汽車發電機用整流橋失效模式研究
2020-06-04 04:01:00胡云峰
汽車電器 2020年5期
胡云峰
(錦州東佑精工有限公司,遼寧 錦州 121007)
目前隨著汽車行業迅猛發展,汽車已被越來越多的家庭所使用,人們除了對汽車動力性能上的一貫要求外,還對汽車內在的電器功能要求越來越網聯化、智能化。同時伴隨著汽車用電量消耗需求的不斷增大,對汽車提供電能的交流發電機輸出功率等性能指標提出了更高的要求。整流橋是車用發電機的重要核心部件之一,是給整體汽車工程中的電氣化、智能化設備提供直流電的來源。在汽車整體功能中發電機用整流橋的功能直接影響用戶對于汽車整體的使用感受,發電機用整流橋的安全問題是整體汽車驗收是否合格的重要前提之一,整流橋出現功能失效不但影響發電機是否能輸出符合要求的直流電,而且直接影響到顧客使用電器的感受和駕駛安全。所以,針對汽車發電機用整流橋失效模式進行分析研究,是進行汽車工程品質功能展開的必要前提,也是控制汽車電控系統安全輸出的重要環節。
1 汽車發電機用整流橋的基本結構
1.1 常用整流橋
汽車用交流發電機內部最常用的是硅二極管進行組合工作的整流單元,根據輸出功能的不同,常見的分為6管、8管、9管、11管、12管整流橋。以目前應用比較廣泛的9管整流橋為例,9管的意思就是具有9個硅二極管的整流橋,其中6個硅二極管組成整流工作主單元,利用二極管的單向導電性將交流發電機產生的交流電壓轉變成直流電壓,另外3個輔助二極管提供通過發電機中的勵磁繞阻的電流,稱為勵磁二極管。9管整流橋和配套的電壓調節器組合工作,不僅可以控制充電指示燈指示蓄電池的充電情況,指示充電系統是否發生故障,還可以在停車時,提醒駕駛員斷開點火開關。目前常見的6管、8管、12管整流橋已取消了電路板上勵磁二極管的電路而改為直接在調節器內部芯片端進行控制。
以常見的取消勵磁二極管的6管整流橋為例,其基本結構包括正負極散熱片上分別焊接有正負極二極管,電路板位于絕緣罩和正極散熱片之間,正負極二極管合并安裝后垂直插入電路板的主二極管焊接孔位中。正極散熱片和負極散熱片之間有絕緣套管進行隔離,防止正負極搭接短路。電容安裝在負極散熱片和電路板之間,用錫焊的方式把電容的端子和電路板B+點進行連接。用花鍵螺栓壓入方式把絕緣罩、電路板、散熱片進行壓緊連接。具體如圖1所示。
1.2 新式整流橋
圖1 6管整流橋
近些年隨著汽車智能化、網聯化要求的不斷提高,研發出了在汽車高端發電機上已普遍應用的新式整流橋產品,此整流橋負極散熱片直接采用發電機后殼替代,從而減少了產品部件數量和失效模式的產生。因此以車用發電機用9管整流橋為代表的整流橋也在逐步被新式高端整流橋取代。以常見的發電機一體式6管整流橋為例,其產品結構主要包括正負極散熱片、正負極二極管、電路板。負極散熱片為發電機端蓋,電路板位于正負極散熱片之間,正負極散熱片、電路板通過絕緣連接座、螺栓固接在一起。其特征在于:正負極散熱片的二極管壓入孔分別為3個,且分別壓入二極管,二極管壓入孔沿所在散熱片徑向排布,正負極散熱片的二極管壓入孔交錯排布,所述正負極二極管的引腳露出二極管壓入孔的部分垂直于水平面,電路板的預埋片對應正負極二極管引腳的位置分別設有與水平面垂直的折彎,折彎與正負極二極管的引腳點焊連接。分體圖具體見圖2所示,組合圖見圖3。

