基于銑削參數(shù)的刀具磨損狀態(tài)監(jiān)測(cè)系統(tǒng)
2020-06-04 09:00:29張愷徐裕盛
汽車(chē)世界·車(chē)輛工程技術(shù)(上) 2020年1期
張愷 徐裕盛
摘 要:本文主要進(jìn)行基于切削參數(shù)的刀具狀態(tài)監(jiān)測(cè)系統(tǒng)的研究。主要研究?jī)?nèi)容包括搭建刀具磨損銑削力信號(hào)數(shù)據(jù)采集平臺(tái),利用智能測(cè)力刀柄,實(shí)現(xiàn)高精度的銑削參數(shù)測(cè)量;依托銑削數(shù)據(jù)集和神經(jīng)網(wǎng)絡(luò)算法,構(gòu)建刀具磨損狀態(tài)監(jiān)測(cè)模型,進(jìn)行特征提取和模型訓(xùn)練,實(shí)現(xiàn)準(zhǔn)確的刀具磨損狀態(tài)預(yù)測(cè)。
關(guān)鍵詞:刀具磨損;銑削力;銑削振動(dòng)信號(hào);監(jiān)測(cè)
1 引言
隨著材料學(xué)和加工工藝學(xué)的不斷發(fā)展,零部件材料的加工難度愈發(fā)增加,加工精度要求也愈發(fā)提高,這樣一來(lái),制造業(yè)對(duì)加工機(jī)床提出了更高要求:一方面,要求機(jī)床運(yùn)行過(guò)程中要盡可能保持平穩(wěn),即擁有較小的噪聲和振動(dòng);另一方面,則要求機(jī)床在即將出現(xiàn)故障時(shí)能及時(shí)報(bào)警,停機(jī),避免無(wú)法預(yù)期的后果。尤其是后者,對(duì)于提高零件加工質(zhì)量,保證加工安全具有重要意義。本文聚焦于機(jī)床故障中的刀具磨損問(wèn)題,通過(guò)合適的實(shí)驗(yàn),模型,及驗(yàn)證,找到刀具磨損與切削力信號(hào)的對(duì)應(yīng)關(guān)系,從而達(dá)到刀具磨損現(xiàn)象的預(yù)測(cè)和規(guī)避。
當(dāng)?shù)毒甙l(fā)生磨損后,由于刀尖變鈍、表面形貌不平整,使得切削力增加、切削溫度升高,甚至發(fā)生切削顫振現(xiàn)象,導(dǎo)致零部件表面粗糙度上升、尺寸超差或切削區(qū)域燒傷,引起加工質(zhì)量和加工精度下降,并可能在未來(lái)應(yīng)用中引起生產(chǎn)安全事故。在加工過(guò)程中,若未及時(shí)發(fā)現(xiàn)并制止刀具磨損,甚至?xí)霈F(xiàn)“打刀”現(xiàn)象,導(dǎo)致工件報(bào)廢或機(jī)床損壞,影響加工效率并造成巨大的經(jīng)濟(jì)損失。
本文擬解決刀具磨損狀態(tài)的提取特征分析與基于神經(jīng)網(wǎng)絡(luò)模型的刀具磨損狀態(tài)監(jiān)測(cè)兩大關(guān)鍵問(wèn)題。根據(jù)切削參數(shù)信號(hào),選擇合適的特征進(jìn)行刀具磨損狀態(tài)表征對(duì)于刀具磨損的準(zhǔn)確預(yù)測(cè)至關(guān)重要,如何合理運(yùn)用時(shí)域、頻域以及時(shí)頻域分析方法選擇與刀具磨損相關(guān)度最高的特征。從而根據(jù)提取的特征確定神經(jīng)網(wǎng)絡(luò)模型以實(shí)現(xiàn)刀具磨損狀態(tài)監(jiān)測(cè),合理確定模型的輸入層,隱含層,輸出層參數(shù)。
