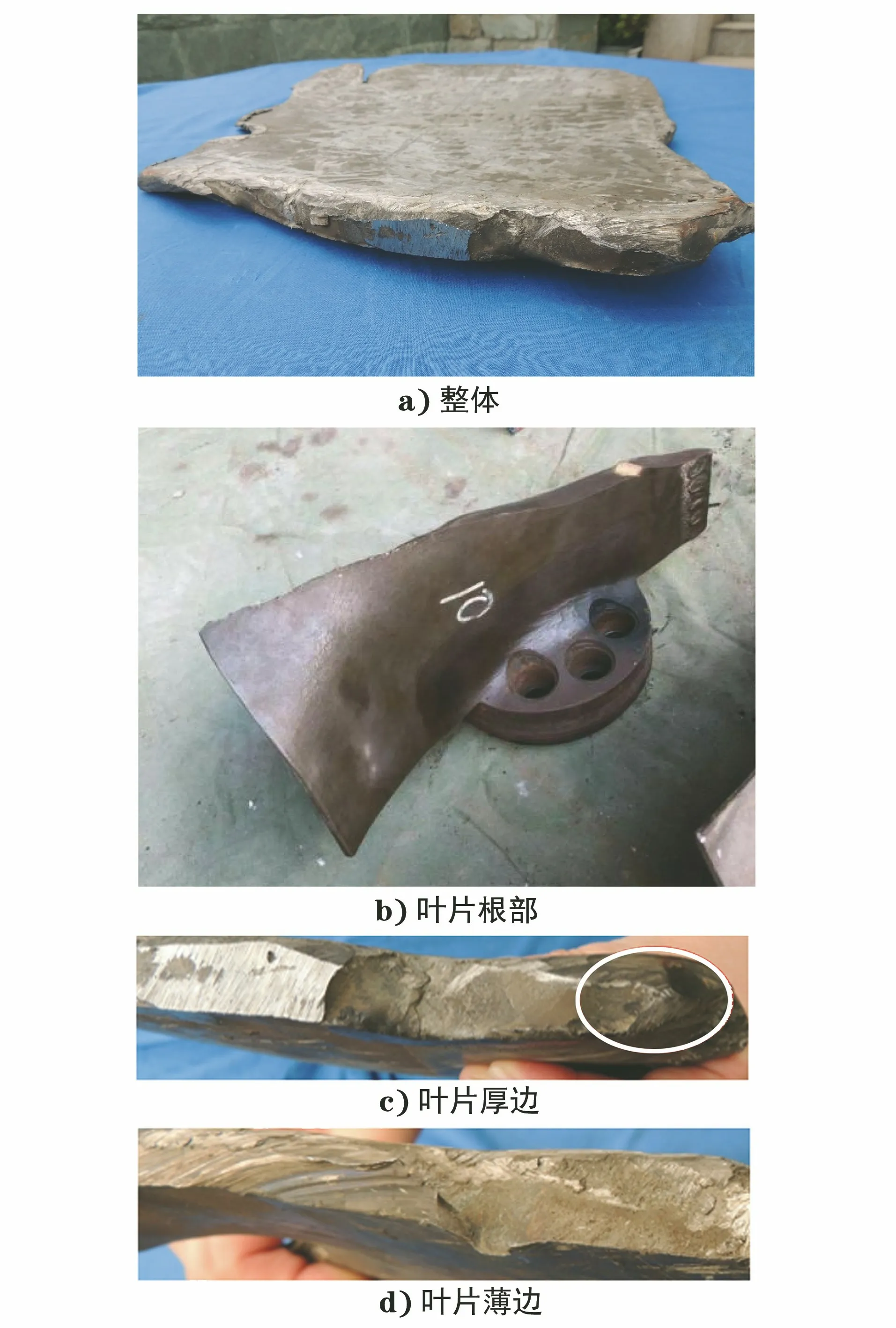
圖4 斷裂葉片斷口的宏觀形貌Fig.4 Macro morphology of the fracture of fractured blade:a) whole; b) blade root; c) blade thick edge; d) blade thin edge
1.2 化學(xué)成分分析
在斷裂葉片橫截面取樣,采用XL2-800型手持式合金分析儀進(jìn)行化學(xué)成分分析,結(jié)果如表1所示。可見斷裂葉片的化學(xué)成分符合GB/T 1591—2018《低合金高強(qiáng)度結(jié)構(gòu)鋼》對(duì)15MnV鋼成分的技術(shù)要求。

表1 斷裂葉片的化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical compositions of fractured blade (mass fraction) %
1.3 拉伸性能試驗(yàn)
根據(jù)GB/T 228.1—2010《金屬材料 拉伸試驗(yàn) 第1部分:室溫試驗(yàn)方法》,在斷裂葉片上截取拉伸試樣,采用CMT5205型電子萬能材料試驗(yàn)機(jī)進(jìn)行拉伸試驗(yàn),結(jié)果如表2所示。可見葉片的抗拉強(qiáng)度和斷后伸長率符合GB/T 1591—2018的技術(shù)要求。

表2 斷裂葉片的拉伸性能試驗(yàn)結(jié)果Tab.2 Tensile properties test results of fractured blade
1.4 金相檢驗(yàn)
分別在斷裂葉片堆焊區(qū)背爐面和向爐面、斷口附近縱截面取樣,試樣經(jīng)打磨、拋光并用體積分?jǐn)?shù)為4%的硝酸酒精溶液浸蝕后,采用Axio Observer A1m型光學(xué)顯微鏡觀察顯微組織。由圖5可見,在葉片堆焊區(qū)背爐面涂層內(nèi)部以及涂層與基體的結(jié)合面上存在孔洞,較大的孔洞直徑達(dá)到100 μm;涂層內(nèi)部存在貫穿涂層的裂紋,并向葉片基體內(nèi)部延伸。在堆焊區(qū)向爐面涂層內(nèi)部存在大量塊狀顆粒,顆粒直徑約為50 μm,推測(cè)是碳化鎢顆粒;涂層內(nèi)部存在縱向裂紋,裂紋從涂層表面向內(nèi)部擴(kuò)展,且穿過界面擴(kuò)展到基體。葉片斷口附近縱截面基體顯微組織為鐵素體+珠光體,未發(fā)現(xiàn)明顯的夾雜、氣孔等缺陷,說明基體組織質(zhì)量合格;葉片堆焊區(qū)向爐面顯微組織為馬氏體+少量鐵素體,如圖6所示。