圖2 分體圖
相對于圖1結構的整流橋,圖3結構整流橋具有結構簡單、使用可靠、輸出功率高且穩定、二極管使用壽命延長、散熱性能好等特點。
圖3 組合圖
2 汽車交流發電機常見6管整流橋工作原理
1)發電機定子繞組中感應產生的是交流電,是靠6支二極管組成的三相橋式整流電路變為直流電的。由于二極管有0.6V的門坎電壓,所以汽車用交流發電機只有在發電機較高轉速的時候才能自己發電,稱為自勵過程。當發電機的轉速較低時,由蓄電池供給電流,稱為他勵過程。因此,交流發電機發電,要先經過他勵過程,再經過自勵過程。如圖4所示。

圖4 三相橋式整流電路及電壓波形
2)二極管具有單向導電性,當給二極管加上正向電壓時,二極管導通,當給二極管加上反向電壓時,二極管截止。3只正極管中,在某一瞬間正極電位 (電壓)最高者導通。3只負極管中,在某一瞬間正極電位 (電壓)最低者導通,如圖5所示。

圖5 二極管單向導電性
3)三相橋式整流電路中二極管的依次循環導通,使得負載RL兩端得到一個比較平穩的脈動直流電壓。對于三相正極二極管D1、D3、D5正極和發電機定子繞組始端相聯,在某瞬時,電壓最高一相的正極二極管導通。對于3個負極二極管D2、D4、D6負極和發電機定子繞組始端相聯,在某瞬時,電壓最低一相的負極二極管導通。電路中,同時導通的二極管總是2個,分別是正負極管子各1個。將定子的三相繞組和6只整流二極管按電路連接,發電機的輸出端B、E上就輸出一個脈動直流電壓,如圖4b、4c所示,這就是汽車發電機用整流橋的基本工作原理。
3 汽車發電機用整流橋失效模式研究
3.1 整流橋整流功能失效導致發電機直接輸出交流電
3.1.1 整流橋失效狀態
整流橋的作用是把發電機產生的交流電經過整流變成直流電輸送給汽車電器系統。如果整流橋整流功能失效,發電機把未經過整流的交流電直接輸送給汽車電器系統,會直接導致汽車電器發生故障,同時發電機會有異常噪音產生。
整流橋正常狀態電路板T點和二極管輸出點可測試輔助二極管壓降0.5V左右,用萬用表測試T點呈現短路擊穿狀態時,檢查發現整流橋電路板上輔助二極管呈現炸裂現象 (圖6)。根據勵磁電流大小,勵磁二極管通常采用2A、2.5A、3A、6A塑封二極管。以規格為2A的勵磁二極管進行以下分析。
1)同規格整流橋正常勵磁電流為:12V/(3)=4A左右,分配到3個輔助二極管時每個約為1.3A(所用),如果1支輔助二極管反向漏電流突然增大超出極限時,相當于勵磁電流變為2支二極管承擔,勵磁時超載的勵磁二極管就會出現過流和擊穿現象。
2)當電壓調節器F端輸出高電壓形成超負載時,FN是二極管工作的上限頻率,超過此值時會因為結電容的作用,二極管將不能正常工作。VPM是二極管工作允許外加的最大反向工作電壓,超過此值時其二極管有可能因反向擊穿而損壞。此時超過勵磁二極管耐受值后過載的二極管會形成反向過流炸裂。見圖7,X光顯示二極管內部焊錫均出現過流導致的絮狀飛濺是典型的二極管過流現象。