2 模型建立
2.1 相關(guān)性模型
多個(gè)變量之間的相關(guān)性普遍由相關(guān)系數(shù)反映,相關(guān)系數(shù)可以體現(xiàn)任何測(cè)量尺度的變量之間的相關(guān)強(qiáng)度。本文首先利用實(shí)驗(yàn)監(jiān)測(cè)的數(shù)據(jù)探究X、Y、Z三向銑削力信號(hào),X、Y、Z三向銑削振動(dòng)信號(hào)以及聲發(fā)射均方根值與后刀面磨損量的相關(guān)性,可利用SPSS軟件分析皮爾遜相關(guān)系數(shù)。
2.2 回歸分析模型
基于銑削參數(shù)與后刀面磨損量之間的相關(guān)性分析,可進(jìn)一步建立回歸分析模型。回歸模型是最常用的研究假設(shè)檢驗(yàn)方法,通常可表征自變量對(duì)因變量的解釋力或預(yù)測(cè)力。本文采用SPSS軟件來(lái)建立七種銑削參數(shù)與后刀面磨損量的線(xiàn)性回歸模型并進(jìn)行預(yù)測(cè)檢驗(yàn)。
2.3 BP神經(jīng)網(wǎng)絡(luò)模型
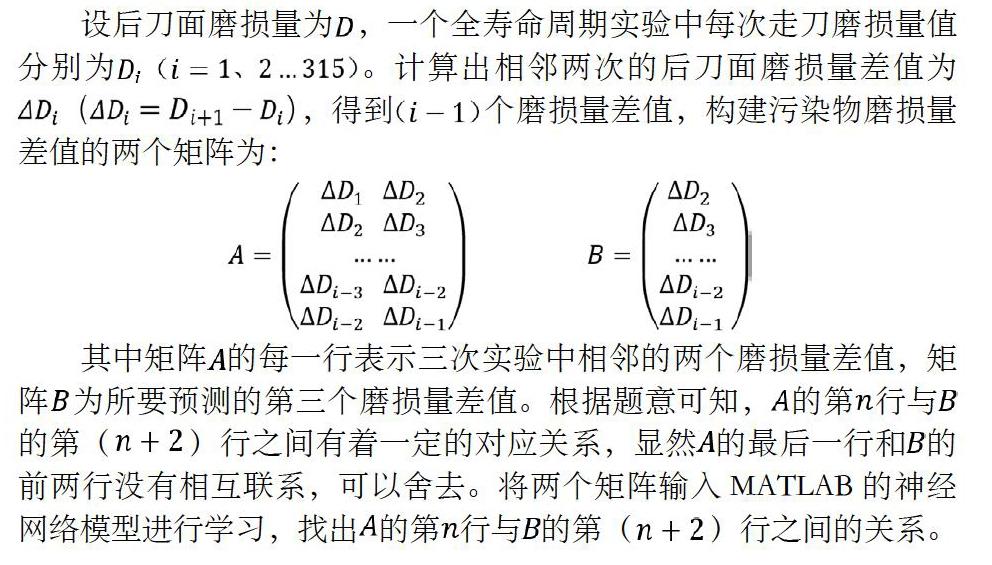
設(shè)后刀面磨損量為,一個(gè)全壽命周期實(shí)驗(yàn)中每次走刀磨損量值分別為。計(jì)算出相鄰兩次的后刀面磨損量差值為,得到個(gè)磨損量差值,構(gòu)建污染物磨損量差值的兩個(gè)矩陣為:
其中矩陣的每一行表示三次實(shí)驗(yàn)中相鄰的兩個(gè)磨損量差值,矩陣為所要預(yù)測(cè)的第三個(gè)磨損量差值。根據(jù)題意可知,的第行與的第()行之間有著一定的對(duì)應(yīng)關(guān)系,顯然的最后一行和的前兩行沒(méi)有相互聯(lián)系,可以舍去。將兩個(gè)矩陣輸入MATLAB的神經(jīng)網(wǎng)絡(luò)模型進(jìn)行學(xué)習(xí),找出的第行與的第()行之間的關(guān)系。
利用磨損量差值進(jìn)行歸一化處理(函數(shù)為[Y,PS]= mapminmax(X,0,1)),即把相鄰兩天的磨損量差值壓縮到[0,1]之間。
使用神經(jīng)網(wǎng)絡(luò)進(jìn)行學(xué)習(xí)得到和對(duì)應(yīng)行之間的關(guān)系后,便可以用中的最后一行來(lái)預(yù)測(cè)不在學(xué)習(xí)區(qū)間內(nèi)的,把矩陣中得到的預(yù)測(cè)磨損量差值放入矩陣中相應(yīng)位置充當(dāng)已知磨損量差值,來(lái)進(jìn)行中下一個(gè)磨損量差值的預(yù)測(cè)。