1.5 硬度測(cè)試
在斷裂葉片基體、基體和堆焊層界面處取樣,采用FM-810型數(shù)顯顯微硬度計(jì)進(jìn)行維氏硬度測(cè)試,結(jié)果如表3所示。可見葉片基體的維氏硬度遠(yuǎn)低于
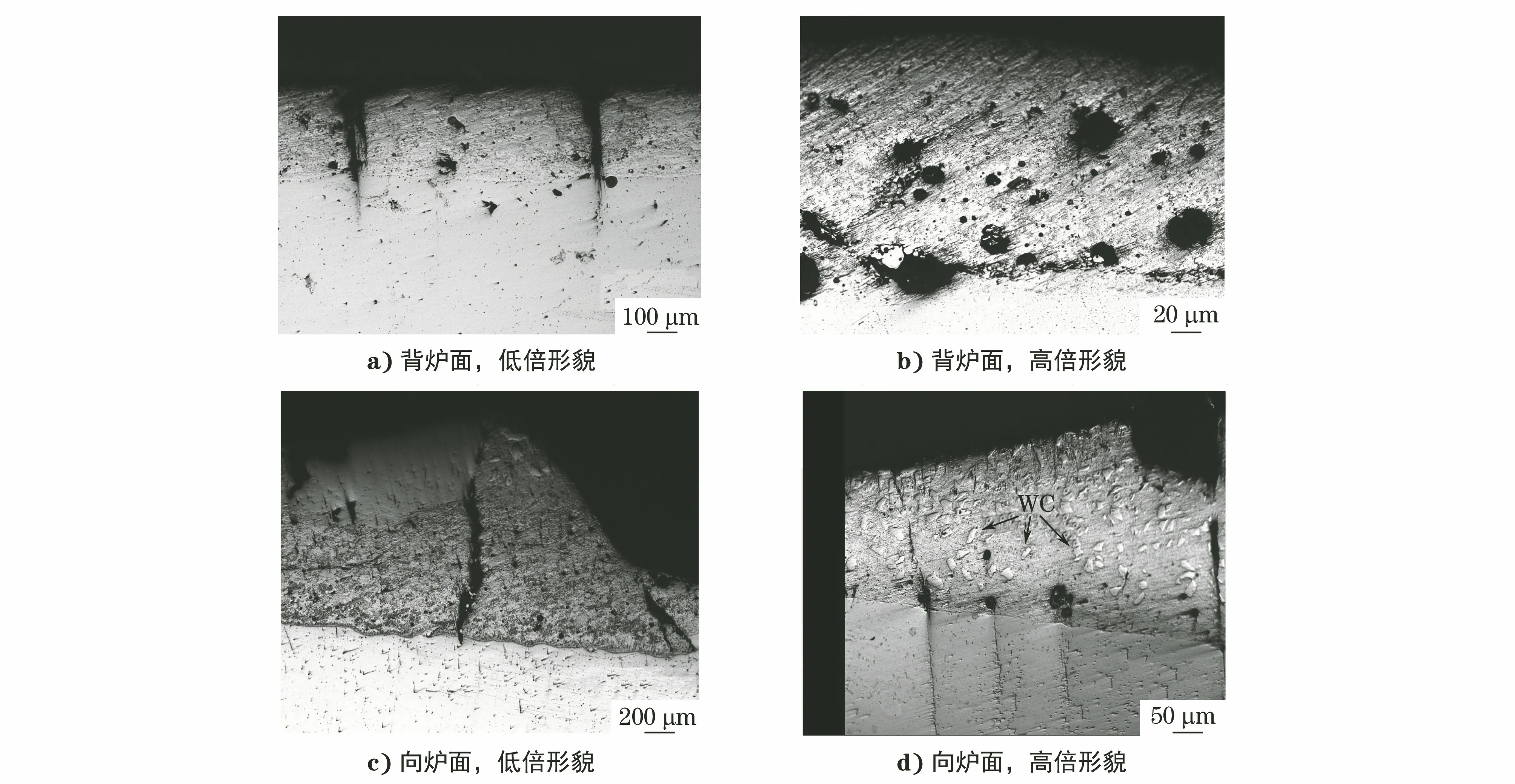
圖5 葉片堆焊區(qū)背爐面和向爐面的顯微組織Fig.5 Microstructure of back and facing furnace surface of blade surfacing weld area: a) morphology of back furnace surface at low magnification; b) morphology of back furnace surface at high magnification;c) morphology of facing furnace surface at low magnification; d) morphology of facing furnace surface at high magnification

圖6 葉片斷口附近縱截面不同部位的顯微組織Fig.6 Microstructure of different parts of longitudinalsection near blade fracture:a) matrix; b) facing furnace surface of surfacing weld area
基體和堆焊層界面處的。由金相檢驗(yàn)結(jié)果可知,基體和堆焊層界面熱影響區(qū)的顯微組織為馬氏體+鐵素體,且晶粒粗大,因而硬度較高。
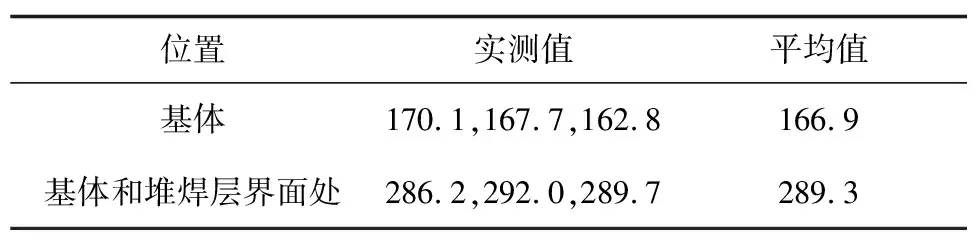
表3 斷裂葉片不同部位維氏硬度測(cè)試結(jié)果Tab.3 Vickers hardness test results of different parts of fractured blade HV0.1
2 分析與討論
由上述理化檢驗(yàn)結(jié)果可知,引風(fēng)機(jī)葉片基體的材料符合標(biāo)準(zhǔn)要求,材料的顯微組織和拉伸性能均滿足標(biāo)準(zhǔn)要求。