圖6 二極管炸裂
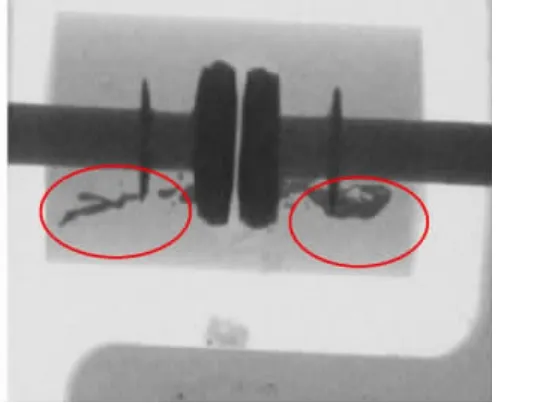
圖7 二極管內部過流
3.1.2 工作溫度過高導致二極管失效
1)整流二極管性能測試標準要求:IR≤200nA(V=20V),實際為:VB=26.72V,IR=37nA,測試結果顯示符合標準要求。進一步分析可能為外部原因導致,二極管工作環境產生異常因素導致整流過程中二極管工作溫度超過二極管最大工作溫度。整流二極管最大工作殼溫Tcmax=190℃,一旦超過最大殼溫時,整流二極管電性能將會發生變化,反向漏電增大、反向曲線變軟,反向功耗不斷增大,溫度不斷升高,此時所有正極二極管焊料呈現收縮現象,以上現象證明二極管在發電機運轉過程中暴露在高溫環境中,因此內部焊料再熔化和焊料向下流動到芯片的底側,造成芯片EOS被破壞,整流二極管性能失效。
2)整流二極管塑料環熔化溫度≥260℃、環氧碳化溫度超過300℃、芯片完全燒蝕熔化溫度1400℃、焊接面銅材熔化溫度1083℃。電性能VF@100A<1140mV,Vz@100mA 24~29V,IR@20V<0.2uA。由于整流橋輸出功率較大,二極管因此產生的總熱量較多,如不能及時把這些熱量散發出去就會在內部形成偏大熱阻。當有超過上值界限的大電流流經二極管時,就極易造成二極管芯片內部燒毀形成短路。由于短路后流續電流經過二極管造成內部繼續產生高溫,加劇芯片貫穿損毀并使芯片產生裂紋,最終導致二極管燒蝕。正極整流二極管失效后,當發電機轉速高于空載轉速繼續正常工作時,調節器形成高電位后保持恒定,會導致整流橋同組負極整流二極管擊穿、燒蝕。
3)進一步對整流二極管生產過程進行失效模式研究分析,從中了解到二極管焊接后導入下工序腐蝕模具時,有引線壓彎的現象,比例約為十萬分之一。壓彎的引線會進行校直,可能會使芯片受到應力,在后續二極管壓裝時,機械應力及發電機高溫工作時的熱應力影響下,芯片產生裂紋,整流工作時芯片“打火”、短路,同時二極管產生高溫。IF是整流橋二極管長期運行時允許通過的最大正向平均電流,其值與PN結面積及外部散熱條件有關。在外部規定散熱的條件下,整流時二極管正向平均電流若想超過此值,則會因溫度升高而燒蝕。因此不同型號的二極管有不同的最大整流電流。以35A整流二極管為例,高溫燒蝕現象見圖8。

圖8 高溫燒蝕的二極管
3.1.3 整流橋電容端正負極短路
對整流橋二極管壓降進行測試,標準要求0.5V,實際符合要求,表明二極管壓降正常。檢查整流橋電容殼體上端和電路板連接空隙處有焊錫流下,見圖9。萬用表對電容的正負極進行測量 (電容正負和散熱片正負極片是相連的),測試表顯示短路,見圖10。