通過(guò)模型的反歸一化處理(函數(shù)為X= mapminmax(‘reverse,Y,PS))可以得到具體的預(yù)測(cè)數(shù)值并與真實(shí)值比較分析。BP神經(jīng)網(wǎng)絡(luò)算法流程圖如圖1所示。
3 刀具磨損監(jiān)測(cè)流程
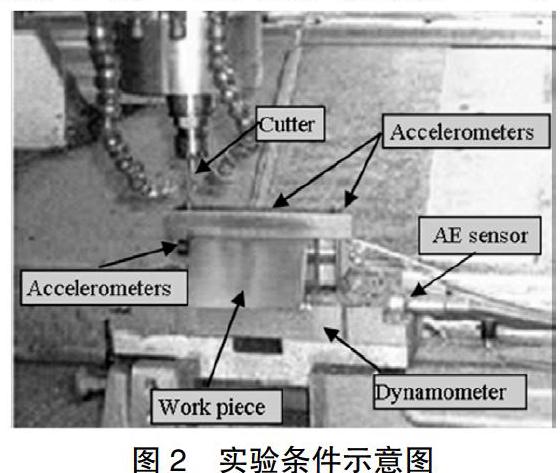
本文通過(guò)搭建平臺(tái)采集數(shù)據(jù),實(shí)驗(yàn)硬件條件為高速數(shù)控機(jī)床Roders Tech RFM760、Kistler 9265B三向測(cè)力儀、Kistler 5019A多通道電荷放大器、NI DAQ數(shù)據(jù)采集卡,由LEICA MZ12顯微鏡測(cè)量刀具磨損量,銑削材料為長(zhǎng)方形的Inconel 718(鉻鎳鐵合金718),選用3齒的球頭硬質(zhì)合金銑刀作為實(shí)驗(yàn)器材。切削條件如表1所示,實(shí)驗(yàn)條件如圖2所示。
實(shí)驗(yàn)在上述切削條件下進(jìn)行全壽命周期實(shí)驗(yàn),每次走刀端面銑削的長(zhǎng)度為108mm且每次走刀時(shí)間相等,每次走刀后測(cè)量刀具的后刀面磨損量。實(shí)驗(yàn)監(jiān)測(cè)數(shù)據(jù)有X、Y、Z三向銑削力信號(hào)(N),X、Y、Z三向銑削振動(dòng)信號(hào)(g)以及聲發(fā)射均方根值A(chǔ)E-RMS(V)。
實(shí)驗(yàn)依托測(cè)力刀柄硬件系統(tǒng),避免了傳統(tǒng)板式測(cè)力儀易受切削液腐蝕,零件裝夾不便的缺陷,可在不更改機(jī)床結(jié)構(gòu)的情況下,實(shí)現(xiàn)切削力信號(hào)的高精、高效采集。
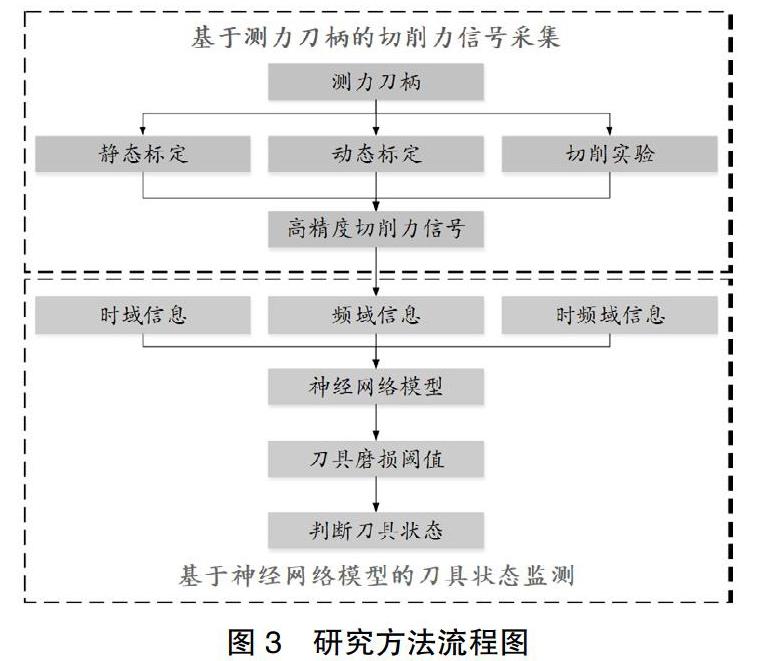
本文主要基于神經(jīng)網(wǎng)絡(luò)平臺(tái),通過(guò)實(shí)驗(yàn)得到切削參數(shù)與刀具磨損值,建立神經(jīng)網(wǎng)絡(luò)模型框架,確定其輸入、輸出及隱含層參數(shù),將切削實(shí)驗(yàn)結(jié)果分為訓(xùn)練集和測(cè)試集,訓(xùn)練集輸入神經(jīng)網(wǎng)絡(luò)模型進(jìn)行訓(xùn)練,經(jīng)大量樣本訓(xùn)練可得到切削力與刀具磨損二者間的對(duì)應(yīng)關(guān)系,測(cè)試集用來(lái)測(cè)試模型訓(xùn)練準(zhǔn)確度。從而確定刀具磨損的判定閾值,最終采用閾值法判斷是否發(fā)生刀具磨損,實(shí)現(xiàn)機(jī)床故障診斷。研究方法流程圖如圖3所示。
4 模型求解