由宏觀觀查結(jié)果可知,裂紋起源于葉片厚邊向葉片薄邊擴(kuò)展,最終在薄邊斷裂。由金相檢驗(yàn)結(jié)果可知,葉片厚邊裂紋起源于向爐面堆焊區(qū)涂層表面及涂層與基體的界面,葉片堆焊層表面涂層內(nèi)部及涂層與基體的界面處存在孔洞。裂紋起源和擴(kuò)展方式有兩種:一種是涂層表面產(chǎn)生裂紋,裂紋向涂層內(nèi)部擴(kuò)展,并穿過界面向基體內(nèi)部擴(kuò)展;另一種是在涂層與基體的界面產(chǎn)生裂紋,裂紋向涂層和基體內(nèi)部擴(kuò)展。上述裂紋貫穿堆焊層,在應(yīng)力的作用下向葉片薄邊不斷擴(kuò)展,導(dǎo)致葉片斷裂。裂紋起源及擴(kuò)展機(jī)理如圖7所示。
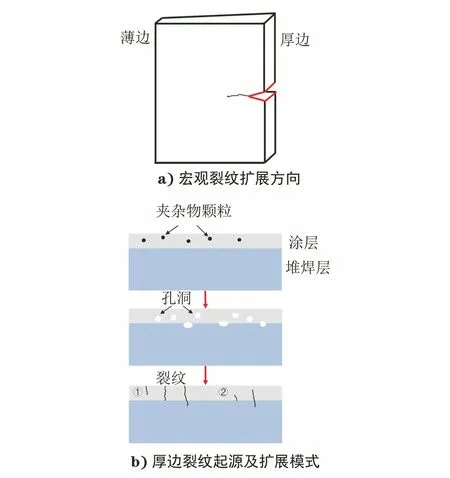
圖7 裂紋起源及擴(kuò)展機(jī)理示意圖Fig.7 Schematic diagram of crack origin and propagation mechanism: a) macrocrack propagation direction;b) crack origin and propagation mode of thick edge
引風(fēng)機(jī)葉片要經(jīng)受振動(dòng)和煙氣沖蝕,需要具有良好的韌性、耐磨性和耐腐蝕性能[7]。在鋼表面噴涂鎳基碳化鎢涂層可以提高鋼表面耐磨性和抗沖蝕性能[8-9],因此以韌性良好的15MnV鋼作為基材,在其表面噴涂耐磨耐腐蝕的Ni60(WC)涂層后所得的材料,可以實(shí)現(xiàn)基體具有良好沖擊韌性的同時(shí),表面具有良好的耐磨損和耐腐蝕性能,該材料非常適合用于制造引風(fēng)機(jī)葉片[10]。然而斷裂葉片在厚邊進(jìn)行了堆焊,堆焊區(qū)組織為脆硬的馬氏體+少量鐵素體,內(nèi)部殘余應(yīng)力較大,且其缺口敏感性較高。在堆焊層表面進(jìn)行Ni60(WC)涂層熱噴涂時(shí),熔融粒子與基體的溫差較大,且涂層與基體的熱膨脹系數(shù)不同,這導(dǎo)致涂層與基體界面的殘余應(yīng)力增大。由于噴涂工藝不當(dāng),在涂層內(nèi)部及涂層和基體的界面處產(chǎn)生了較多孔洞,成為涂層及涂層和基體界面的薄弱區(qū)。