圖9 焊錫搭接電容正負極

圖10 測量短路
用性能測試機對整流橋整體性能測試后,顯示見圖11。
圖11 整流橋整體性能測試
IR0測試值為105,初步斷定是典型的電容短路測試NG。造成電容短路的失效分析如下。
1)整流橋電路板和電容連接處多余焊錫成因:整流橋電容插入電路板焊接孔組裝完畢后,下一道用錫焊的方式進行電容端子焊接,當流水線工裝小車進入焊接狀態時,如果此時正處于焊接,而前道工序工人按下釋放工裝的按鈕,上道工裝小車就會和正在焊接的工裝小車發生碰撞,此時電容端子和電路板孔焊接的焊錫未完全冷卻,導致整流橋受到撞擊之后焊錫就有輕微的流動現象產生。
2)焊接點流動產生多余的焊錫部分與電容殼體并沒接觸上 (快接近碰上),所以性能測試機在測試時由于不存在電子線路短路,故無法檢測到性能NG。
3)發電機在整流橋組裝時由于有緊固螺釘打入電路板螺釘孔位,電路板受到擠壓,此時流動移位的焊錫受擠壓和殼體產生搭接,整流橋電容正負極短路,導致發電機不發電。
3.2 整流橋B+端子短路導致整流功能失效
3.2.1 測試整流橋正極散熱片和發電機定子第三項間歇性短路
故障整流橋性能測試,VR項測試NG。整流橋外觀檢查發現電路板螺釘安裝孔位有不明金屬片外露。如圖12所示。
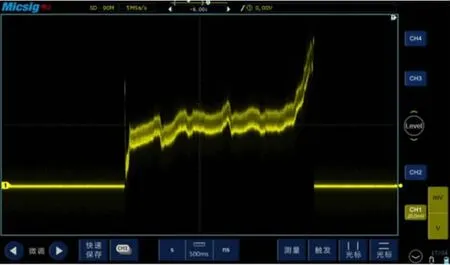
圖12 電路板螺釘安裝孔位有不明金屬片外露
用X光機進行檢查對比發現,短路整流橋在X光下可見電路板預埋片上有異常金屬片 (圖13,正常品整流橋X光下電路板預埋片不存在金屬片。
圖13 X光檢查對比
由于異常金屬部分在電路板注塑過程中殘留在電路板螺釘安裝孔處,導致不明預埋片部分外露,電路板在組裝成整流橋后,在緊固螺釘較緊狀態或振動時會導致B+端子和正極散熱片出現虛接,由此產生整流橋B+端子短路失效模式。
3.2.2 電路板焊接端子和正極散熱片搭接導致整流失效
電路板上二極管焊接端子,在發電機安裝整流橋過程中,緊固螺栓擰緊時,電路板和正極散熱片壓緊后,電路板焊接端子和正極散熱片距離過近產生搭接。二極管焊接端子和正極散熱片搭接后直接導致整流橋電子線路短路,整流性能失效,發電機容易出現燒蝕現象。如圖14所示。
圖14 焊接端子測量短路
4 結束語
現代汽車采用交流發電機作為主要電源,蓄電池作為輔助電源,由發電機向用電設備提供電源并向蓄電池充電。在汽車交流發電機中,整流橋是整個發電系統中不可缺少的關鍵部件之一。因此,要想提升汽車交流發電機的高性能和高品質,除了提高定子、轉子和電壓調節器的性能之外,提高發電機用整流橋的性能和品質是必須采取的措施之一。因此對整流橋在實際工作中經常出現的失效模式進行了分析研究。以上的研究對于整流橋的設計、研發、品質管理等專業技術人員來說,這是一種兼具理論和實踐相融合的技術總結。相關人員既要對整流橋的結構與工作原理進行掌握,又要對整流橋出現的常見失效模式有快速分析和掌控的能力。通過對汽車發電機用整流橋失效模式的研究,以此提高車用多功能發電機的研發和失效模式控制的速度,才能更好地為顧客提供可靠的產品和高效、便捷的服務。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
汽車與安全(2019年9期)2019-11-22 09:48:03
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
作文大王·低年級(2016年4期)2016-04-18 00:24:37
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
決策探索(2014年21期)2014-11-25 12:29:50
電力工程技術(2014年1期)2014-03-20 14:19:06
英語大王(2008年9期)2008-12-31 00:00:00