本文根據(jù)C1組數(shù)據(jù)集進(jìn)行研究分析,即一把銑刀進(jìn)行全壽命周期實(shí)驗(yàn)共銑削315次,每次采集大于21萬(wàn)組數(shù)據(jù),本文以一次實(shí)驗(yàn)為單位求七種銑削信號(hào)的平均值,共可得到315組銑削信號(hào)數(shù)據(jù)集。每次實(shí)驗(yàn)進(jìn)行3次后刀面磨損量的測(cè)量,取平均值來(lái)進(jìn)行銑削信號(hào)與后刀面磨損量的研究分析。
4.1 相關(guān)性分析
首先探究三向銑削力信號(hào)、三向銑削振動(dòng)信號(hào)、聲發(fā)射均方根值與后刀面磨損量的相關(guān)性,利用SPSS軟件的偏相關(guān)分析指令成列排除個(gè)案后可得表2所示的相關(guān)系數(shù)。
由表2可知,后刀面磨損量與Z向力、Y向力的相關(guān)系數(shù)分別為0.956、0.932,達(dá)到了極強(qiáng)相關(guān)程度;后刀面磨損量與聲發(fā)射均方根值、X向力的相關(guān)系數(shù)分別為0.558、0.500,達(dá)到了中等相關(guān)程度;后刀面磨損量與三向銑削振動(dòng)信號(hào)的相關(guān)系數(shù)均小于0.1,可認(rèn)為極弱相關(guān)或無(wú)相關(guān)性。通過(guò)相關(guān)性分析可得,后刀面磨損量與銑削力信號(hào)具有很強(qiáng)的相關(guān)性,與銑削振動(dòng)信號(hào)關(guān)系很弱。
4.2 后刀面磨損量數(shù)值預(yù)測(cè)分析
本文對(duì)315組數(shù)據(jù)進(jìn)行劃分,前300組數(shù)據(jù)作為訓(xùn)練集,后15組數(shù)據(jù)作為測(cè)試集,以下將從回歸分析和神經(jīng)網(wǎng)絡(luò)分析兩種方式對(duì)后刀面磨損量數(shù)值預(yù)測(cè)。
4.2.1 回歸分析
本文采取SPSS軟件對(duì)前300組數(shù)據(jù)做回歸分析,如表3~5所示。表3中R表示擬合優(yōu)度,值越接近1表示模型越好,調(diào)整前、調(diào)整后的R值都在90%以上,因此這個(gè)模型是合理的。表4主要代表分析結(jié)果, F值對(duì)應(yīng)的Sig值小于0.05,因此可得出七種銑削參數(shù)與后刀面磨損量具有顯著的線(xiàn)性關(guān)系。
4.2.2 BP神經(jīng)網(wǎng)絡(luò)分析
通過(guò)對(duì)前300組后刀面磨損量數(shù)值訓(xùn)練可對(duì)后15組的數(shù)值預(yù)測(cè),預(yù)測(cè)結(jié)果見(jiàn)表7,后刀面磨損量歸一化處理后預(yù)測(cè)及觀(guān)測(cè)數(shù)據(jù)示意圖如圖3所示。平均相對(duì)誤差0.34%,由此可見(jiàn)模型擬合度較好。后刀面磨損量歸一化處理后預(yù)測(cè)及觀(guān)測(cè)數(shù)據(jù)分析圖如圖4所示。
作者簡(jiǎn)介:張愷(1998-),男,河北邢臺(tái)人,本科,研究方向:機(jī)械制造及其自動(dòng)化。