引風(fēng)機(jī)運(yùn)行時(shí),葉片一直處于高速旋轉(zhuǎn)狀態(tài),葉片向爐面承受巨大的風(fēng)壓,導(dǎo)致進(jìn)氣邊產(chǎn)生較大的拉應(yīng)力;煙氣中含有大量的飛灰及煙塵,葉片向爐面一直受到煙氣高速、持續(xù)的沖刷,使葉片受到磨損。此外,在引風(fēng)機(jī)運(yùn)行過程中振動(dòng)過大會(huì)使葉片受到不平衡力,在應(yīng)力集中處萌生裂紋源導(dǎo)致葉片提前斷裂。
綜上所述,葉片厚邊堆焊層未經(jīng)合適的消除應(yīng)力熱處理,存在脆硬的馬氏體組織。在堆焊層上進(jìn)行的熱噴涂工藝存在控制不當(dāng)?shù)膯栴},導(dǎo)致在涂層內(nèi)部和涂層與基體界面產(chǎn)生孔洞,降低了涂層的強(qiáng)度和韌性,削弱了涂層與基體的結(jié)合強(qiáng)度。葉片服役過程中在風(fēng)壓、飛灰及煙塵的沖刷、振動(dòng)應(yīng)力以及焊接和熱噴涂殘余應(yīng)力的綜合作用下,葉片堆焊邊緣的涂層表面或涂層與基體的界面發(fā)生開裂,裂紋向基體內(nèi)部擴(kuò)展,葉片厚邊裂紋增加了厚邊缺口敏感性,造成應(yīng)力集中,裂紋向薄邊不斷擴(kuò)展,最終導(dǎo)致葉片發(fā)生斷裂。
3 結(jié)論及建議
引風(fēng)機(jī)葉片厚邊存在脆硬的堆焊層,在堆焊層表面進(jìn)行的熱噴涂工藝控制不當(dāng),導(dǎo)致涂層內(nèi)部及涂層和基體的界面產(chǎn)生孔洞,降低了涂層的強(qiáng)度、韌性以及涂層和基體界面的結(jié)合強(qiáng)度,在風(fēng)壓、飛灰和煙塵的沖刷以及振動(dòng)應(yīng)力的作用下,葉片涂層表面或涂層與基體界面發(fā)生開裂,并向葉片內(nèi)部擴(kuò)展,造成葉片厚邊缺口應(yīng)力集中,裂紋不斷向葉片薄邊擴(kuò)展,最終導(dǎo)致葉片發(fā)生斷裂。
建議改進(jìn)葉片厚邊堆焊工藝或不堆焊,避免葉片厚邊基體出現(xiàn)脆硬的馬氏體組織。改進(jìn)表面熱噴涂工藝,提高表面涂層的質(zhì)量,避免涂層內(nèi)部和涂層與基體的界面產(chǎn)生孔洞等缺陷。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
金秋(2017年4期)2017-06-07 08:22:16
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04